Hello,
I have problem with Chinese (Sihao/Vevor) 50W co2 blue/white laser with rdc6445g controller.
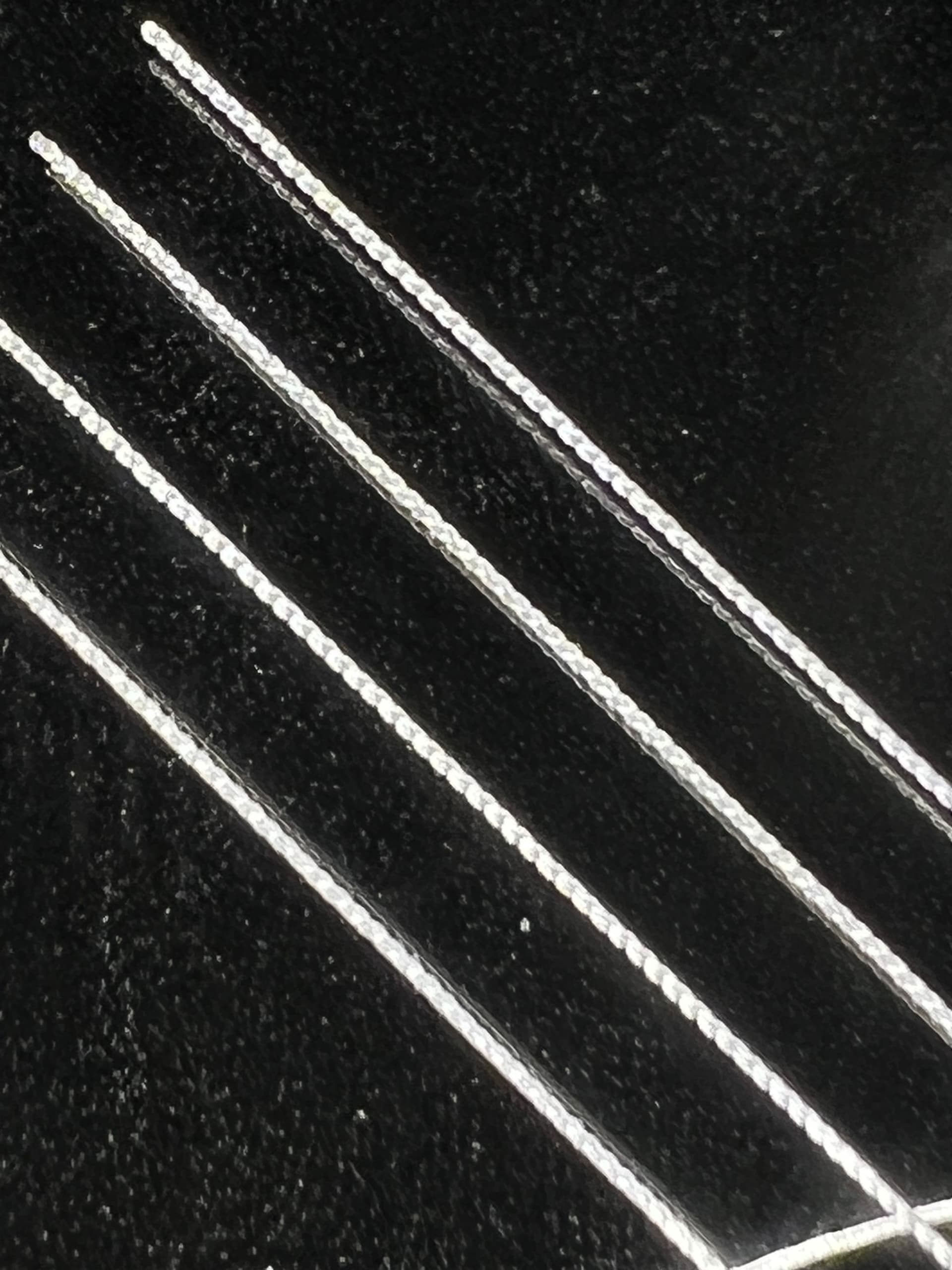
