I just picked up a gravity feed gun from Harbor Freight for < $14 US.
Great, persistence usually pays off…
![]()
I just picked up a gravity feed gun from Harbor Freight for < $14 US.
Great, persistence usually pays off…
![]()
As the paint is so thick I have to try with an old one to evaluate the kind of nozzle it will be needed on a new one. (If all of this works fine. ![]() )
)
Except when it doesn’t. ![]()
Ok, I have my tests and conclusions to share!
If it is possible engrave POLYSTYRENE with a 40W 450nm led diode laser? Yes.
But it’s tricky. ![]()
First of all find a paint or other material easy to remove it was the most challenging task in the whole process.
In this process a HVLP (High Velocity Low Pressure) air spray gun is essencial to the job.
Tempera paint sugested by @jkwilborn (unknown to me at the time) was the best choice for the job.
Applied with an spary air gun, leaves a uniform layer of paint and after engraving, it comes off very easily with tap water. (shower in this case) (I hope whifes don’t see this video ![]() )…
)…

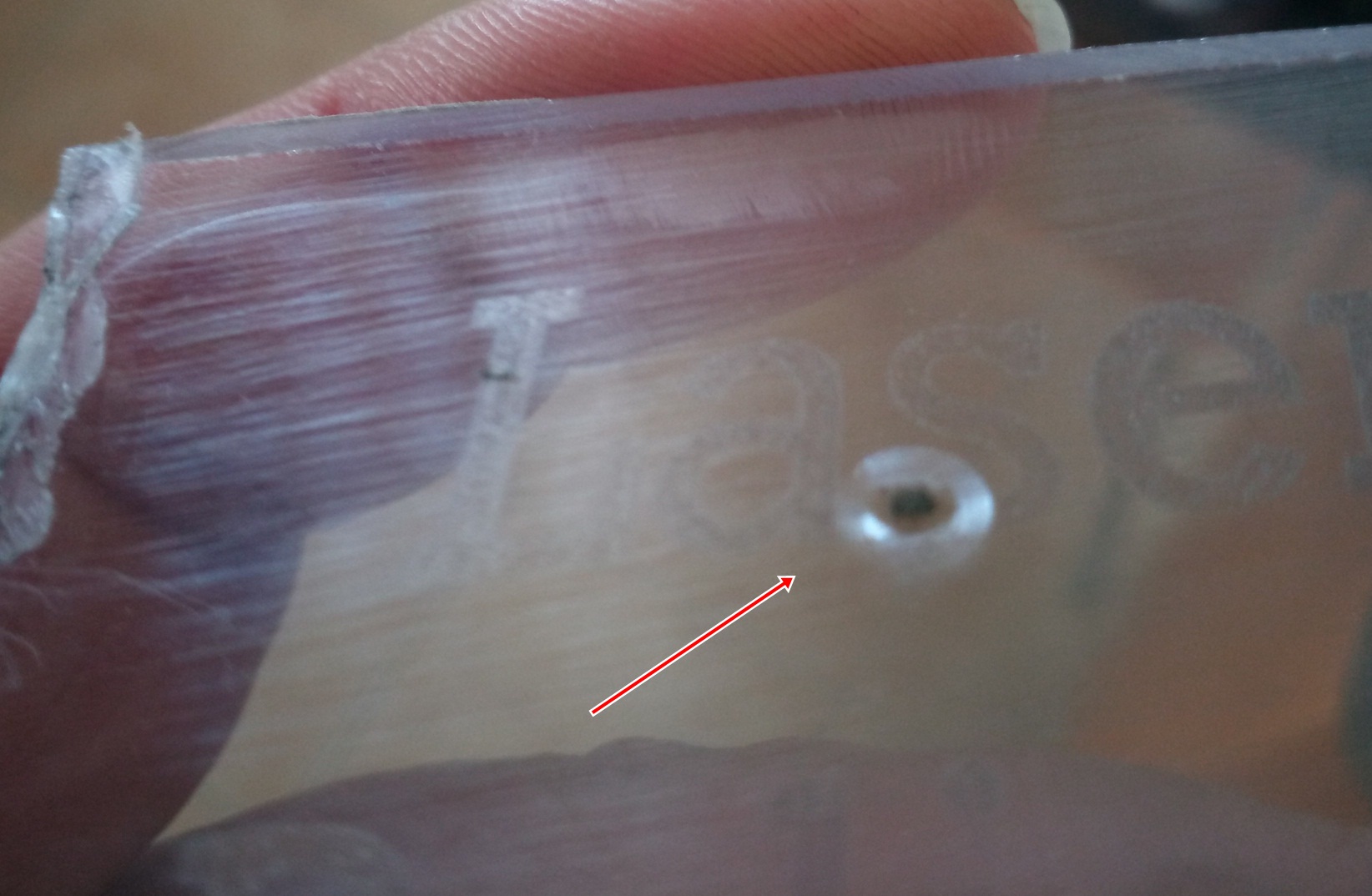
Then,… To remove traces of ink from the engraved lines I used a kind of sponge but it manages to be softer than the normal sponge (the one you see in the video) even so there were some scratches that in this case interfere with the final result. (Those that can be seen lightly in the image of the previous comment and below)
Probably with a very light polishing the scratches disappear.
