Hey support, sending an email to get support - what does this “Otherwise, we will be in touch as soon as we can.” mean? A few days, weeks, months or never.
In a perfect world selling a perfect product no support required.
Hey support, sending an email to get support - what does this “Otherwise, we will be in touch as soon as we can.” mean? A few days, weeks, months or never.
In a perfect world selling a perfect product no support required.
What kind of issue are you having? Something forum can help with?
Beat me to it ![]()
There are no answers in the forum that I have found so far Gil,
I have an issue with the way rotary works with Galvo, 12800 steps for full rotation, is this because of a resolution issue? ezcad board issue? sure you can change the steps on the stepper controller, what happened to continuous rotation? If work is centred, rotary centred for all intents and purposes the rotary is a flat surface. I get continuous rotation with diode laser, co2, my cnc but not galvo? What happened to calibration? Move 5 inches, oh its moved 6 a little math and you get the steps required. I have seen people make a moving platform using the rotary port great idea but if they are limited to split sizes well what a can of worms. There is no instruction as to how to go about obtaining a workable split size.
I use line width multiplied x 2 or 3 to get a faux continuous rotation, fill individual shapes and its workable, anything else outside of that produces rubbish movement poor quality work, time sink, lines I could go on for hours on this.
The cleaning pass introduction for 2.5d, hopeless, cleaning a path which is being obliterated anyway is to do what? A cleaning pass for the whole coin would be great minimise the build up of slag and rubbish on areas that are no longer going to be engraved would be ideal. You may as well not have a cleaning pass at all? for 2.5d because the post processing at the end of the job is the same if not worse in some instances as the cleaning pass produces more rubbish to stick to the areas that are already done.
This is especially noticeable when working on ordinary iron.
The lack of communication with support is really poor, we will get back to you! Seriously no time frame.
It takes about 3 minutes to purchase the software, and forever to get support. If the two issues I’ve posted have an answer a sticky somewhere would be nice!
Maybe we can bring in someone like @JohnJohn to give you a hand.
It’s defined by the motor stepper driver… If you want to change it, do so.
Is this somehow related to your complaint about the rotary operation?
All of the fiber machines I’ve seen are set to 12800 steps/rotation.
I don’t understand how this could be… Using any controller, it has to know where it is, so the size is no larger than your defined work area, definitely not continuous or endless.
You’re only valid complaint, I can tell from your information, is that you don’t like how the cleanup pass operates.
The cleaning pass is relatively new, so I’m sure there is room for helpful suggestions…
Selling these machines, they don’t go into great detail on how to drive them. However there are some very good videos by Laser Everything that do try and explain these other options.
I use a multiple of the interval. The larger the split size the quicker the job runs… generally speaking.
I’ve been in hardware and software since the 70’s, this is the best there is, not only for a quick reply but technical support. They have fixed bugs for people same day, I have never seen that in my life with any commercial software package.
Have some patience and compare it with the other software… It would also help to update your profile to show what machines you have…
If you have a complaint, that’s ok, but put forward a suggestion to correct the issue.
I seem to get good output from my rotary… these are the lens tubes from my co2.
Good luck
![]()
This is simply how the hardware works. EZCad controllers can send a “job” to the galvo, or a move to the external motor controller, but it can’t do both at the same time. We have to send a “slice” to run on the galvo head, wait for that to complete, then send the motor movement, wait for that, and repeat the process.
If you want continuous movement, the best you’ll get is by using a very small split size with zero overlap. I can’t change this because this is how the hardware itself operates.
Cleaning passes, as released, had a bug where it would only clean the area covered by the previous pass, not the past X passes if you set it to clean every 4, for example. This has been fixed. I didn’t want to make it clean the entire area because you could end up dulling details that were engraved early, and it would add time.
The best way to remove slag is with airflow - blow the dust out as it’s produced.
I can likely add an option to clean the whole area or just partial, but the way you’ve approached this could be improved a lot. You catch more flies with honey, as the saying goes.
I just had a look at other threads, someone took the time to layout their workflow which was exceptional and would be worth while using as a sticky for others to look at this persons method for rotary use. I did see why the rotary works the way it does, the ezcad board… which were my suspicions from the start. So you have created a workaround which makes a lot more sense, so the struggle is to find an effective workflow to compliment the way it “has” to operate. This makes sense ty !
To address the air to remove slag, it doesn’t work well, air will catch some particles and dust, what it can’t blow away are the edges.
