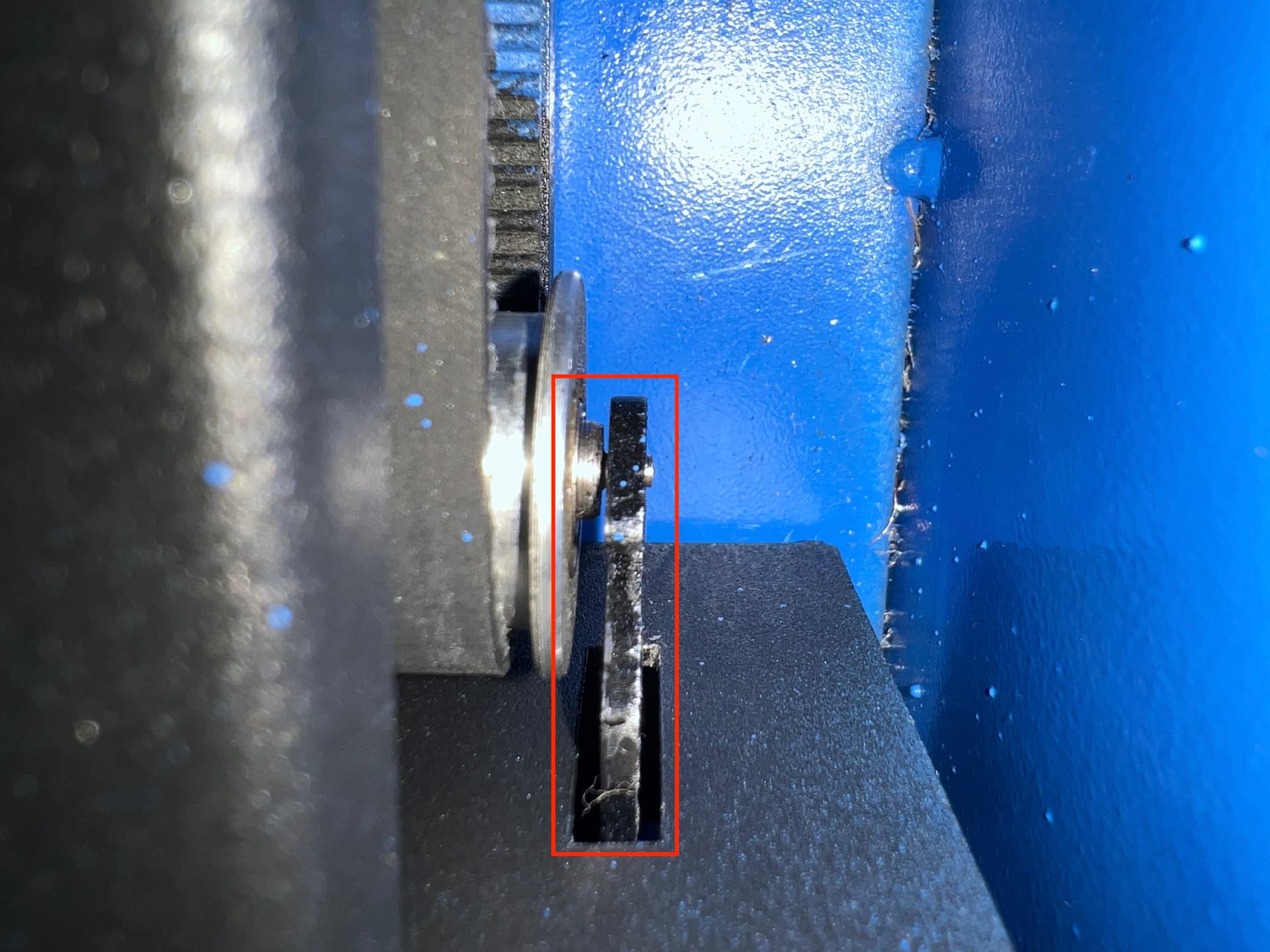
Yes, although the screws on yours are arranged perpendicular to the idler axis, so they cannot possibly adjust the belt tracking. This may be one of those inexplicable screwups common to cheap lasers.