Perhaps the ideal is to wash the engraving with a jet of water…
Apparently POLYSTYRENE is very sensitive to scratches.
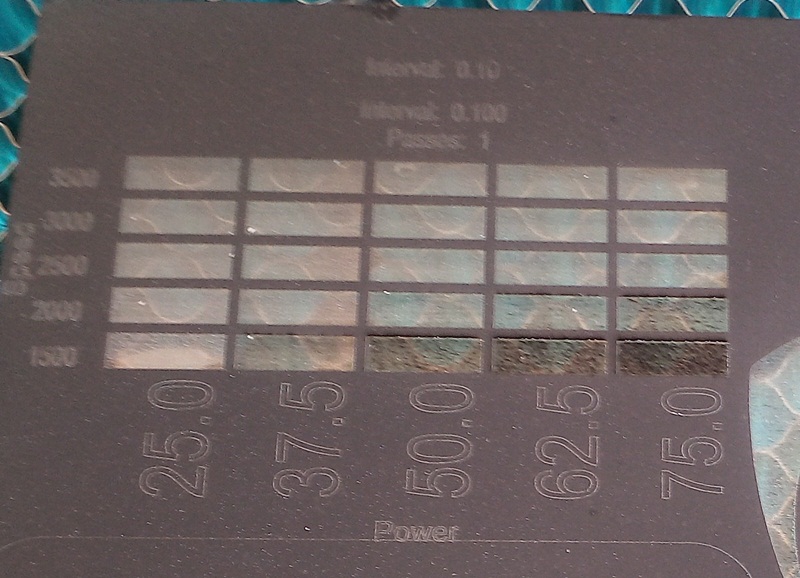
Now, laser settings…
In order to obtain a deeper engraving I used a power, which seemed to me at the time based on the most suitable material tests, around 85% and a speed of 3000 mm/min.
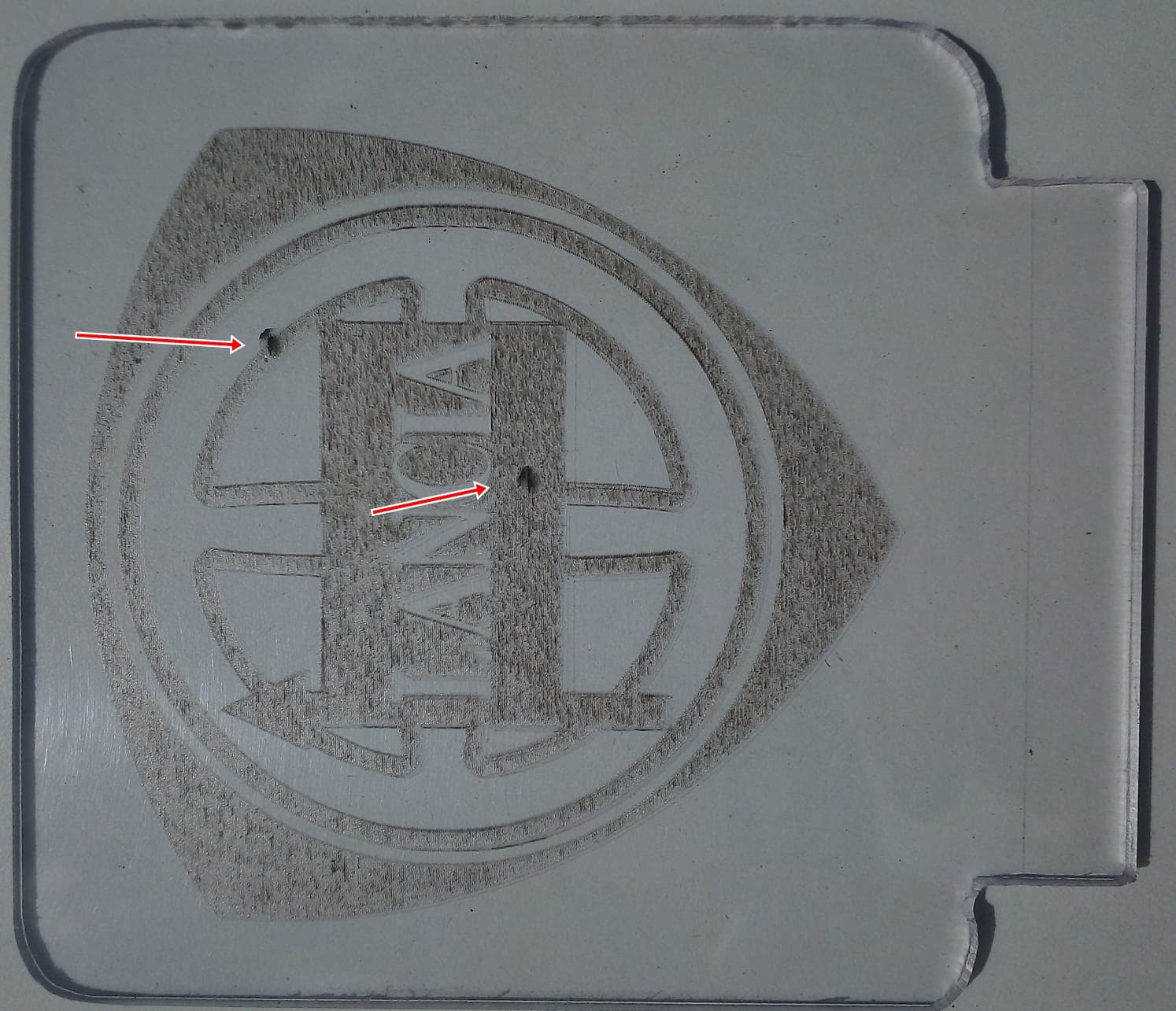
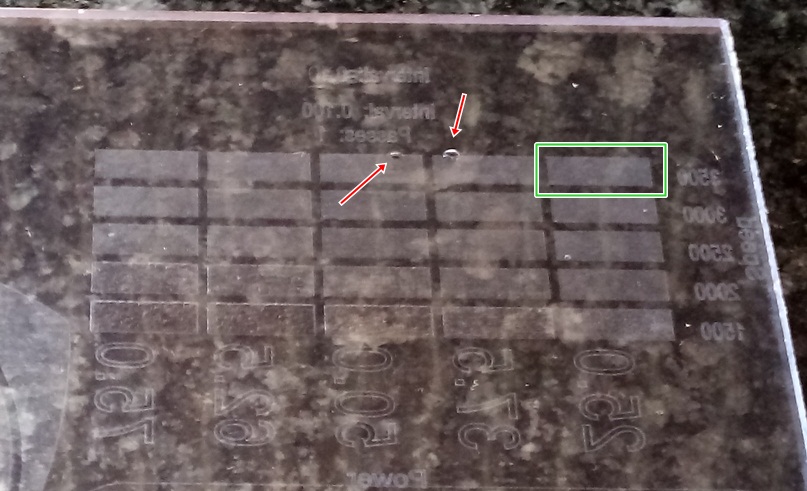
Despite obtaining a engaving that pleased me in terms of depth, it also revealed that, when making with bidirectional passage and mainly in areas where the paths were short, internal cracks developed, probably due to heating in a short space of length.
Even at 37,5% power i found some cracks on material. (In this case I’m wondering if this is not material quality… ![]() )
)
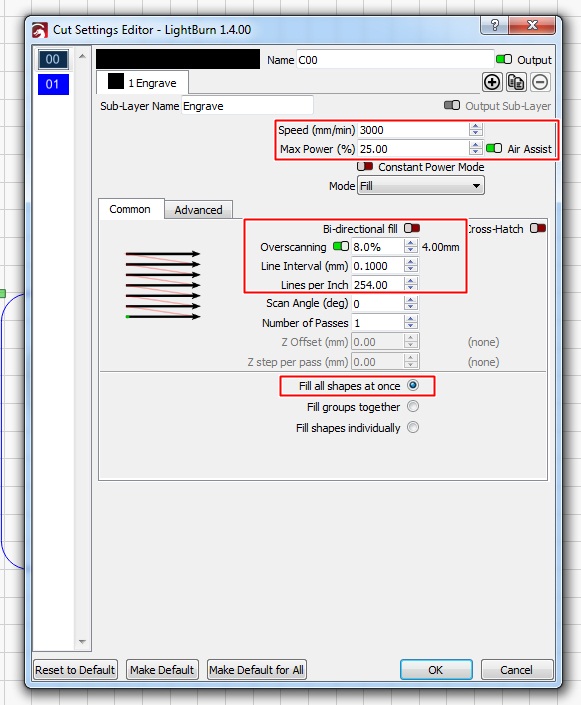
25% power and 3500 mm/min ratio and unidirectional fill (Bi-Directional Fill deactivated) was the settings I chose for POLYSTYRENE engraving with my machine.
With a little more care in terms of finishing, it seems to me that engraving the POLYSTYRENE with my machine is quite feasible, but obviously with a lot of care to be taken into account.
Finally, with this topic I don’t intend to create a “rule” for POLYSTYRENE engraving/etching, just to share this somewhat interesting experience, always performed in “free time”, and with the machine I have.
I want to take advantage of and thank each opinion, each advice and each experience of knowledge. Without them, it would have been much more difficult to reach the conclusions I reached at the end of this almost month and a half of learning.
Note: The defects, probably mechanical, mentioned at the beginning of the topic were not forgotten. They just don’t interfere with the project in question and if I consider it justified (taking into account that there are probably already topics on how to solve it) I open a topic for the problem in question.