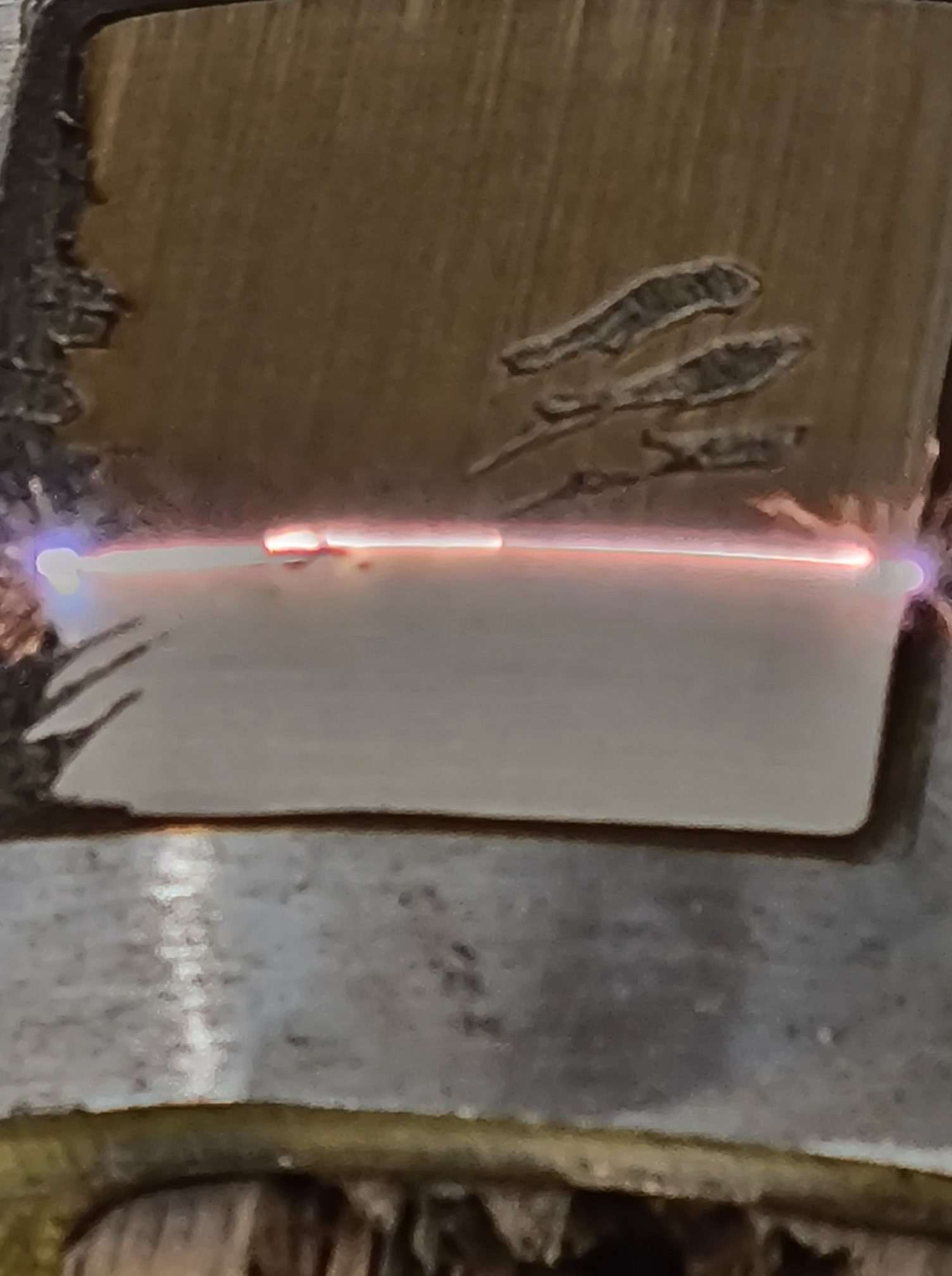
As you are slicing the path being travelled by the beam is moving edge to edge to reveal the pattern or shape its going to expose (this you of course already know). Where the main issue with slag is not so much what is being produced from the middle of the path but what is being produced at the edges. If we could call that the waterline, the heat and atomization of the particles is too close to the edge it has to be that’s the nature of the beast. Because it is so close the bonding of the slag is instant to the waterline, so with each pass it adds a layer to that waterline, then doing a cleaning pass that doesn’t cover the whole coin/object only exacerbates the problem it adds more particulates to the waterline.
I have set up coins in water, to catch all particulates, it all works fine except for the water line.
So if you had a wall and channel as an example every micron you obliterate is fine and relatively clean on the whole path, BuT the closest path (the waterline) to the wall the sticking of particulates is instant, coin in water the same effect. So as the wall is exposed it has particulates welded to it every layer of every pass at the end of the job it looks terrible (I have said this before with steel coins not as bad with brass/copper) the post processing more times than not will ruin any fine detail you have due to the amount.
I can understand why you have done what you have done your explanation is to preserve detail, in essence I would agree but I believe the method is flawed.