Which means you have probably done as much as you can to compensate for the problem, with no change to the results.
If you’ve also verified the belts are not touching anything and the gantry moves smoothly by hand (with the power off), then I admit to being out of clever ideas. Heck, at this point I don’t even have any dumb ideas.
Installing new belts should be reasonably cheap and easy, so it’s worth trying. Best case: while you’re going through all that hassle, you’ll spot something obvious we’ve all overlooked.
The legend on the back of the controller:
3 = LimY-
14 = Run
LED 3 reports the machine is at its Y axis homing position with the home switch active. If that is the case after normal homing, then you should increase the Y axis pulloff distance by a couple of millimeters; the manual calls this “Distance from Origin to Hard Spacing”.
With that said, LightBurn says the KT332N controller in my laser calls it “Home Offset”. It’s set to 0 for both axes and the machine pulls off a few millimeters regardless. Perhaps the “offset” adds to the default pulloff distance?
LED 14 indicates the controller is running a program; there is no mention of blinking.
What would happen if I swapped pulley (currently 24 teeth) with pulley with 20 or 30 teeth? Also the new pitch would be 2 mm on pulley and belts. Does it increase accuracy?
No change in accuracy, because the distance/step values are all so small as to be irrelevant for human-scale objects.
For example, a 14 µm step size means the laser head moves 70 steps per millimeter, so a 0.2 mm diameter focused laser spot is 14 steps wide. Small variations in the step size don’t matter.
I think the larger pulley would be better, because it has 15 teeth engaged rather than 10 as the belt wraps around it. Make sure the larger pulley fits in the space available!
Of course, you must recalculate / recalibrate the axis again.
The run led on mine blinks slowly when it’s not busy… Always makes people think it’s broken…
The link led (12) is illuminated when there is an Ethernet hardware connection… even if it’s not connected to anything…
I’ve messed with it… I set my X axes offset to like 50mm to see what it did… On reboot/reset it homed, then creeped out the 50mm X direction… both X and Y axes position were set to 0, 0 on the machines console…
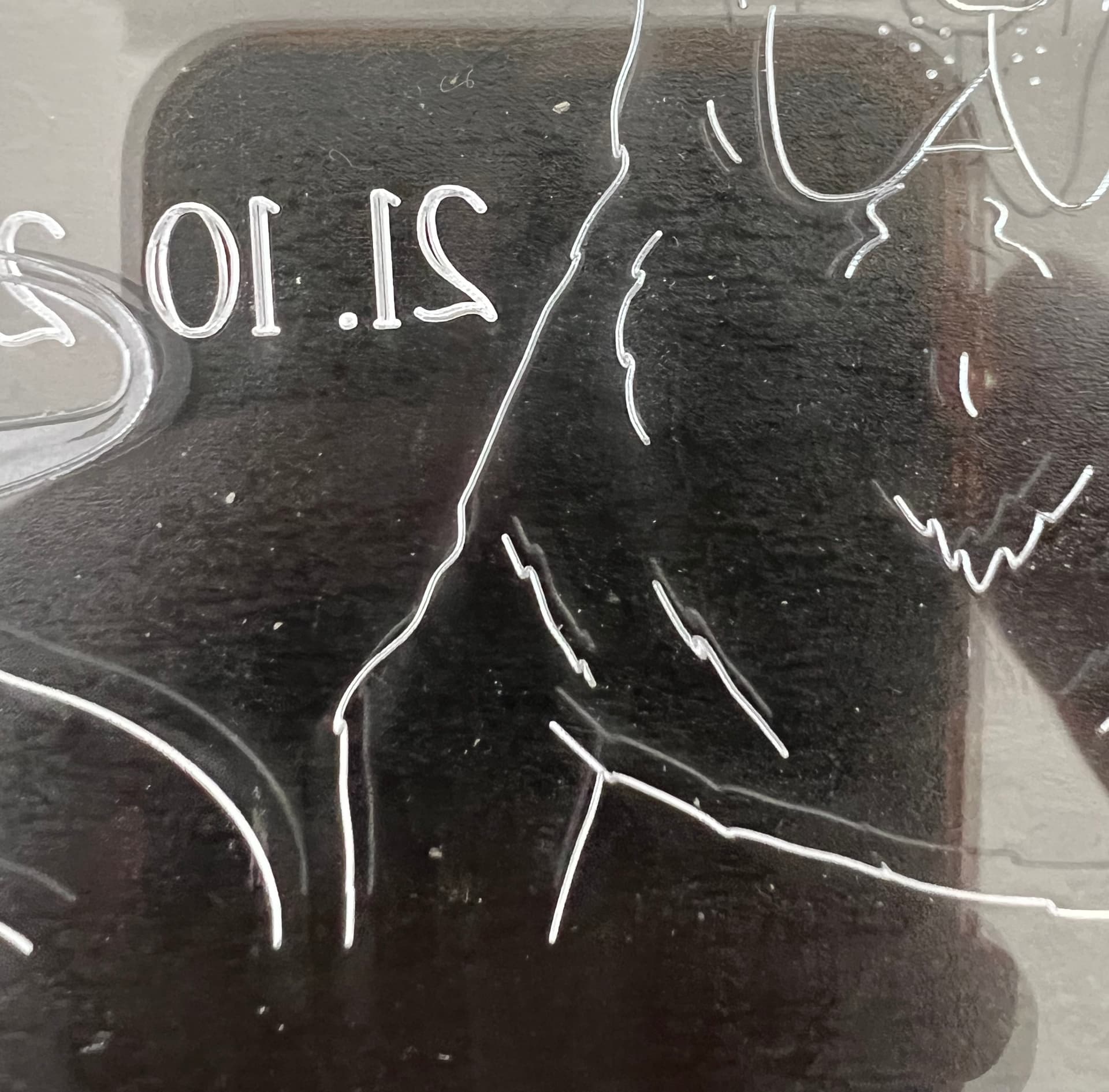
What is going on or what am I looking at with image IMG_8186? Looks like it’s covered with some type of dust… is it wearing somewhere?
With the issues you are having along with the problem of finding the culprit, I’d suggest you determine for sure where and why you have this occurring.
A pile of metal dust/shavings is not an expected operation unless you running a saw or abrasive operation of some type.
Im sure its from manipulating with frame since some scratches are on the right inside of the machine. Also when I was tightening some screws some paint came off from them. However it should be all cleaned now.
I tried to disassemble the machine yesterday to prepare for new pulleys and belts.