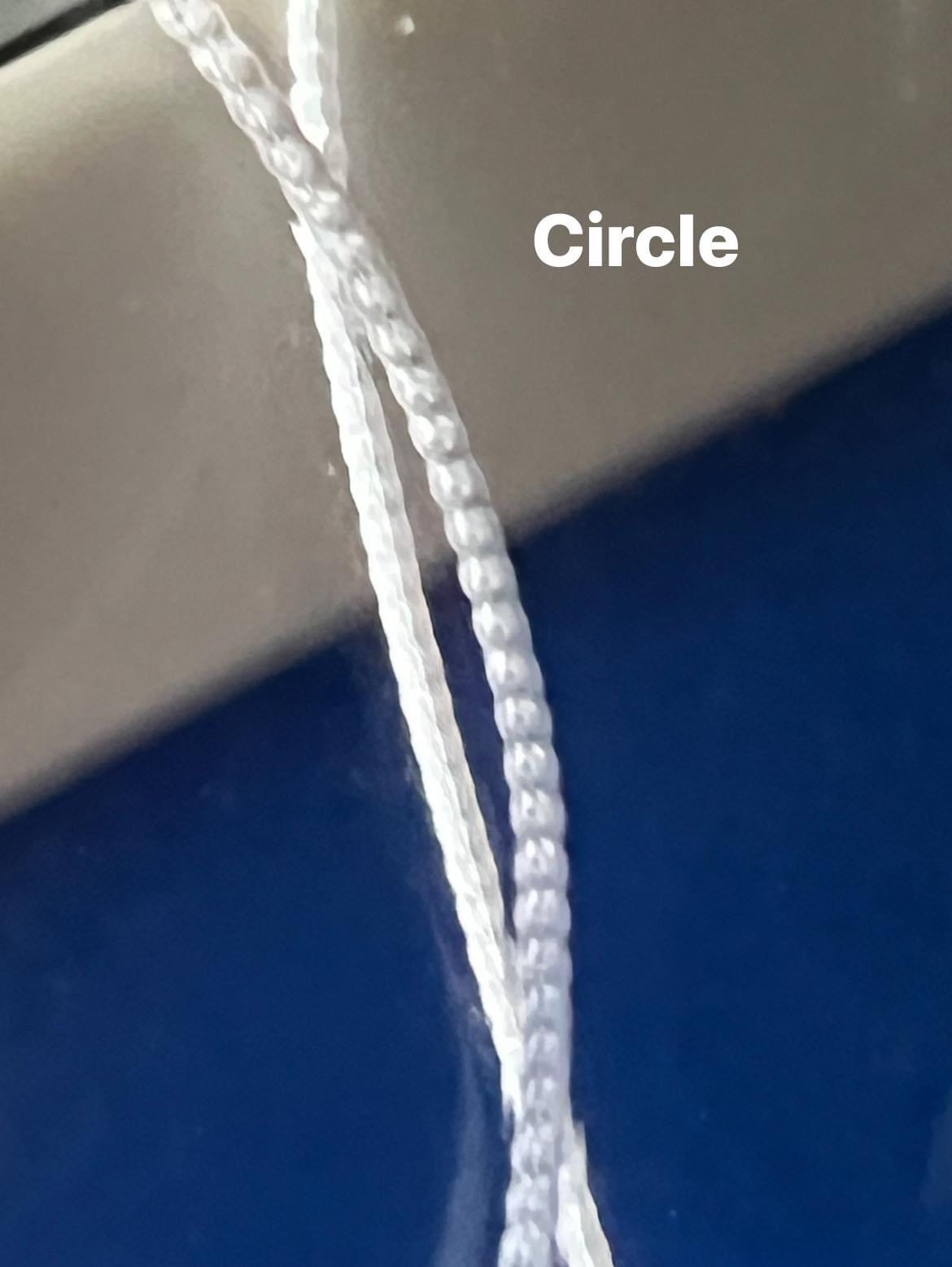
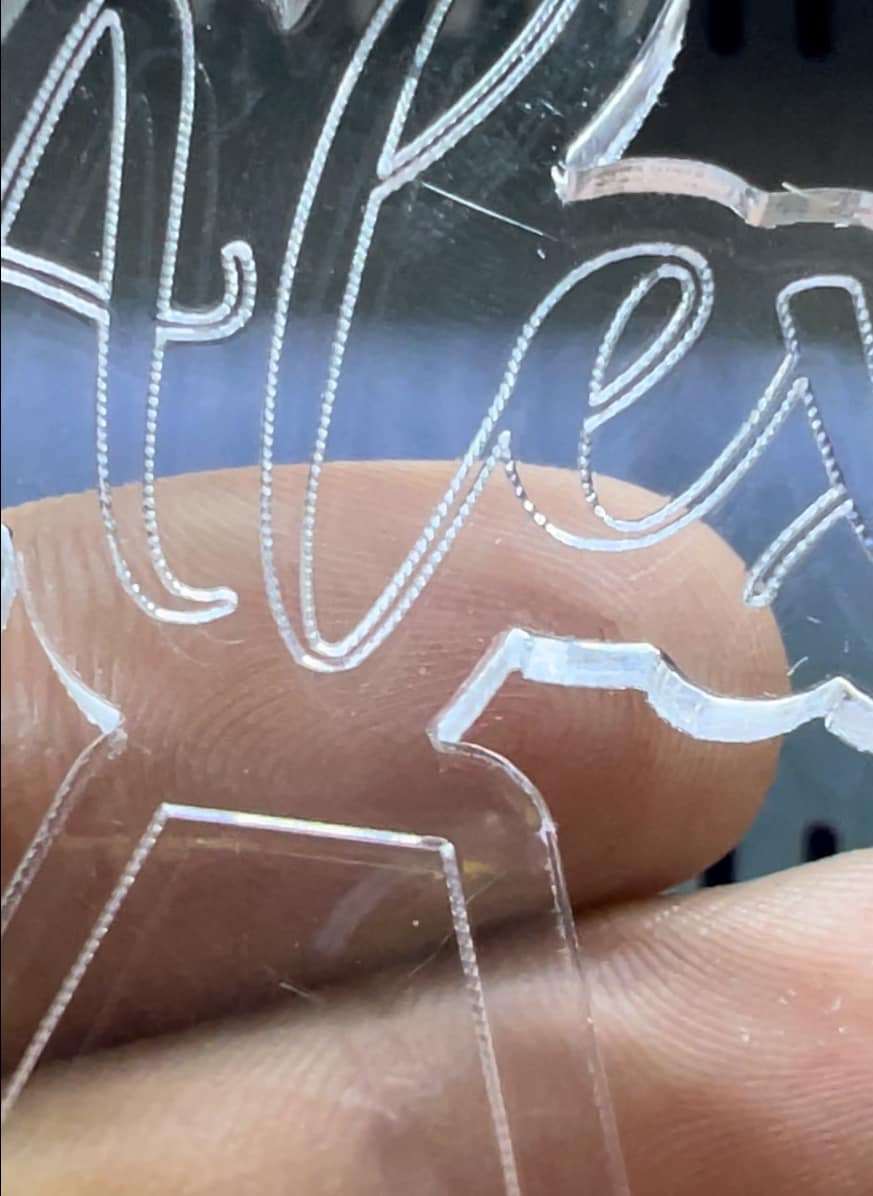
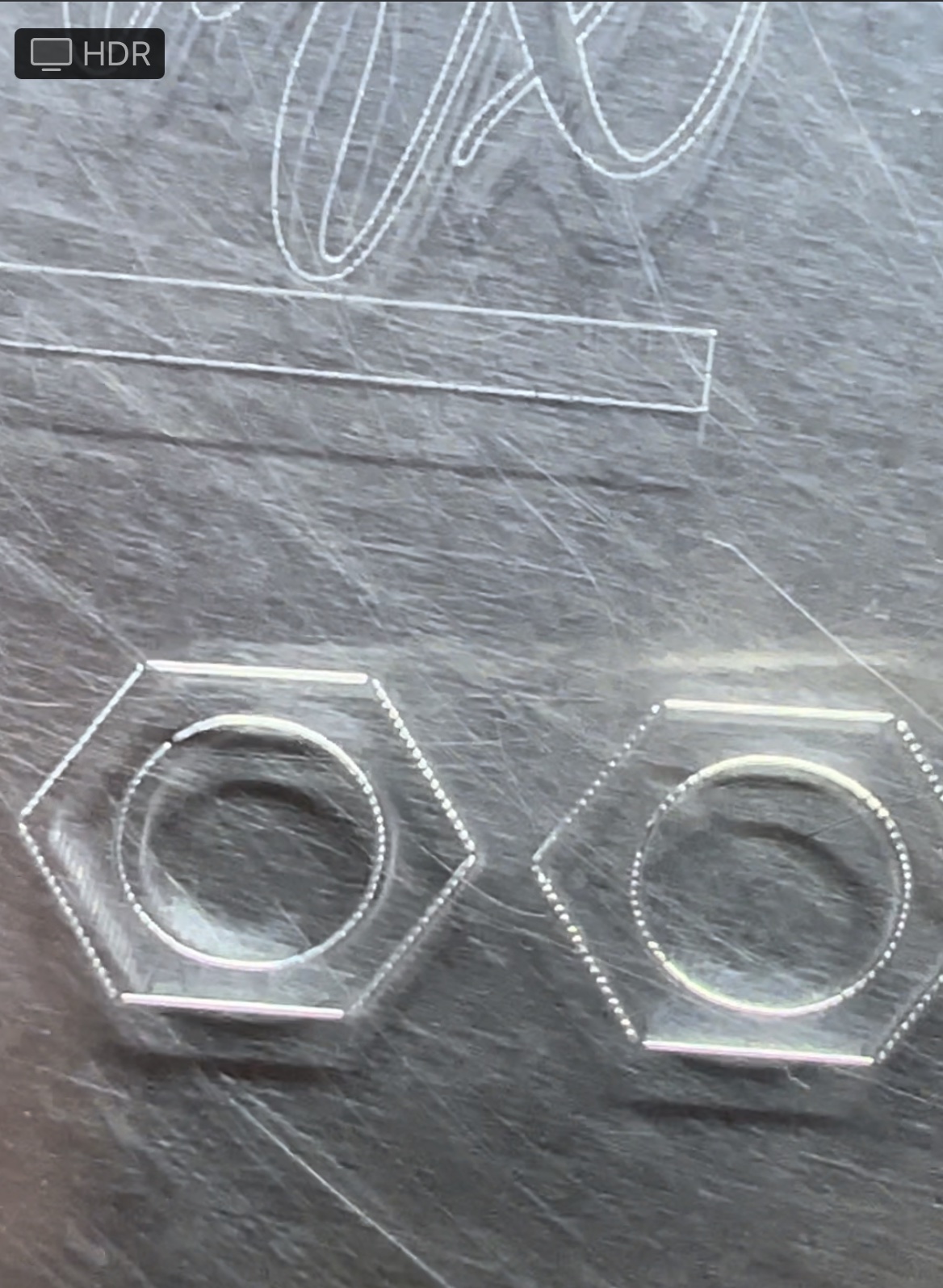
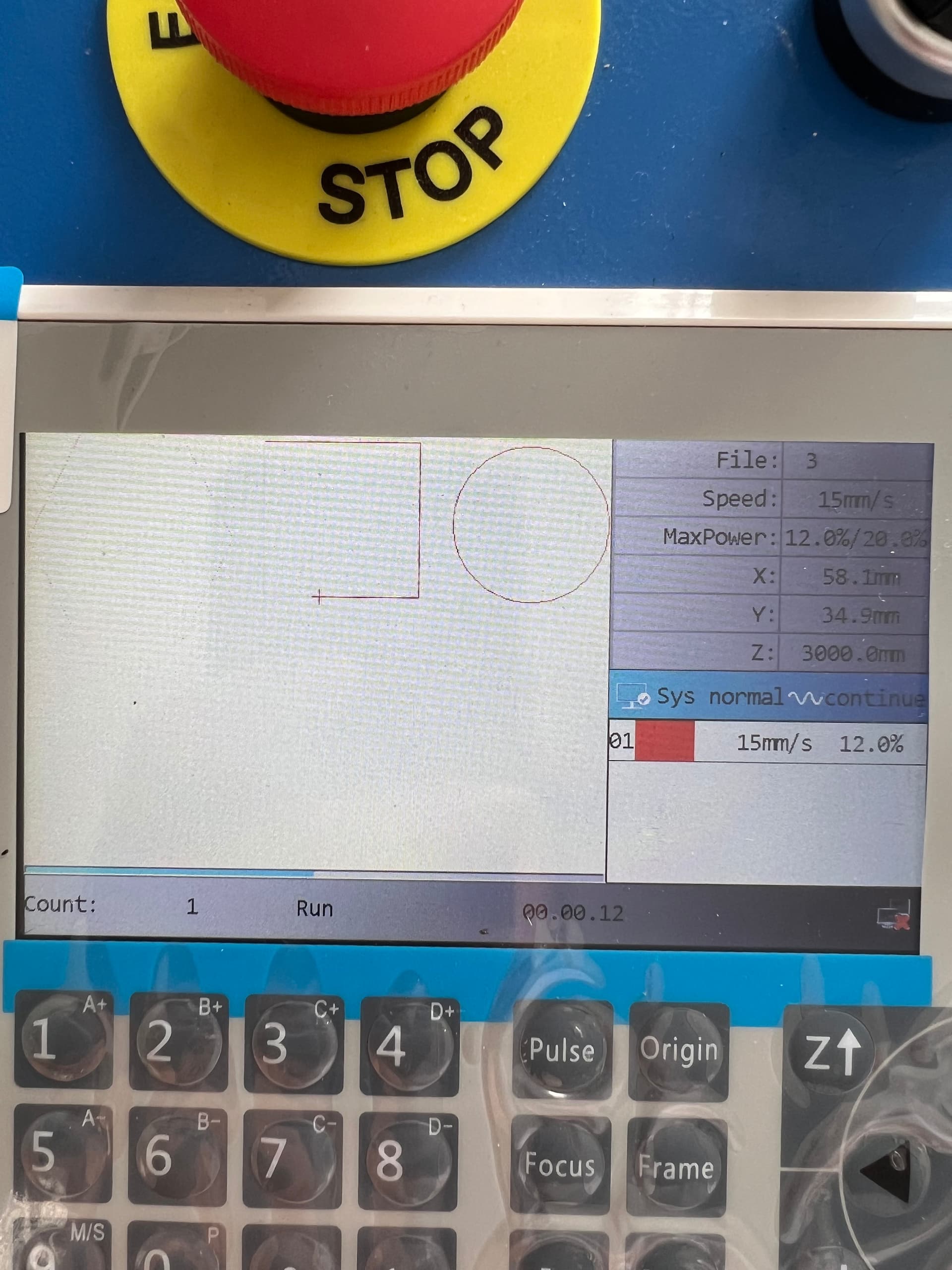
