Still a newbie, but I just discovered that some of my desired material (kind of honeycomb sandwich, casebuilding stuff) isn’t flat at all. Didn’t consider this until now.
Might be with some plywood, too, depends.
Definetly with foam.
Looks like a problem or is the focus so variable that 10-20ish mm don’t matter!?
Is there any option of a dynamic z adjustment to compensate that during cutting?
Or how do you handle that…holding down the material with weights? Vacuum looks very complicated, although I might combine this with my planned smoke suction from below with a box…also difficult due to leaks.
Weights might be unpracticable bc of the laserhead movements which might be unpredictable?
Other idea is a kind of roller downpress mounted to the laserhead, but this screams for collisions I reconn? A sort of flat dome maybe?
LightBurn does not have the ability to map and adjust Z on the fly for a full 3D cut. It’s possible (some machines like the xTool P2 have this ability) but it requires a ton of engineering and hardware that most lasers do not have.
It is much cheaper to acquire material that is flat, and take care to maintain the flatness of it while in your care. Alternatively you can use a vacuum hold down system to pull the sheet into submission.
Looks like I need to experiment with this dome idea. Or an omnidirectional wheel.
The dome offers the additional option of capturing and suck away the smoke and is fairly easy made with a 3D print part…the lower end could also show the z focus height.
But with any pressing device I would need a firm fixture of the material which is the next problem.
I have ordered now two omniwheels, let’s see if this works. Looks very promising to me.
With the inevitable holding bracket it will take some days-weeks to be finished as I want to include the vac hose holder, too. And a cross line laser, too, maybe.
It’s only that I need to solve the z position, too…I might include the sensor there as well.
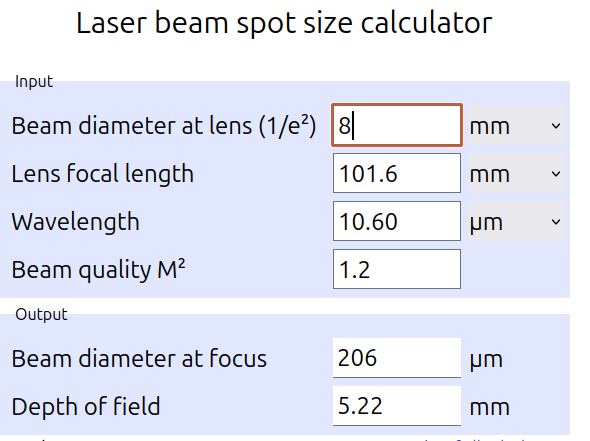
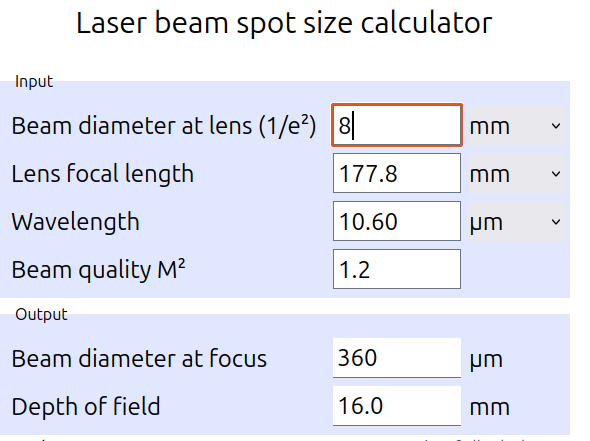
You can find long lenses for co2 machines, but anything over 4” is more difficult as that’s usually outside the range of what places stock or carry.
The other issue is the size of the input beam. A 4” lens has a spot size of about 206 microns (0.206MM). Laser with a 10mm input beam into the lens it changes the spot size to 165 microns, but the depth of focus is less at 3.34mm.
That’s why I’m focussing on pressing the material down…which is of course limited. But I have some harder foam material here which is rolled, so I have no chance at all but pressing it down somehow.
I’m working on designing a bracket for all my requirements.
BTW…is there a transparent material which is suitable for CO2 lasers? Is there a special glass available? I learned that ordinary glass is not possible.
The CO2 wavelength is pretty wide, so it will impact most materials in some way. And anything you pass through will alter how the light passes through it, which can cause other issues with focus. To my knowledge, there isn’t a material you can use as a cover layer like glass with CO2 - it does work for diode lasers.
