Disclaimer, Just got a Monport 130W unit and it’s my first laser cutter…
So other than making a few cuts these first two days to ck alignment etc…
I have not had any time on the machine actually making parts…
So…
I know this is a wide question, and there are many factors, power, speed, beam width etc…
But a simple question, assuming cut width offset etc…
Q: if I have a rectangle, say 50mm x 100mm , using 3mm thick acrylic,
2" lens, proper cut power and speed to do the job…
In practical experience what is the final cut part dimensions?
If I say +/- 0.5mm would be an acceptable cut is this doable…
Or does the cut path need to be figured into the initial cut size to get close to the
50mm x 100mm cut.
Ignoring the beam actual cut that the converge/diverge makes…which I know can be important…
My thinking coming from a 3D printing background, do I need to consider that the
actual cut line is the center line of the beam and as the material is taken away with the cut
as it eats into the finished part size…
I plan on actually testing some cut parts next week, but thought I throw the question
out there ahead of time…
I Hope this is clearer than mud…
Lots of smart folks with years of hands on, so Best to get your thoughts…
Absolutely correct. The only way to accurately determine your kerf is to test on your machine with your material. The kerf will change depending on speed, power, number of passes and type of material. Once you determine your kerf for a particular project you can adjust for kerf in the cut settings dialogue. It is described in this article.
I do not have a CO2 laser, but I would expect the kerf to be smaller than .5mm (I think on my diode laser it’s about .1mm). For most projects (especially larger scale or more parts) I deliberately do not use the built in kerf cut functionality - to me there is an advantage to having a very small amount of “wiggle” room to get the parts to fit together. If your tolerance is +/- .5mm I think it’s going to be fine without taking the kerf into account. As a test cut some shapes to fit together - then decide if you need to dial it in futher.
Tony,…
Thanks for the info…
I agree, as I was thinking about fitting parts, for example,
I have a 10mm x 50mm part that has to fit into the same size cut opening…
I have not done the cuts as I am finishing up my fan hookup, but it makes sense
that the small differences will actually aid in the fitting…
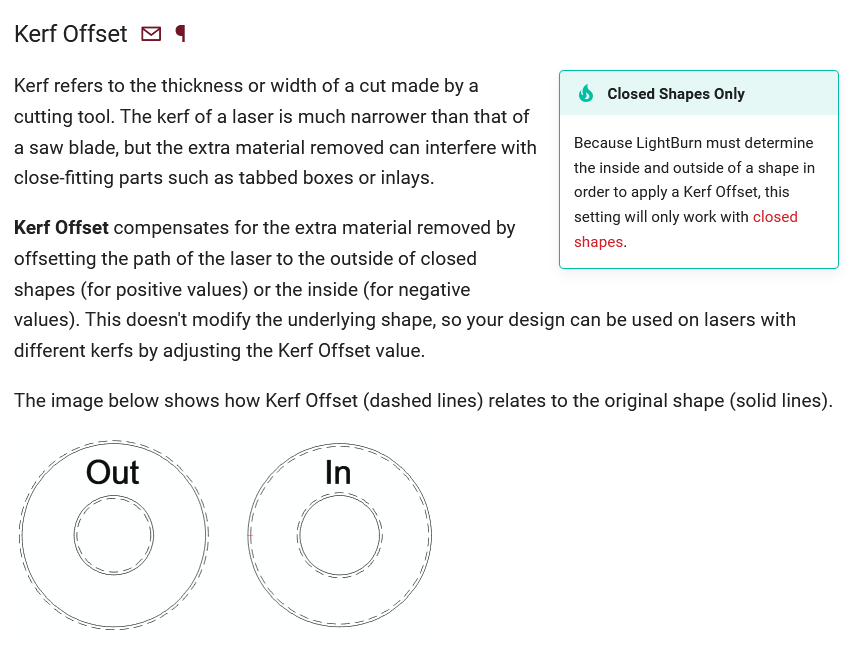
Kerf Offset is used to make minor adjustments to the excess material removed due to width of laser beam. Kerf (refers to the thickness or width of a cut made by a cutting tool) is dependent on type of material, focus, cut settings etc. and needs to be adjusted for each material if you are making close fitting parts.
For example, cut a square (20mm x 20mm) and rectangle (25mm x 45mm) in the material of your choice. Measure if you are getting repeatable tolerances on each axis.
If you are getting repeatable tolerances which are close / equivalent to the laser beam diameter of your laser cutter on both axis, you can directly use Kerf Offset to accommodate for the same.