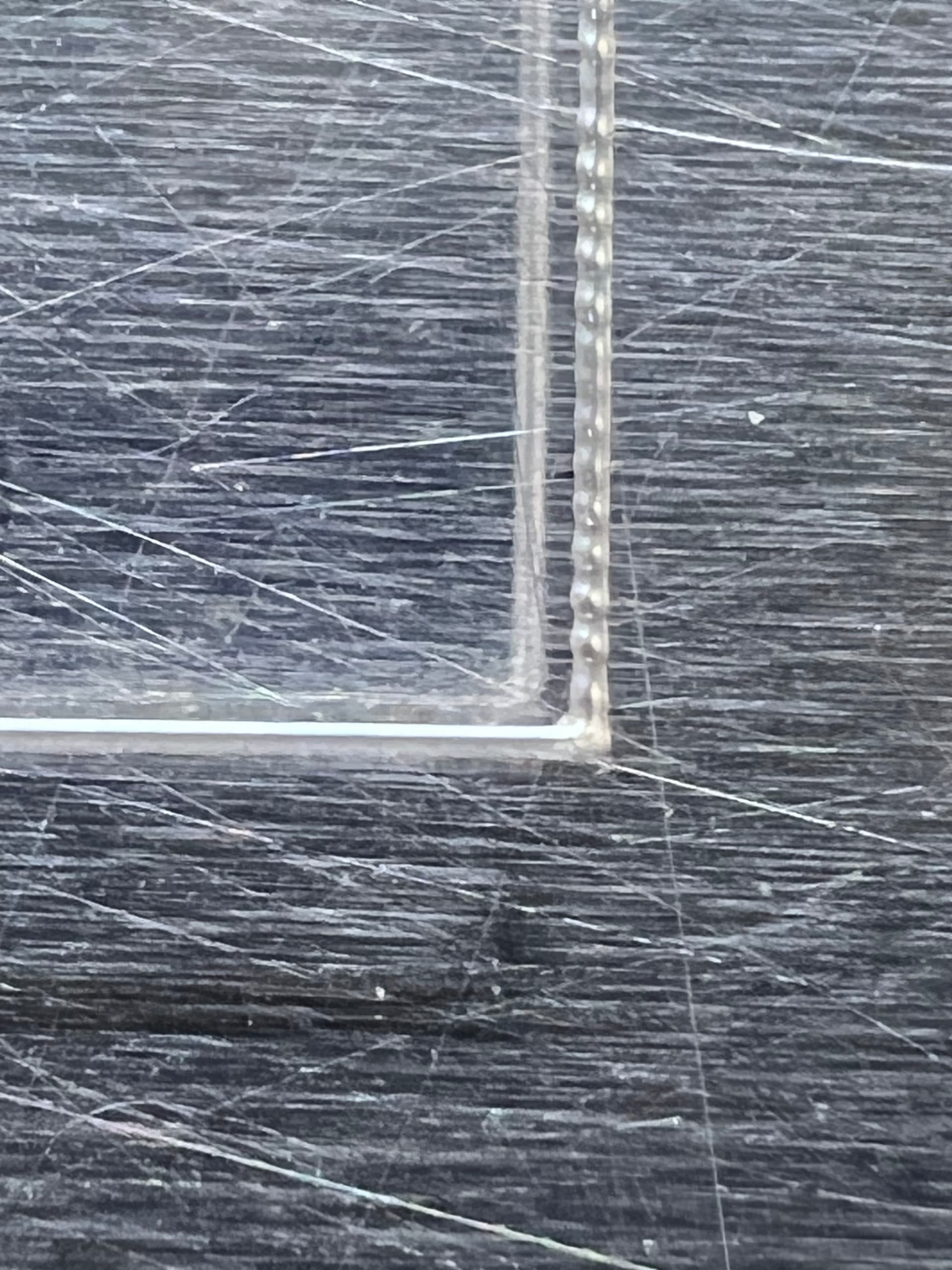
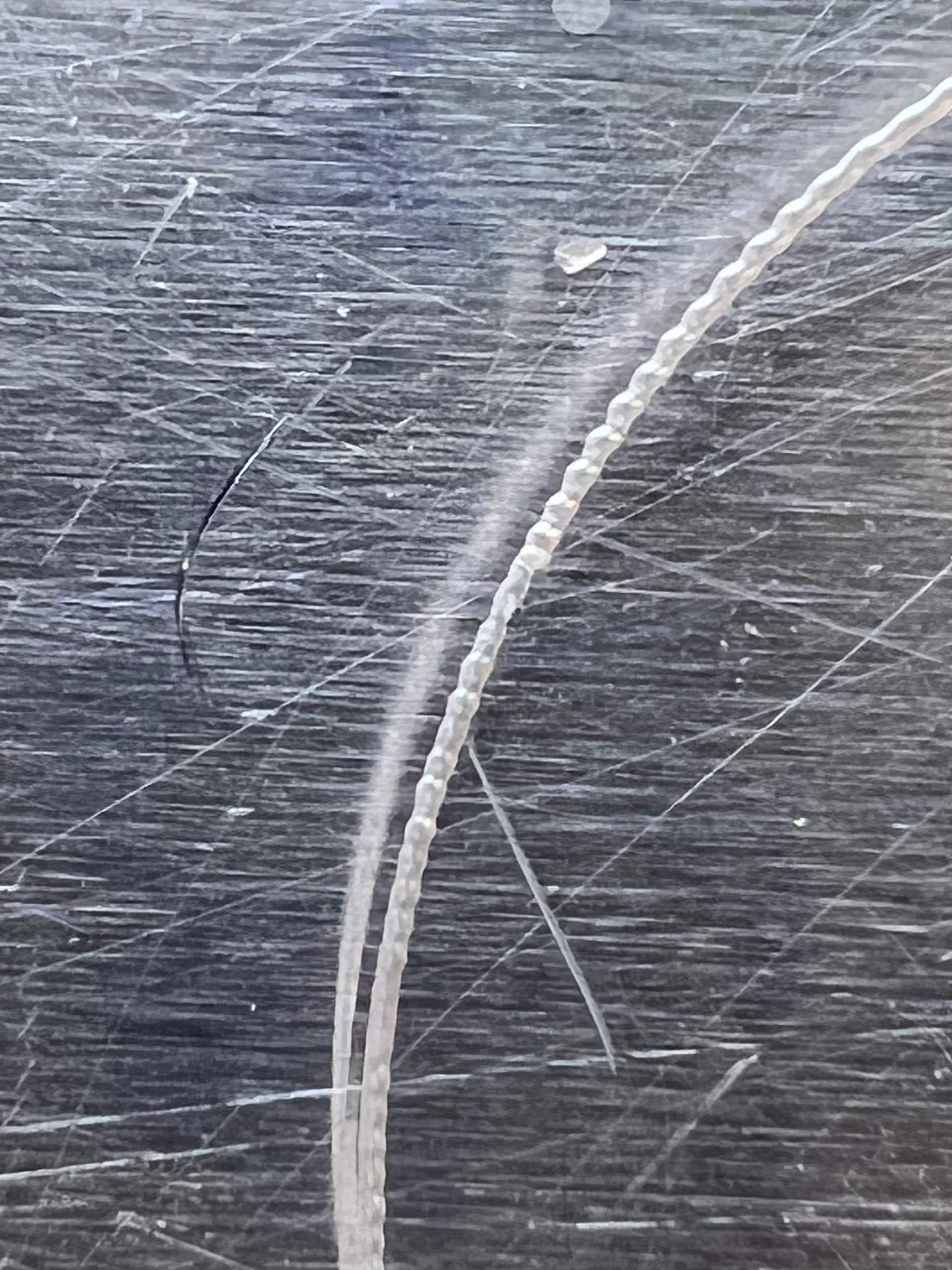
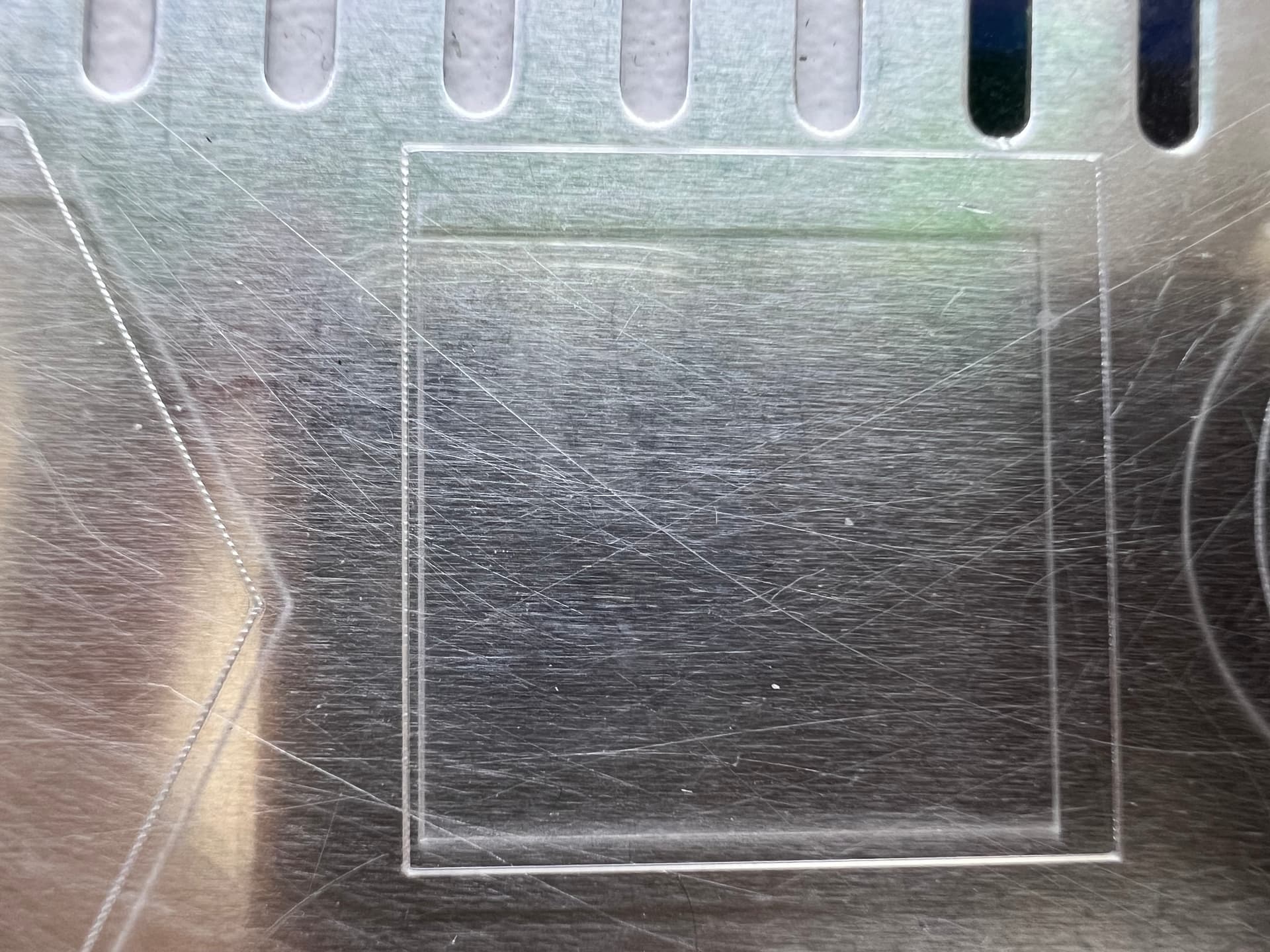
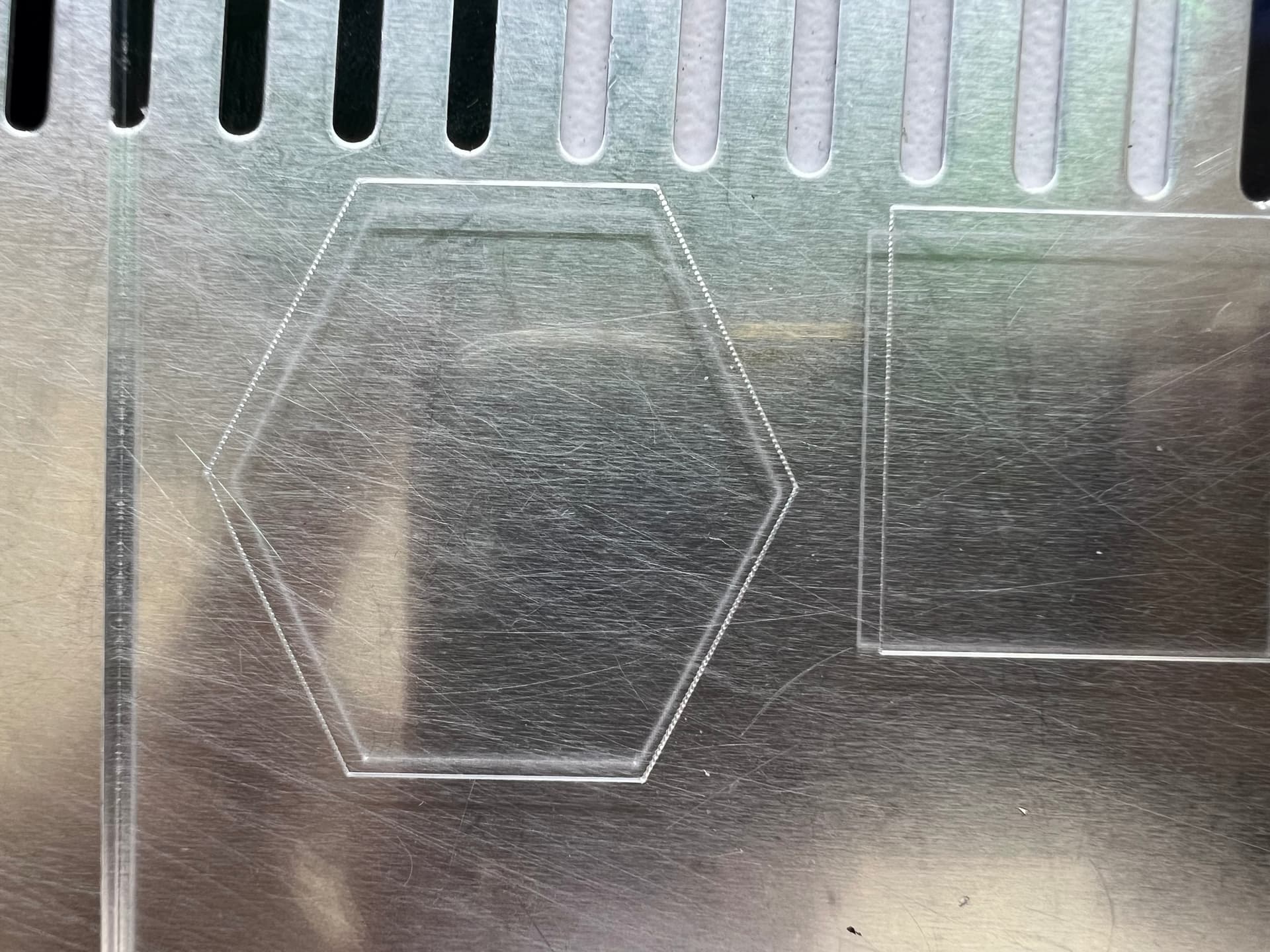