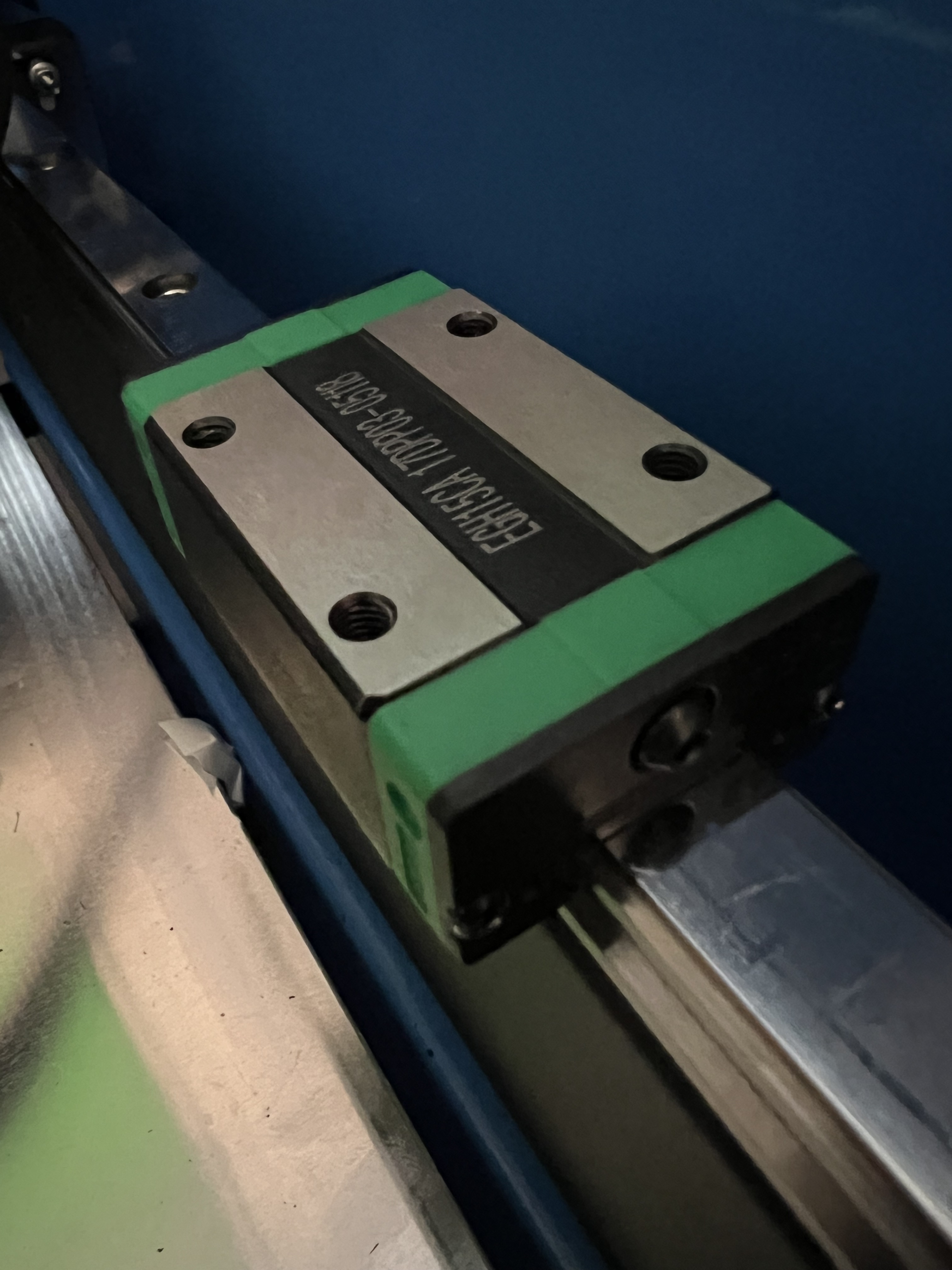
I noticed that movement of one of the linear sliding blocks is shaky (vibrations), like there are some bumps on the rail.
I swapped them and figured out the problem is not in rail but in one of the blocks since it was doing the same think on the other rail.
Could this be the problem?