Ok…i found a design thought mistake for the omniwheels: it works fine with a uncut material, but as soon as I cut out sth bigger, the part will be pressed down and the rest will pop up and collide with the wheels however I position them.
At least it’s very likely to fail.
So I’m now focusing on a vacuum solution, I planned a closed box under the grid anyway for smoke suction.
I “just” need to get managed that the area around my material is fairly sealed so the vaccum will hold.
It might work with some kind of rolled sheet like window blinds. The cuts won’t affect it.
I’ve got a strong vacuum cleaner or a kind of turbine here to extract the air.
Yeah, but it’s not a household machine, it’s a welding smoke extractor (with 2 turbines) and the cooling stream is separated from the smoke stream.
The other turbine which I might want to use additionally for the vaccum itself is a industrial radial fan with a separated industrial motor + belt. It’s exhaust will be going to the welding vac as well for smoke cleaning and this output to a carbon filter against chemical odour (I’m running the last parts anyway all time to avoid blowing the warm air to the outside which is the choice in summer).
I was stricken by the realization that the vacuum will not only suck down the material but also probably bend the honeycomb plate downwards (and the bottom plate upwards) so the laser focus wil not be align anymore. So I have to support the grid+base plate with additional ribs against each other…
Forgive me if I am not reading between the lines correctly in your original post.
In the past 70 years I have glued many different materials together which were flat to begin, with some results being absolutely flabbergasting. Glue will adhere and soak into every different substrate in weird ways. Plus your laser hates most glues.
Seems you are wanting or need to have several different types of material glued together in a sandwich. Unless you have access to some very sophisticated industrial machinery for doing this I think you need to have your material made-up for you. That is not to say it would be perfect either.
In our manufacturing business we used thousands of sheets of modern-day materials glued together flat to flat side. We returned more than one bunk to manufacturer with instructions.
If your materials are as unstable as it seems they may be you are heading for a big rabbit hole.
I have a vacuum table on a two head router that requires a vacuum pump requiring a ten horse 3Phase motor and an endless mechanism to hold very small pieces of wood tight to a grooved table through a sheet of MDF 1/2” in thickness. The vacuum pulls tight enough you cannot move the subtract with a hammer.
I must say also, the material we used was smooth and very flat in thickness from 1/4” to several inches.
I hope you fix your problem. With my almost three years with a CO2 laser I have some of the most unlikely looking mechanisms to hold substrates. If they are not flat the results are bad at best.
You need a Laser machine with automatic “Z” adjustment. That won’t correct everything but it sure does eliminate many problems.
Oh I don’t intend to manufacture sandwich material, I want to cut some. It’s a casebuilding material made of PP. They come fairly flat but seem to relieve internal tensions and bend with time.
And that’s just one idea, not a project yet.
The other is a dense PE foam for bag reinforcement, it comes rolled so I have to deal with that. If I cannot handle this I need a different method like die cutting, but those dies are always just for one form and handling the huge roll is a pain.
Next, it would be nice to be able to cut plywood, but we have a professional saw as well, so again it would only enhance our flexibility for certain projects and weird ideas.
That’s the reason the machine wasn’t used for a long time and I do have some time left over now to play around.
If nothing of this works, there are still some flat material ideas left like POM or PMMA/PET/PC.
BTW, any household vac cleaner can build up enough vacuum, given the free areas are tightly covered with a silicone sheet or like. There are no forces involved when lasering, not like milling or grinding.
True, I have a shoulder carry model that will stick to the wall. They advertised it and I tested. But there is a problem… Household vacs and Shop vacs use the air thru the vac to cool the motor. Restrict that air bu pulling a decent vacuum and you get Motor Smoke leaking out.
If it is a magnetic material, you can use strong Neodymium magnets to hold the material flat. The ones I use are less than 3mm thick, so they stay out of the way of the laser head.
Then again, I may be completely misunderstanding your question.
Ah, that’s another noice idea…when they are flat they won’t collide with the laser head, good thinking!
I’ve got a aluminium honeycomb, that won’t work unfortunately.
Are you cutting on a steel plate?? Does that work? I would like to avoid smoke residues on the underside and that’s imho impossible without smoke suction…
I’m planning a vacuum box with ondulating mazelike support ribs so I have a ridgid honeycomb/box base plate AND a defined strong subterrainean air flow on 100% of the area.