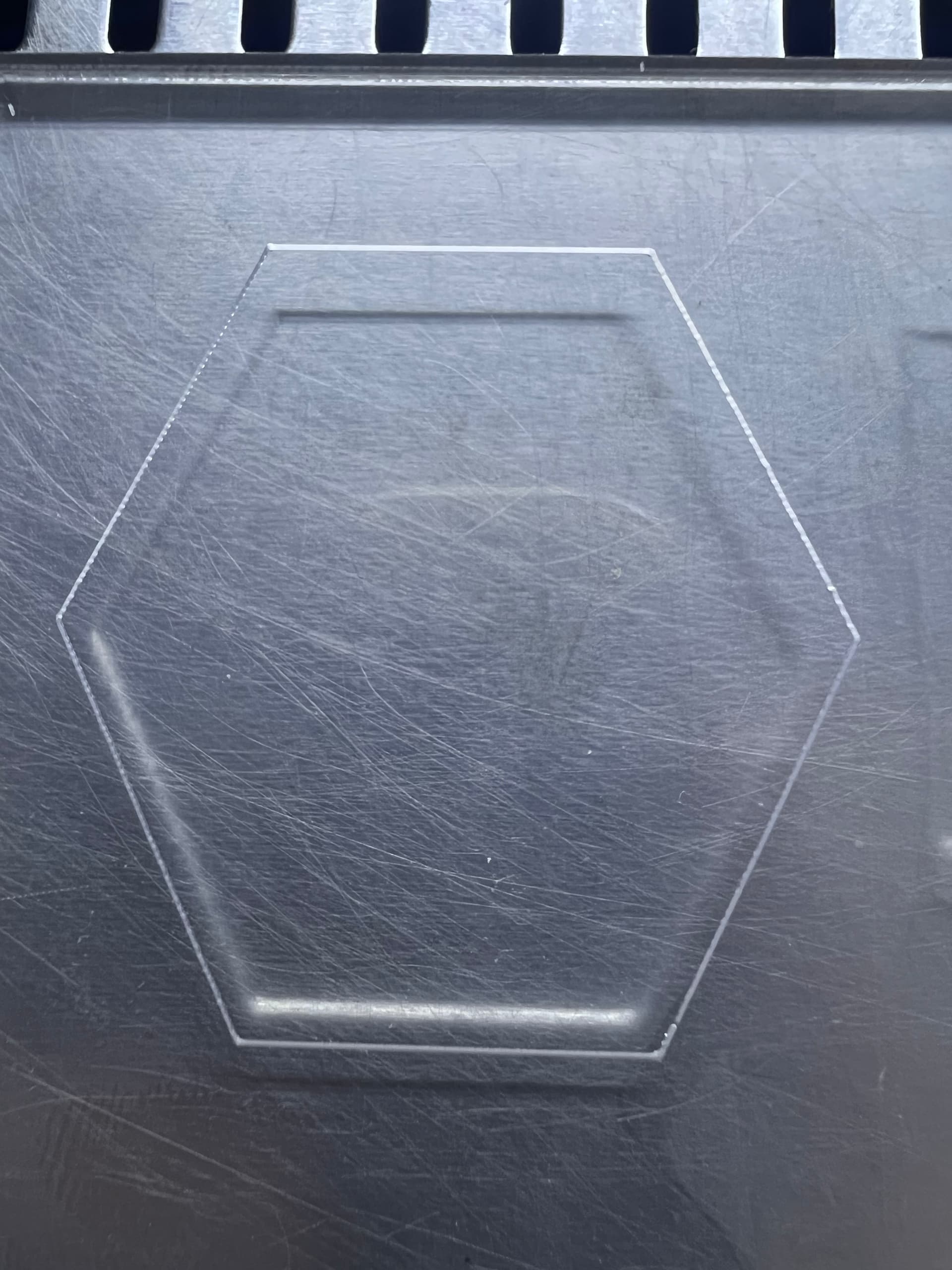
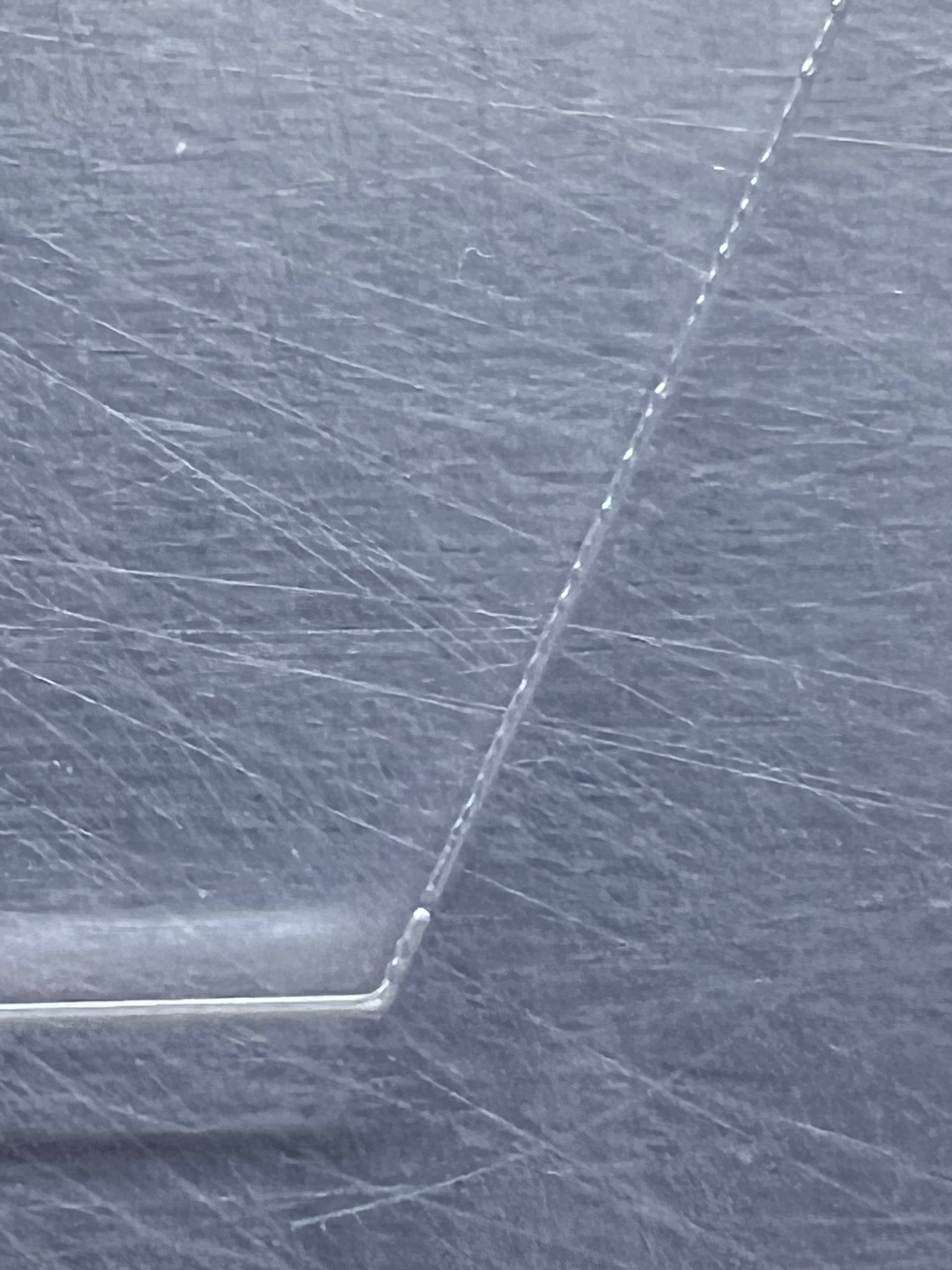
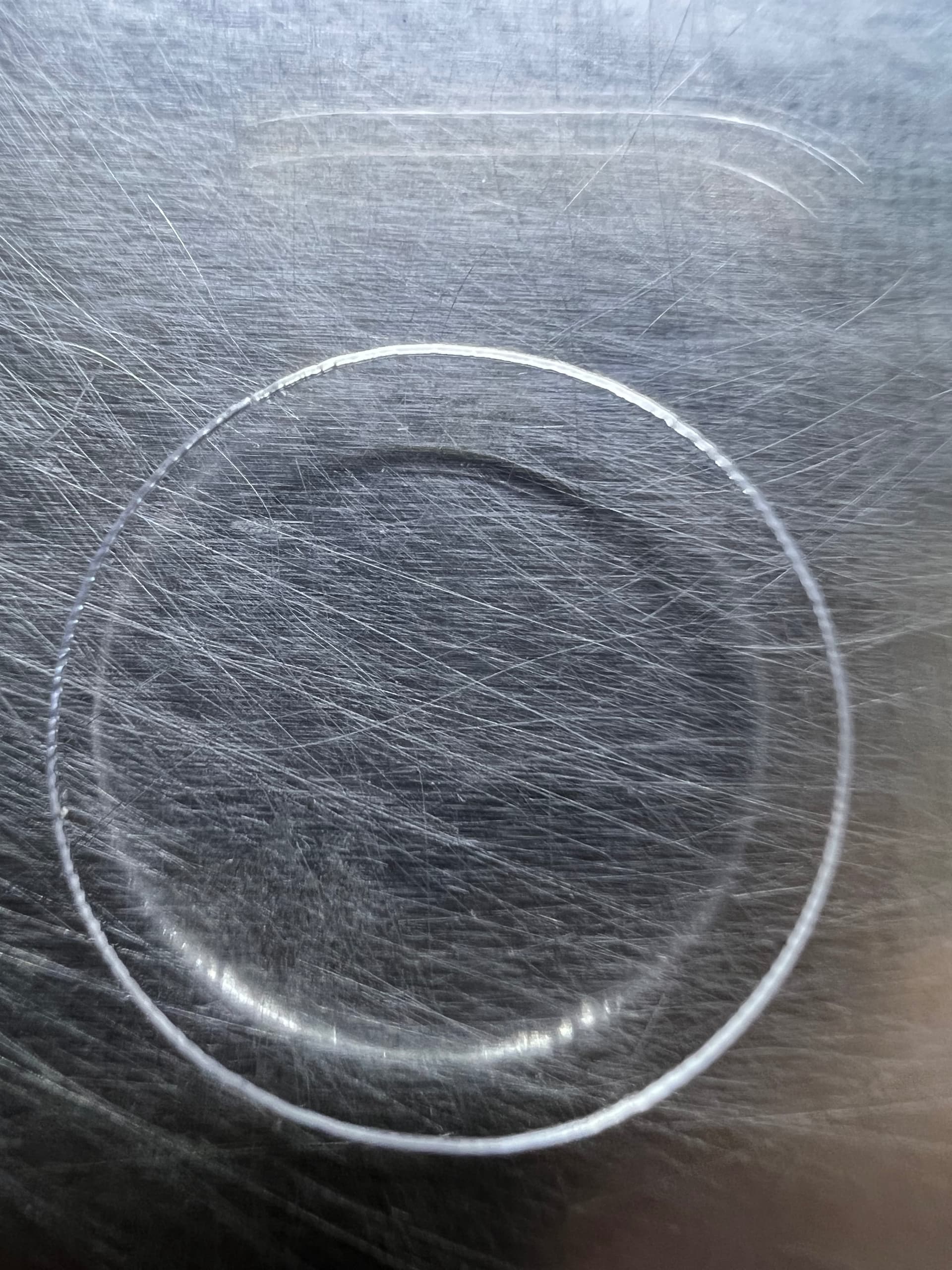
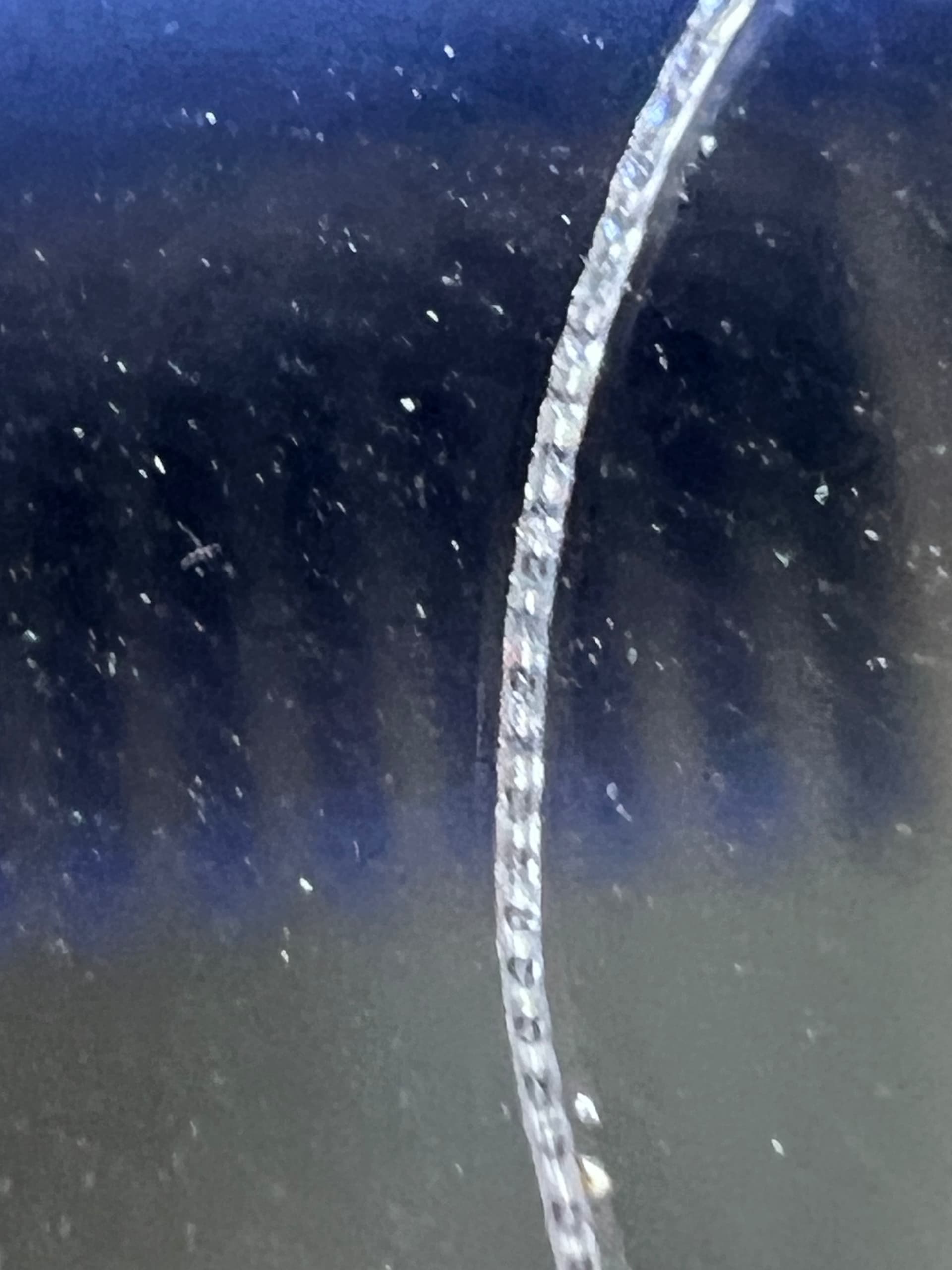