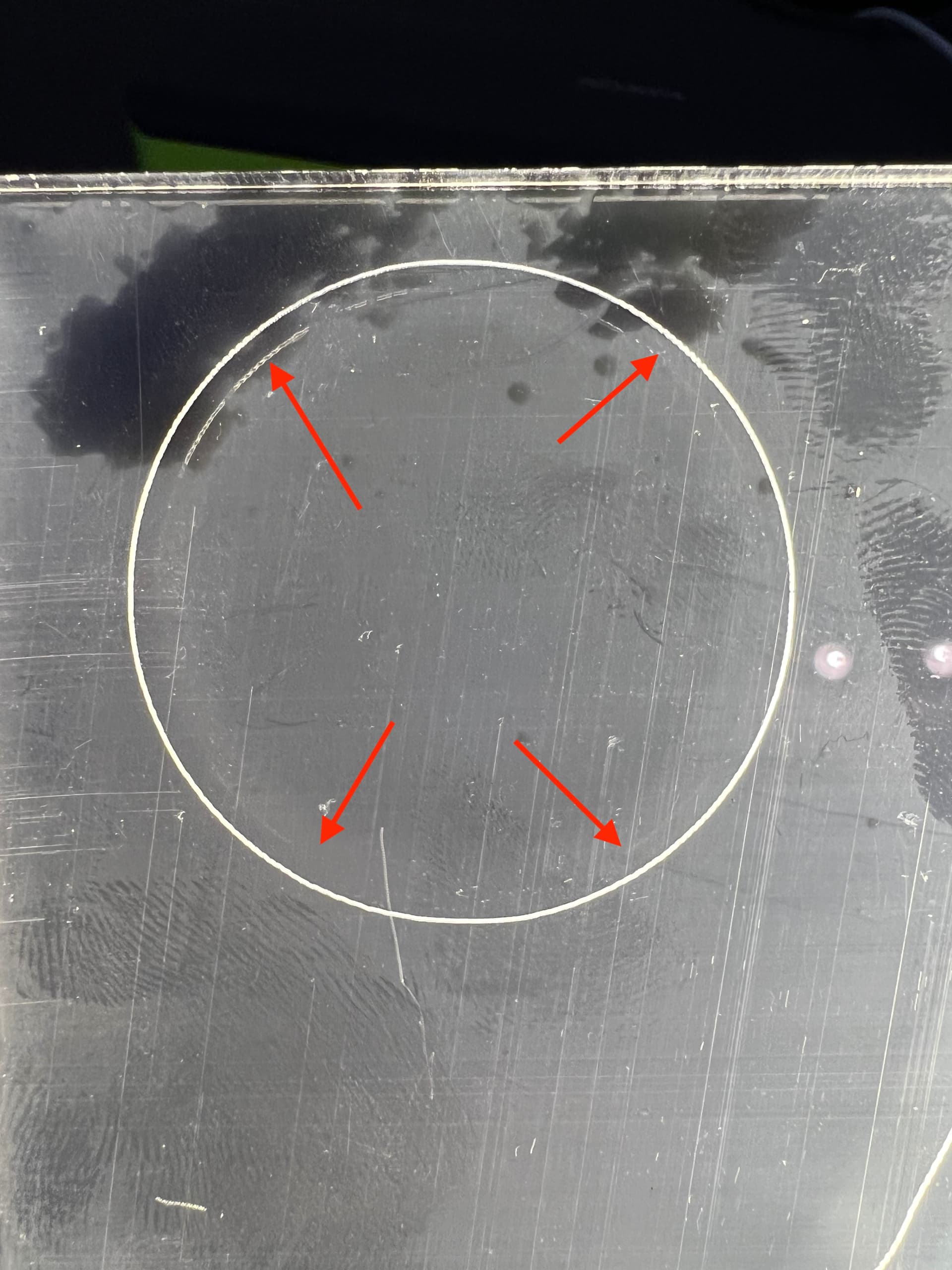
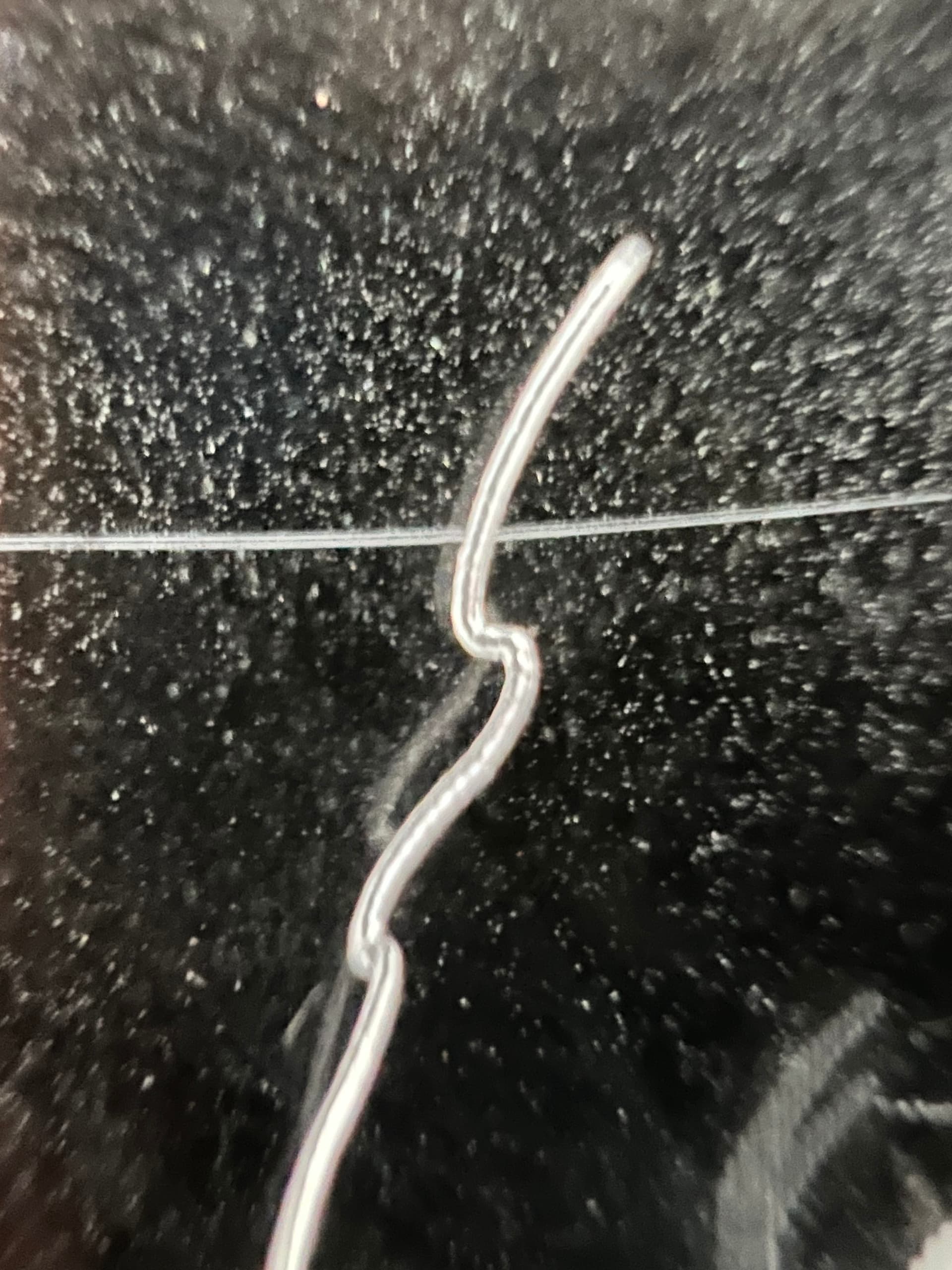
Might solve out why it is dotting on low speeds but when I increase the speed (25mm/s and more) the dots disappear. Only problem on high speeds are wavy lines.
Still dont know why the problem would be so periodical like on this picture.