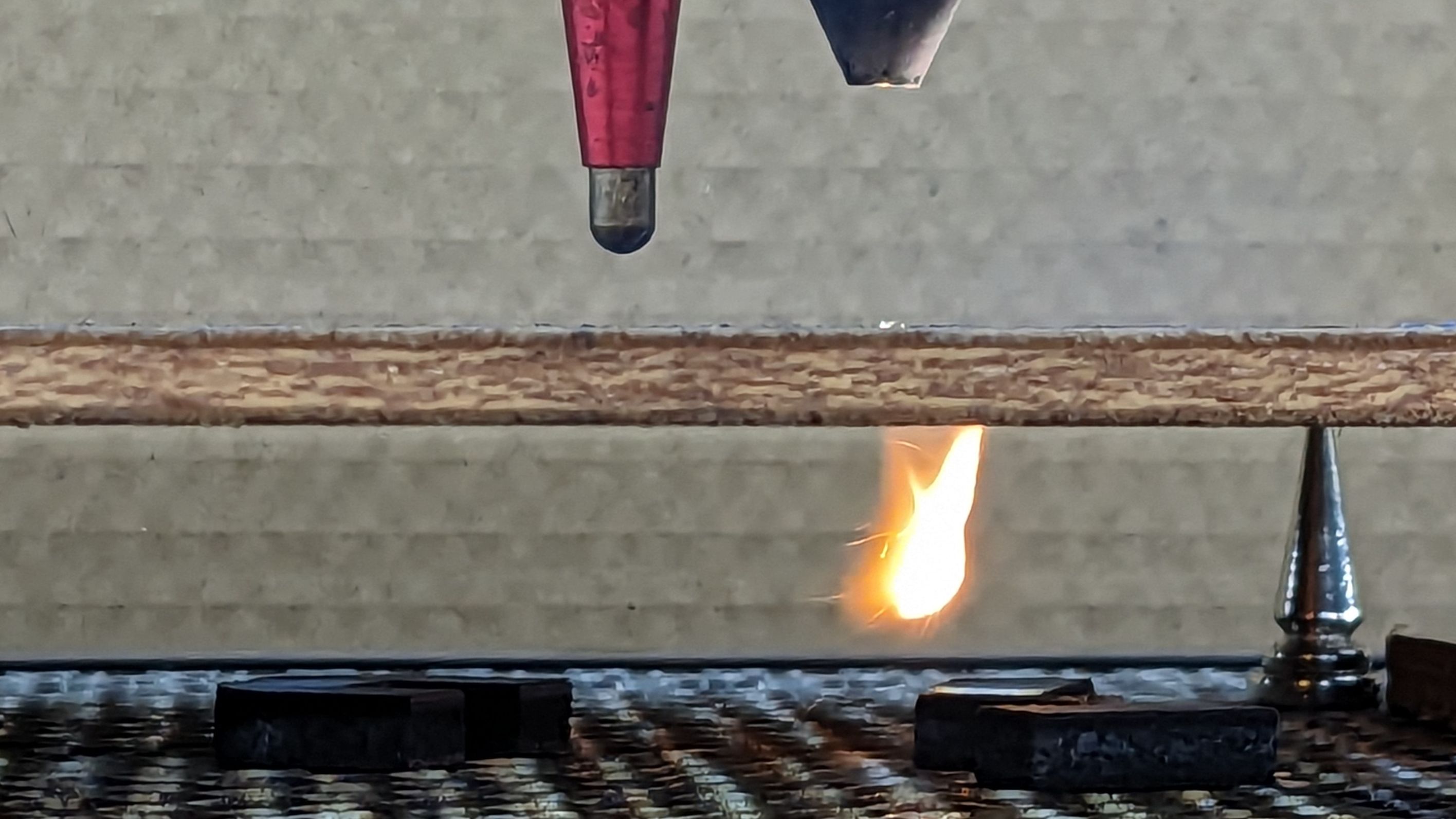
The only way to reduce that is to raise the material at least a few millimeters above the honeycomb.
Because the sheet blocks air flow through the honeycomb, the fumes from the cut accumulate in the cell directly below the beam and smudge the underside. Worst case, assist air supports a flame in each cell as the cut progresses across the material.
When you’re cutting clear acrylic, you can watch the cells light up in sequence as the beam moves across the platform.