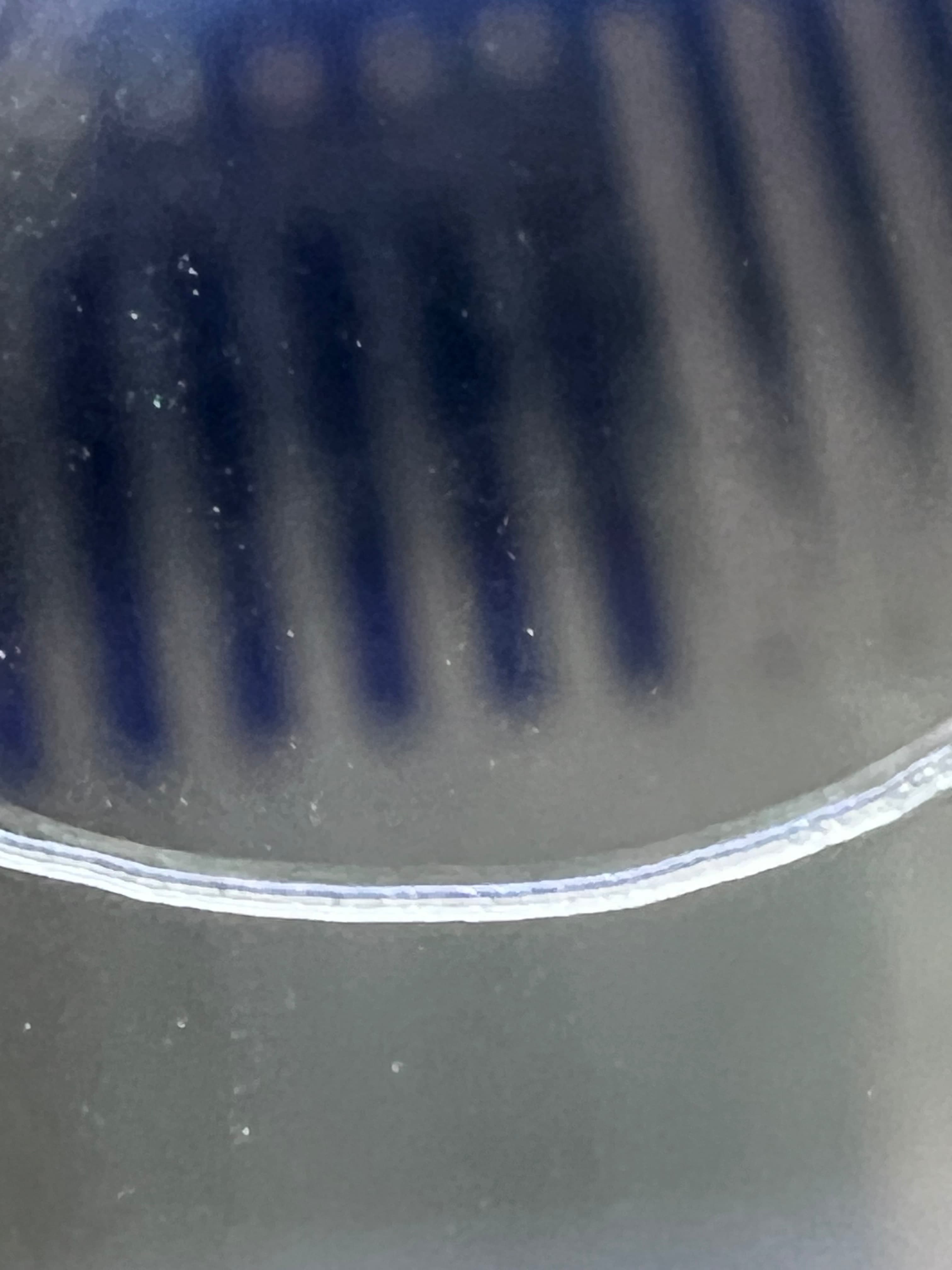
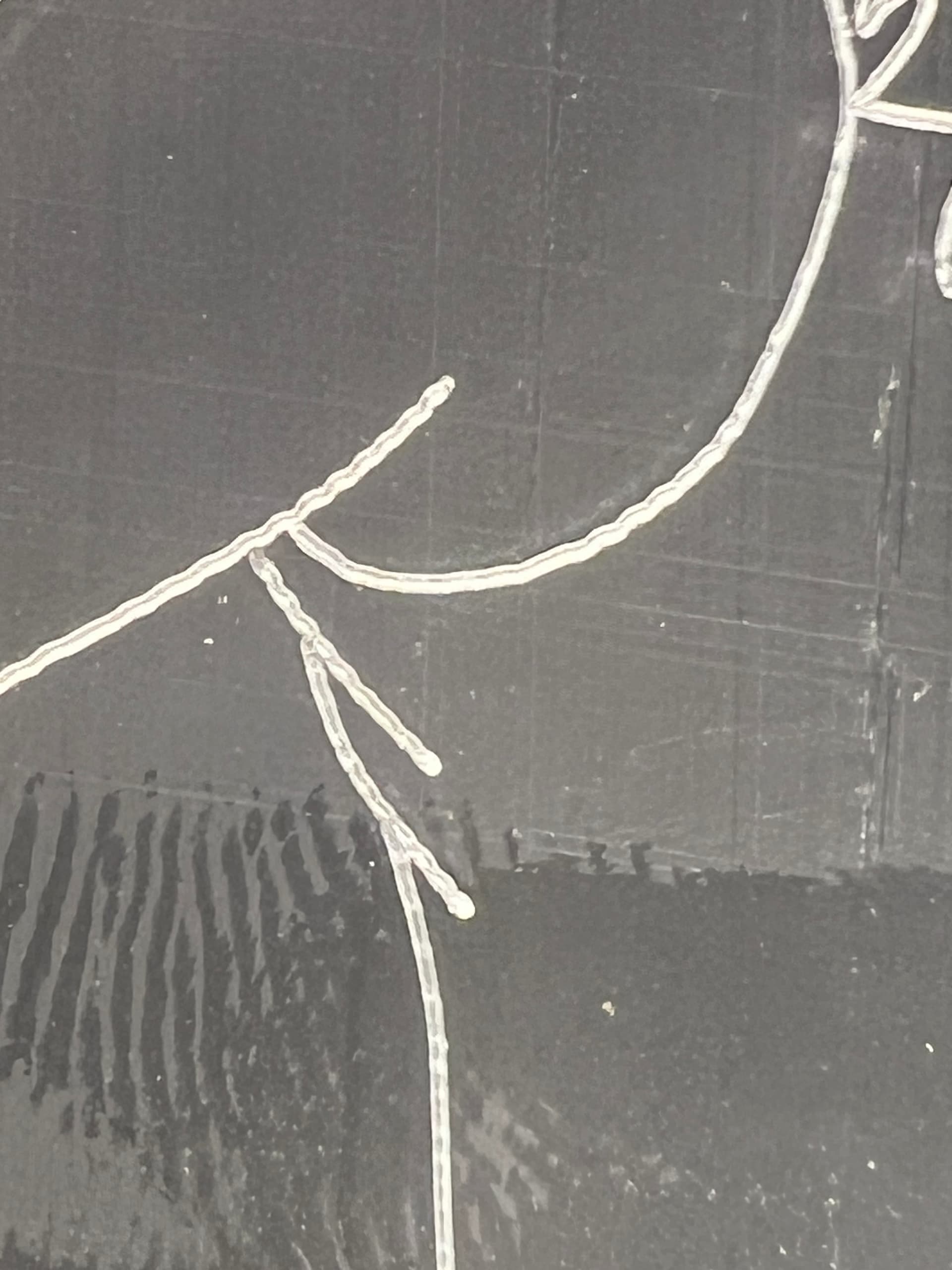
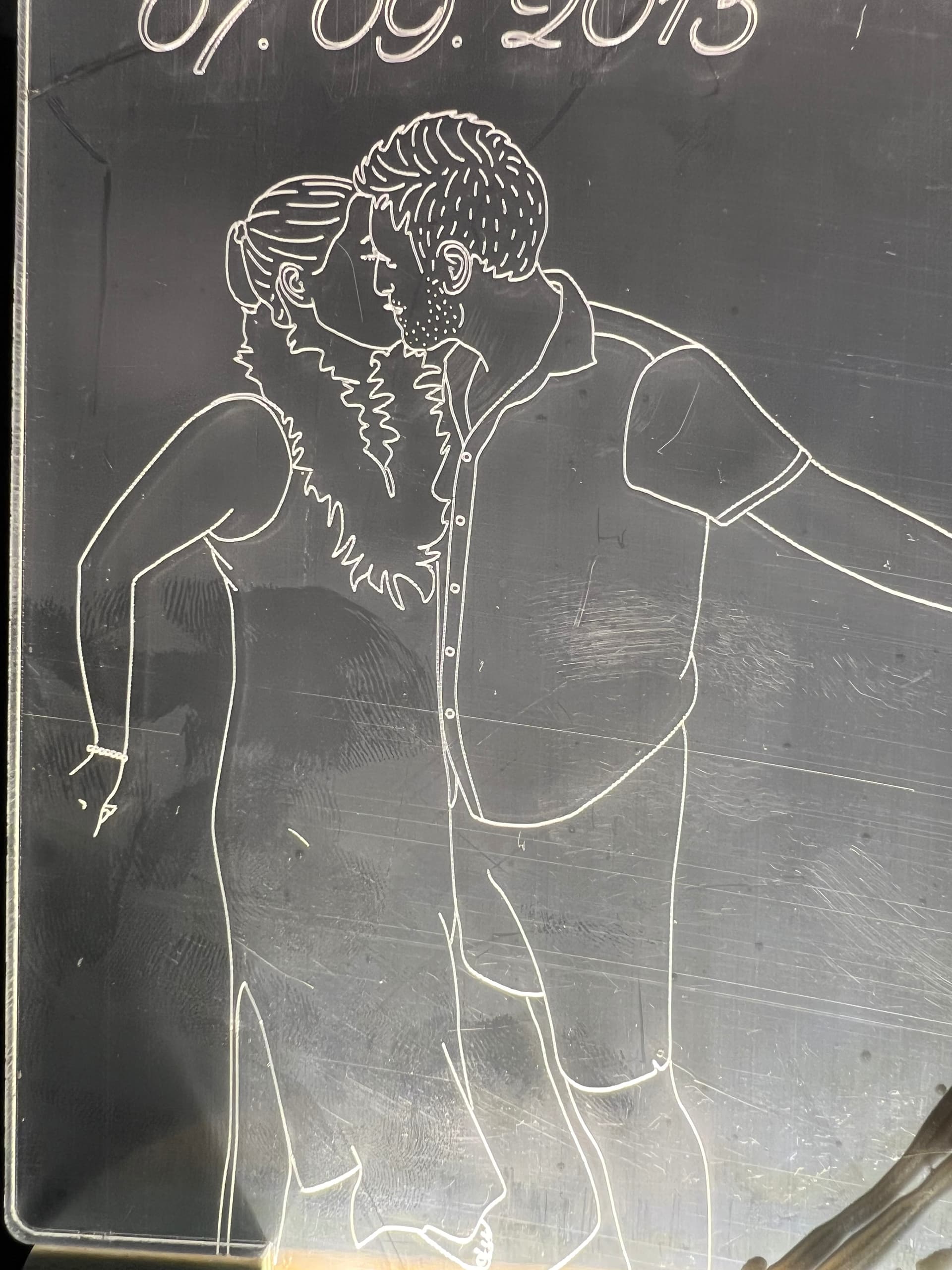
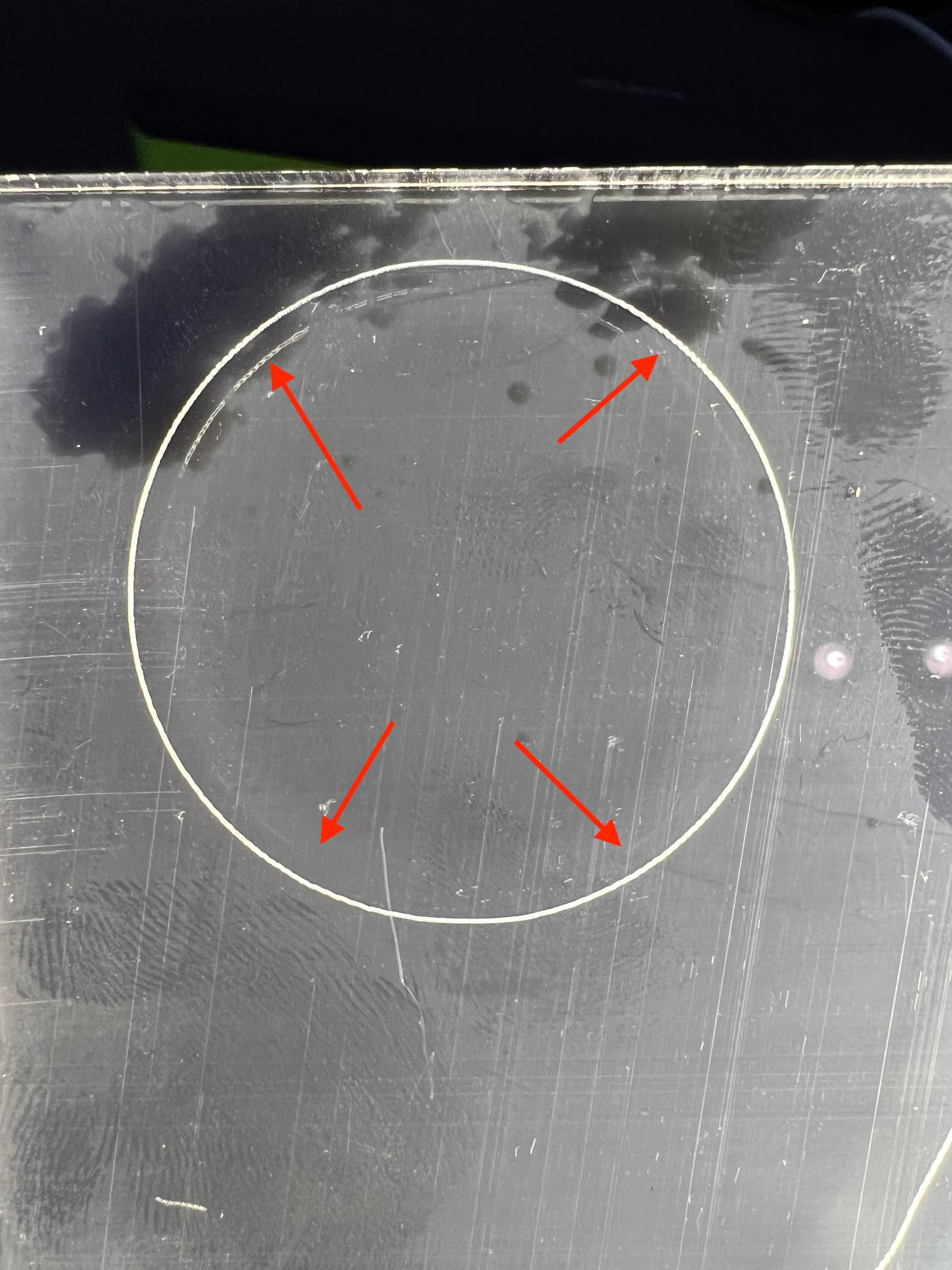