I think the cleaning pass would be better served if it were an option to do either a partial clean or full clean and the decision regarding detail be left to the operator.
I think that would be a welcome change/addition to LB cleaning passes for 2.5d, I hope I have adequately explained the why? and that you can perhaps see the why as well.
Try a metal coin/iron or do an engraving into an axe it will become very evident very quickly.
To address the more honey :)…
There are some things I detest in life,
My manner may be abrupt, but I am to the point.
Is lightburn great software? Yes.
Are the coders doing a good job? Yes
Are some of the ideas flawed? Yes
Do we all at times have thin skins? Yes
Can we get past this I hope so, I truly do hope you can see my angst and aggravation.
My intention is not to be confrontational, but I do not have the luxury of time either.
“Selling these machines, they don’t go into great detail on how to drive them. However there are some very good videos by Laser Everything that do try and explain these other options.”
I couldn’t agree more no argument from me with that statement.
I have a Co2 as well as diode and Fibre Laser.
The rotary works in a totally different way on Co2 than the Fibre due to the limitations of the controller on the fibre.
That was just explained in a recent thread and it makes total sense.
The fibre laser control boards are a 1 penny value board with 1 axis due to the relatively new market of fibre lasers they are able to get away with a lot. The choice of controllers is limited.
Having been given the why, I dare say the coders of LB have done an exceptional job to get it to work at all.
There’s an automated reply when an email is sent to the Support desk Support@lightburnsoftware.com to start time-tracking. There is an SLA (Service Level agreement) in place and I think the average time to a response from a human is about 6 hours.
Looking in at the Support email channel, I don’t see an email from your address (the address you used to sign up here).
Sometimes the level of expertise required to answer a question is ‘Developer Level’. @LightBurn hopped on, on a Sunday to offer some clarification and guidance.
I’m not certain what happened at the Support desk but I do know that they’ve got a great team and good tools to answer most questions quickly and correctly.
If you’d like me to explore your Support concern further, I’d need an email address or a ticket number. Again, the team on the support desk is excellent and I’d be astonished if you hadn’t heard from someone already.
John ty for your response, its not the same email - it was several days before someone chimed in - certainly not 6 hours.
It more annoyed me than anything else, its nice to know that you try to respond within 6 hours given weekends time zone differences etc.
My matter has been resolved to a point that allows me to move on, I am sure the lack of a timely response was more an exception and anomaly than the norm.
Thank you for the courtesy of a reply all good. I am sure the team is doing the best they can!
We have also just switched over to a new ticket / support system, and we expected that a couple messages were going to get dropped in the switch-over. The timing fits, so it’s possible that you were one of the chosen few. ![]()
We really do try to answer all email within 24 hours. Some things like crash reports may get logged and not immediately responded to until someone has had a chance to look, but even then we generally reply with “we’ve received this and have forwarded to dev” or similar.
The forum is a bit different - it’s a community, and there is a lot of chatter, so we try to keep up but we don’t see everything as quickly as we do with email, so if you have something you absolutely need a reply to, an email to support is the best option.
Hey Oz ty very much for taking the time to reply to this all good. While I have you if you could possibly pass the following pics on who ever is looking after the coding for the cleaning passes for the 2.5d slicing.
I have an issue/opinion regarding the way the cleaning passes are currently set up, I apologise I forget the name (old and leaky memory) he did explain why the cleaning passes were set up the way they are which was to protect the loss of detail, that is less of an issue over the post processing using wire brushes, abrasive steel wool and other methods to clean coins.
The slag is different either greater or smaller depending on the metal being engraved. It would be more beneficial to get rid of as much slag as we can during the process of engraving than having to do 30/40++ mild to aggressive cleaning passes at the end.
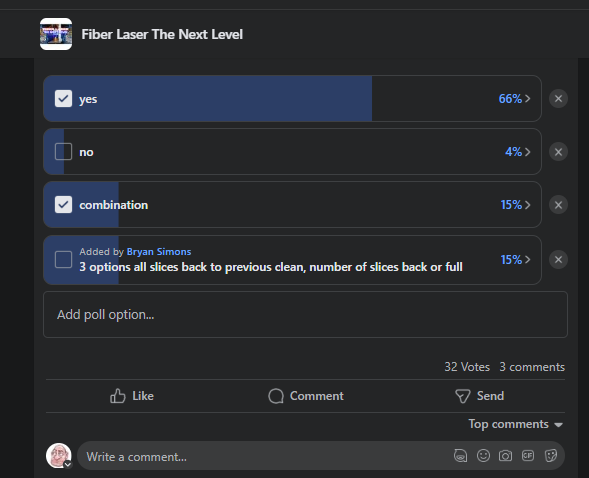
I put up this poll in two places that have a reasonable amount of users that work with fibre lasers, the people that do coins/challenge coins for a hobby/living many sell their coins on etsy. As they are the most affected by work flow and how their coins come out. Post processing is major issue here and a lot of work. The poll has only been running a couple of days but enough people are ticking the boxes to illustrate its not just me, I happen to be the one who is making noise about it.