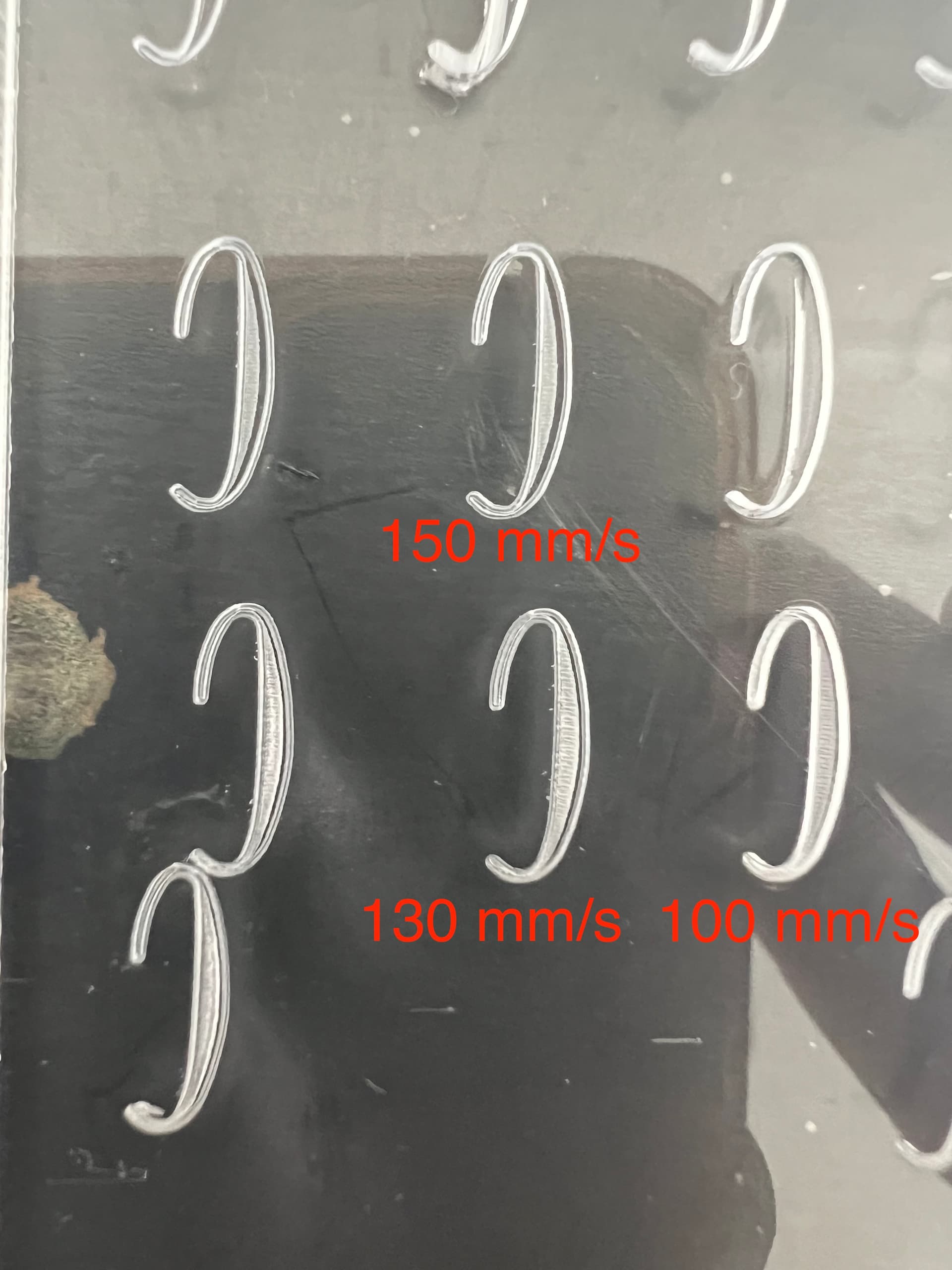
Just wanted to share that I managed to solve the problem.
After I swapped old belts and pulleys on y axis with the new ones (10mm width instead of 15mm, pulley has 2 mm tooth pitch) the results are rapidly better.
I think that if I would swap linear blocks for the new ones the result would be even better (right side block is going smooth but left side block seems bumpy) but no need since the results now are acceptable for work I need to do.