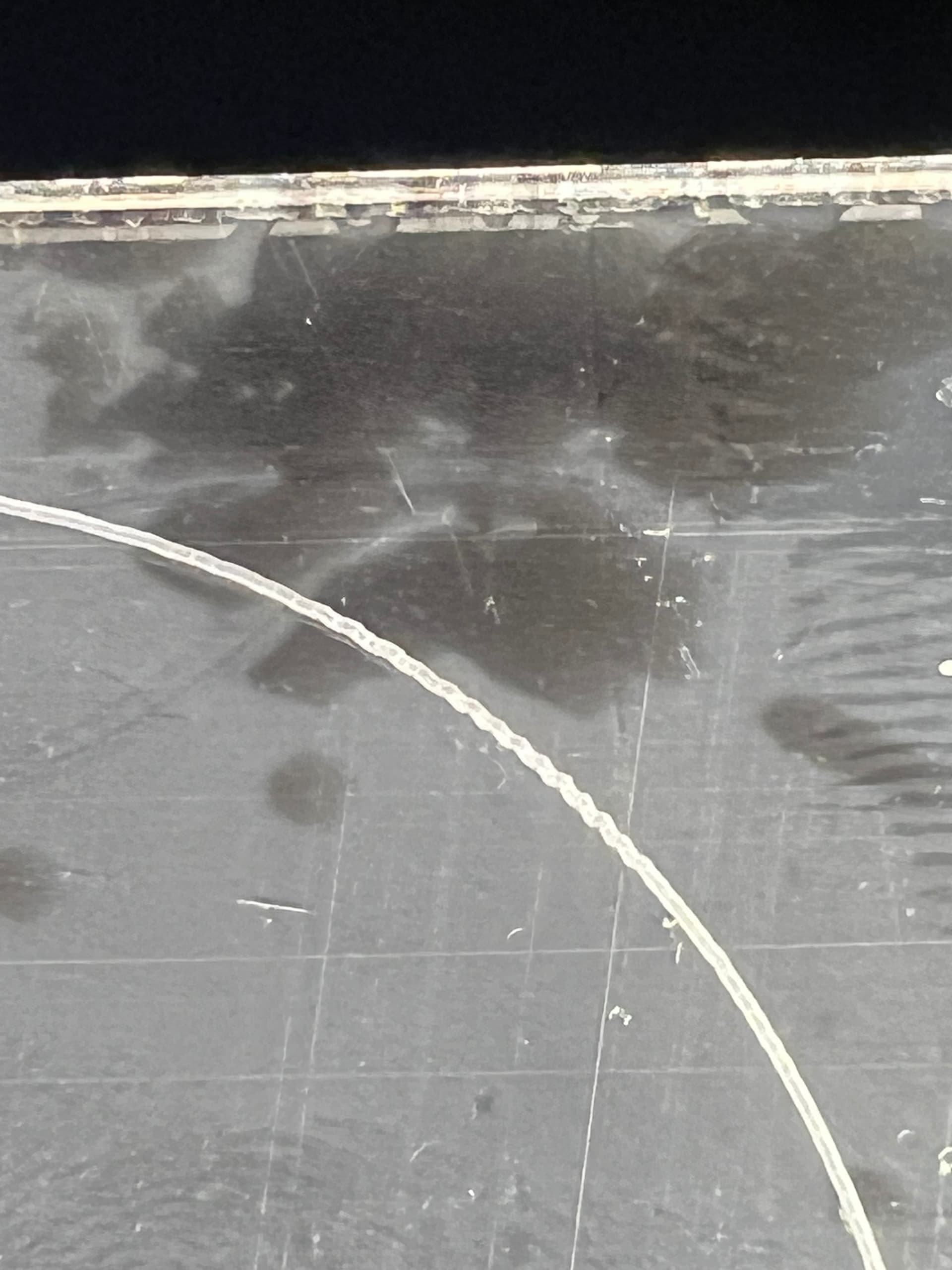
The problem is since the machine came, when I try to engrave something, the lines are “dotted”.