I have not tried to influence the poll in any way, just put it up asked the question, as the topic itself since the release of cleaning passes for 2.5d in lb 1.5. Nobody talks about it as most seem to think/hope that a change may happen eventually. But if you don’t ask sometimes or make a noise about something change never happens.
There is also a quiet belief no point talking to devs we will just be ignored which irritates me no end as I know Devs do listen it just depends on how the point is made. I admit to my faults my language can be strong to rude many times which of course puts peoples backs up and we get know where.
This affects more the coin makers and fine detail metal engravers.
I have also included a pic which shows the slag build up problem if you have a close look at the image it should be self evident why we are asking for it.
We all got excited hearing there was going to be the addition of cleaning passes to 2.5d engraving that disappeared pretty quick as we assumed incorrectly something else was going to be given full clean not partial clean.
If possible could we get an indication if this change addition could be made, if its an issue no hard feelings can’t be done and we all get on with alternative workflows an workarounds.
If its not an issue perhaps a time frame if possible when this change may occur, I am sure you have enough on your plate with other things.
I apologise for hijacking the thread and leading you down another path.
Thank you in advance for the courtesy of a reply.

I’ve never heard of the “laser legends” group, and I can’t recall if I’m in the fiber/next level group. We have a forum and a feature suggestion+voting site though. If people want to be heard about suggestions, those are the correct places to do so. Posting a poll in a random group on FaceBook in the hope than one of us might see it is not the best idea.
Yes, it’s possible. I can’t give a specific time frame without looking at the code, but it shouldn’t be too hard to make optional to clear the whole image or just the recent passes. Combinations or other options will be significantly harder because the logic for the cut planner is already pretty tricky.
This is our feature suggestion site:
You create a post and others can then go and click the little up arrow on it to add their votes. We actually do review these often, and suggestions that are popular and easy will get done first. Popular but hard (like nesting) have our attention but will take a significant amount of time to do. Others may be done or not depending on workload, perceived utility, number of users who’ll benefit, and so on.
We have no official presence or support on FB because the tools it has for managing support load are abysmal. We tried it and it was horrid, so we moved to email and the forum.
Thank you for the courtesy of a reply, just as an fyi, the laser legends most people that are in fibre next lvl you will find in the AI legends Group. The legends group primarily does AI images converting to greyscale then using AI again to produce depth maps, then manipulating again to re add detail that might be lost.
The group has developed amongst itself a lot of experience and expertise how to maximise AI for depth maps. You still can’t really beat an actual mesh to depth map but tell you what its 90% there.
A lot of knowledge is passed along there for people to learn how to do the process and be able to create their own designs using various prompts I am sure you are more than abreast of the “AI image revolution” it is now being leveraged towards bass relief/2.5d usable for laser, co2, fibre laser as well as CnC pretty much anything that can use depth maps. There’s some very clever people there.
Look up Robert Brand and Jay, they are in the next level fb page, Robert has become perhaps the leading gun using AI to depth map, some of the stuff he can produce is just exceptional.
AI still has its issues, 3 fingers/6 fingers/double thumbs/it can’t count or spell but its getting better.
The intention was not to post a poll on the off chance that anyone from LB might see it, it was more for us to draw your attention to how your addition of cleaning passes is not working for what a lot of people who are using Lightburn for 2.5d work in particular. Not suggesting that there is anything wrong with the software, more to the point, can we have in addition to what is there an option for us that are struggling with this, a choice partial or full.
I don’t know if you or any of your staff have done any coins or similar type of deep engraving appreciate the particle build up on the object you are engraving as you go. Try some steel it will not take you long to say uhuh this is nice but NO.
I do a lot of axe tattooing/engraving working with normal steel, it is a terrible medium to work with the particle build up is just awful (I call it slag) there is a technical name for it but it escapes my mind for the moment. The pictures I uploaded are to illustrate what is going on. Copper/Brass and other soft metals are more forgiving.
The combinations is a maybe item the full clean I can not describe how beneficial that would be to the process.
Thank you for taking the time to read my windy post, ezcad 2 is terrible to work my opinion only, ezcad 3 is only starting to scratch the surface with 2.5d work which LB already has in spades.
Greetings from the colonies downunder.
Looking forward to the next update.
Feel free to close my threads, I think I have taken up much valuable time already. I am happy in the fact that you have given me the courtesy to at least read my posts.