But the dotted lines are only when y axis is in movement. When I try to do straight horizontal line, the line is smooth as it should be.
Here are things I already tried:
Software:
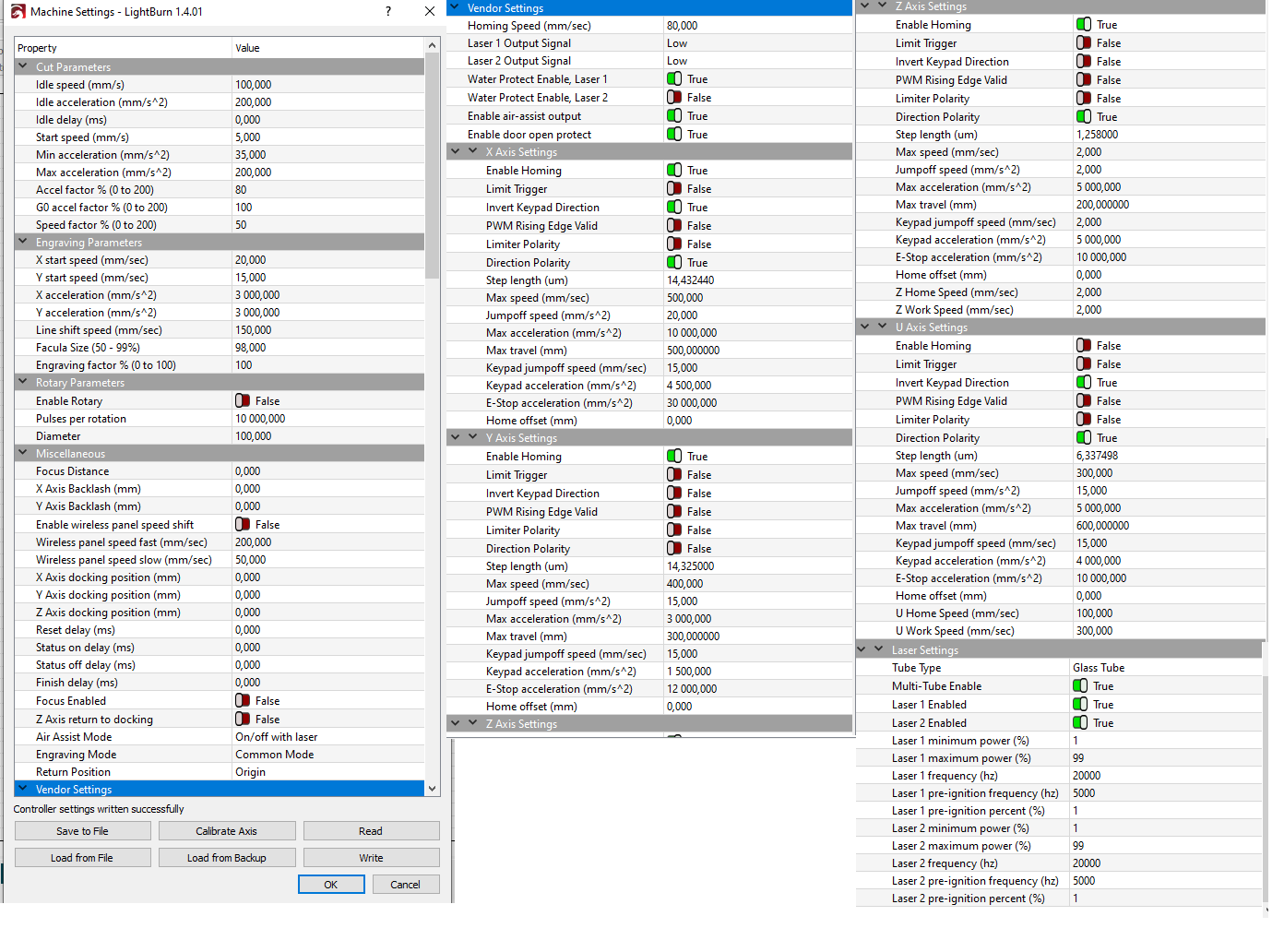
Perforation mode is off
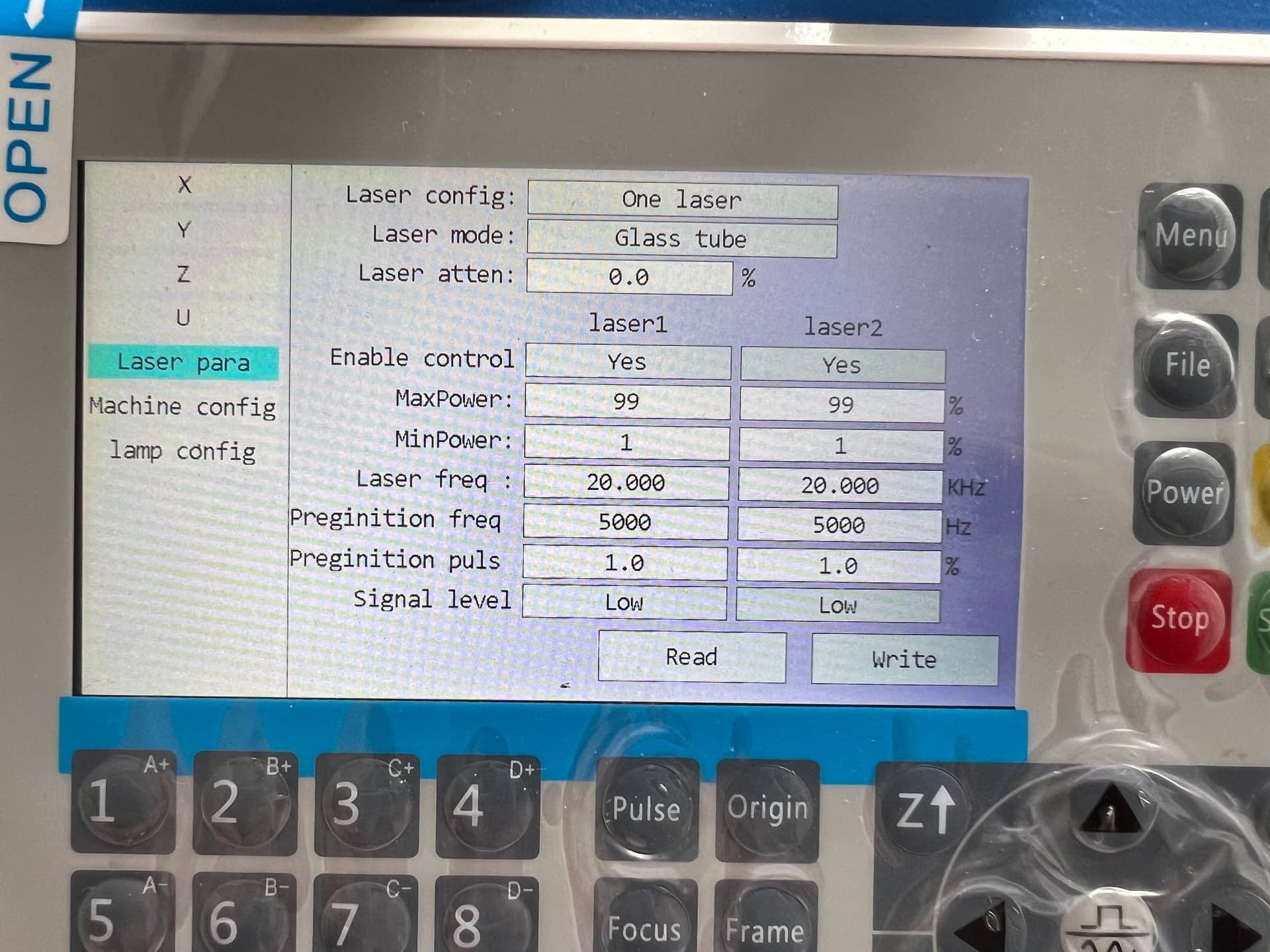
I tried multiple settings provided by other users with same laser like frequency on laser (currently 20khz etc, nothing helped)
Hardware:
I tried to check mirror alignment again
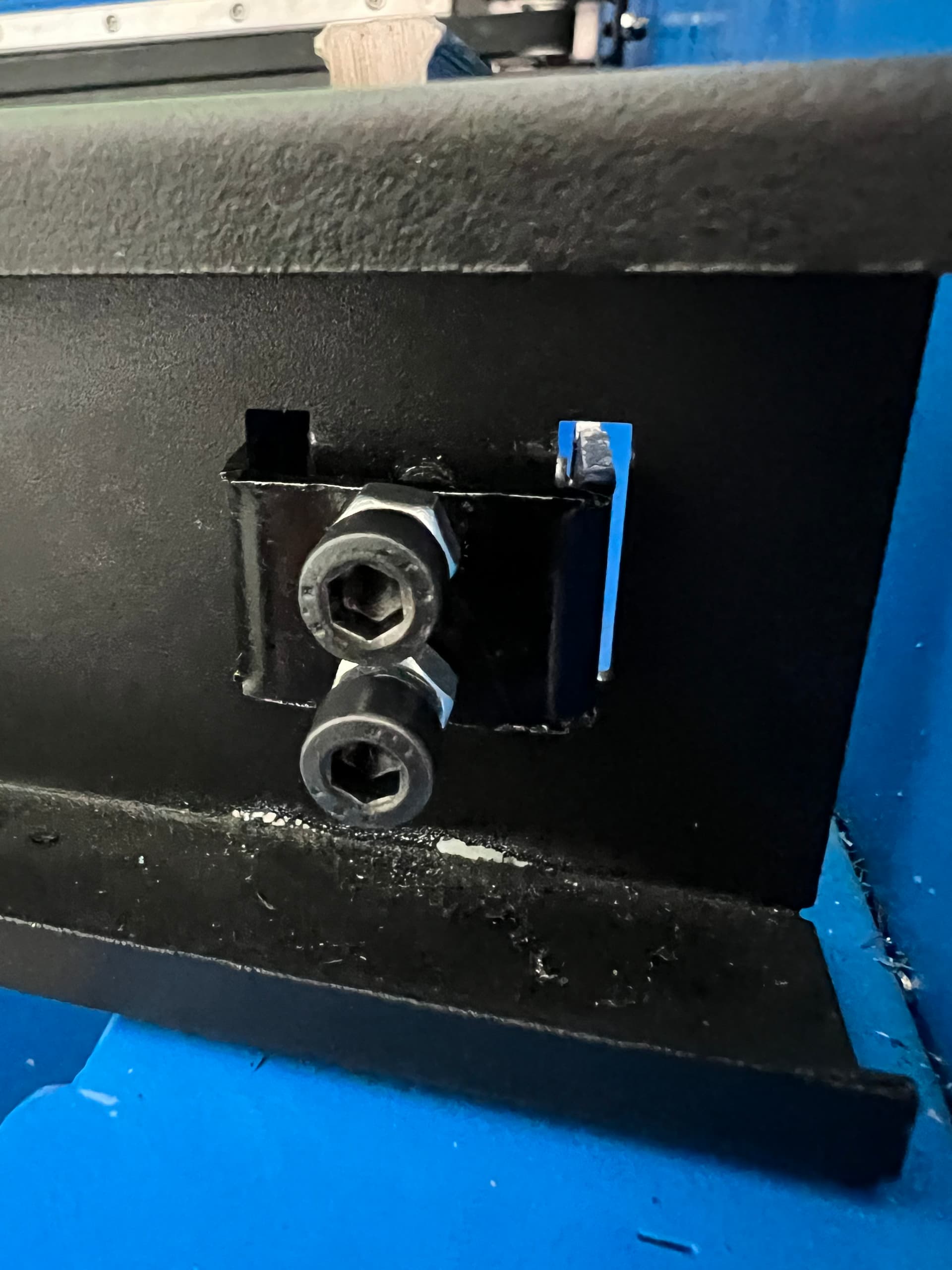
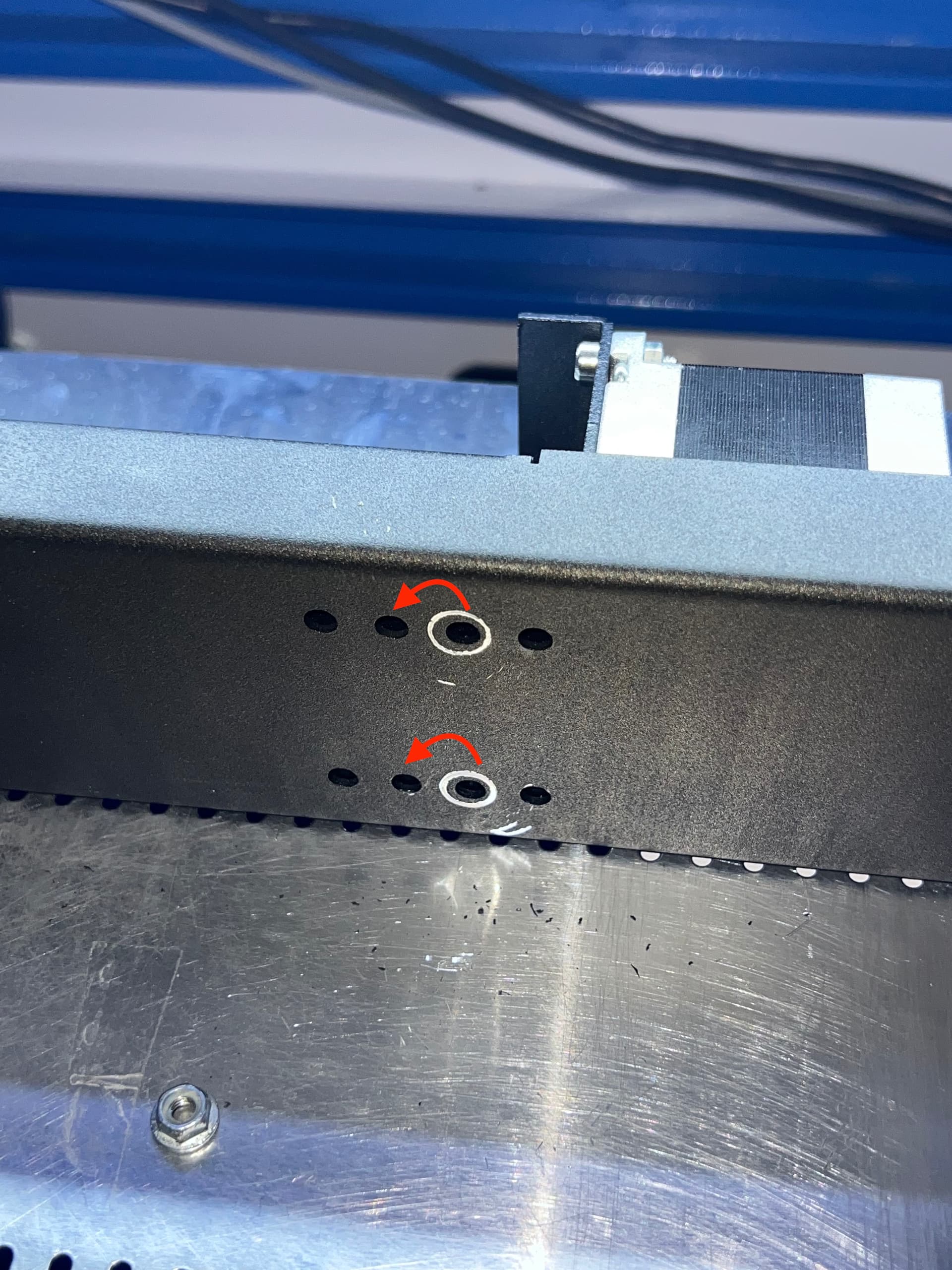
I tried to loose/tight belts again
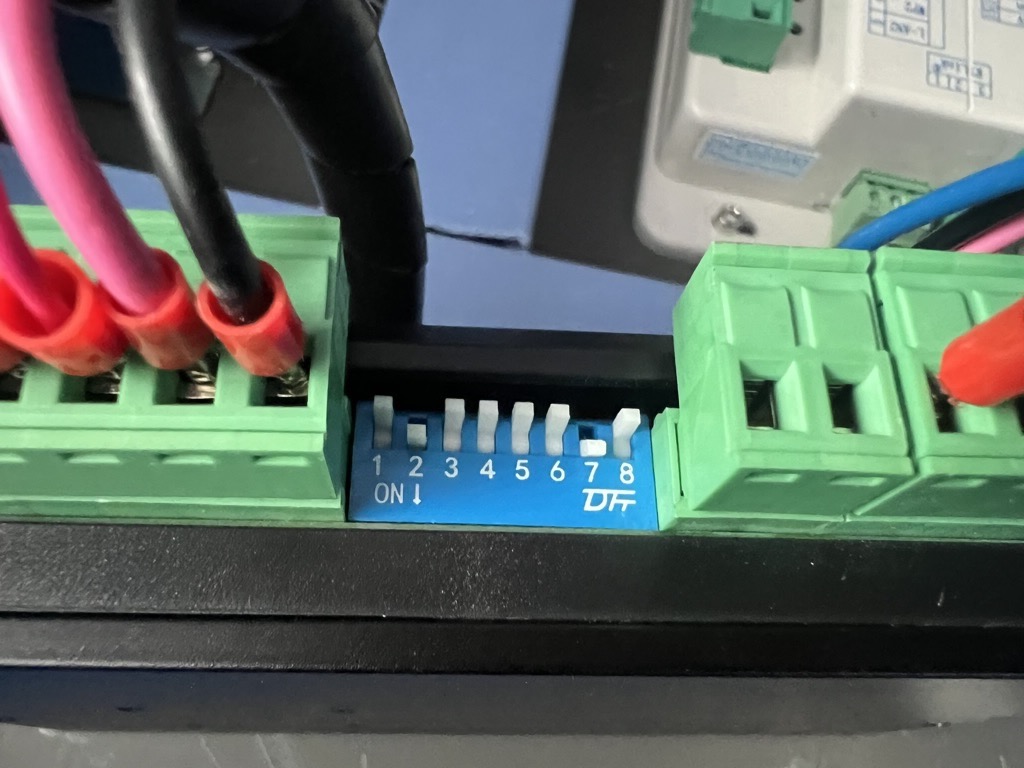
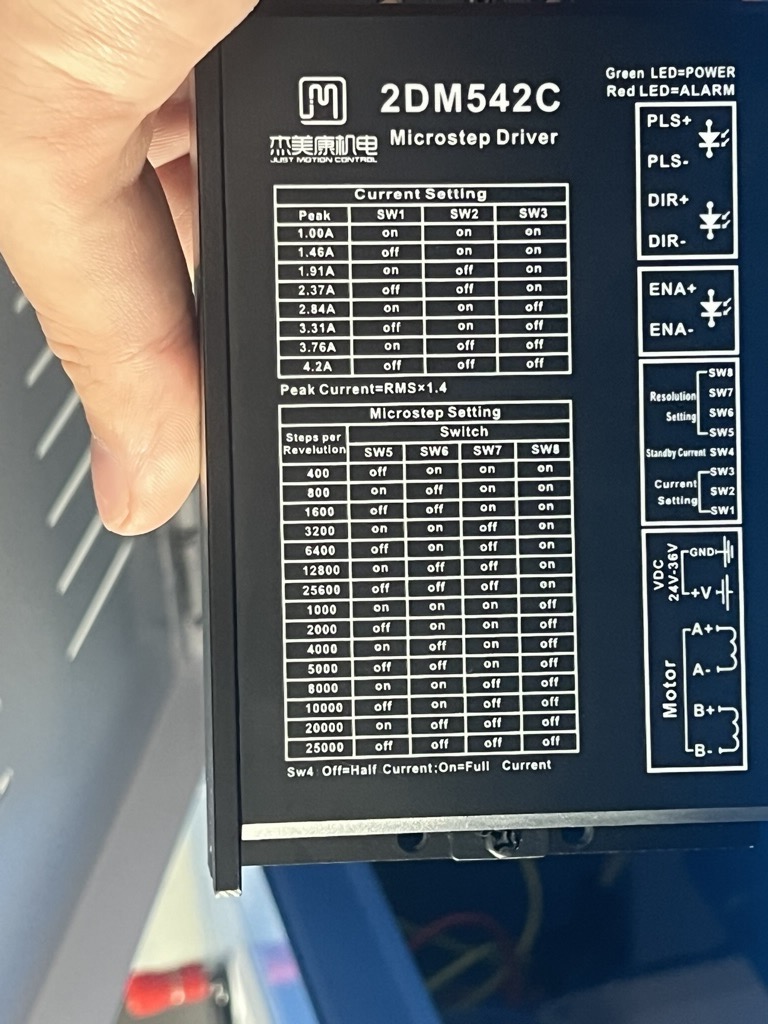
I swapped x and y drivers and it is still the same
I tried another lens but didn’t help either
The speed I was using for engraving was 5mm/s, 10mm/s, 20mm/s, 40mm/s, 100mm/s etc. but no change
Any idea what could be wrong?
I was thinking that the stepper motor could be faulty, tube is not in Tem00 mode, power supply is not sufficient etc, but I have no clue where to start.
I have at home spare 40W tube and 40W power supply, can I try to use 40W tube with 50W supply in machine / 50W tube with spare 40W supply to see if any of this component is faulty?
Also, the driver has programmable output of ampers and pulse/rev, should I try different amps or pulse/rev?
Thank you for any advice!