Nice image… Probably one that will be tough to reproduce without some work. The size also complicates the ability to reproduce it with any great detail.
I’ve struggled with this on glass, back of mirror, tile (TiO2) and other materials. You didn’t mention which laser you are using, the 50 or 80.
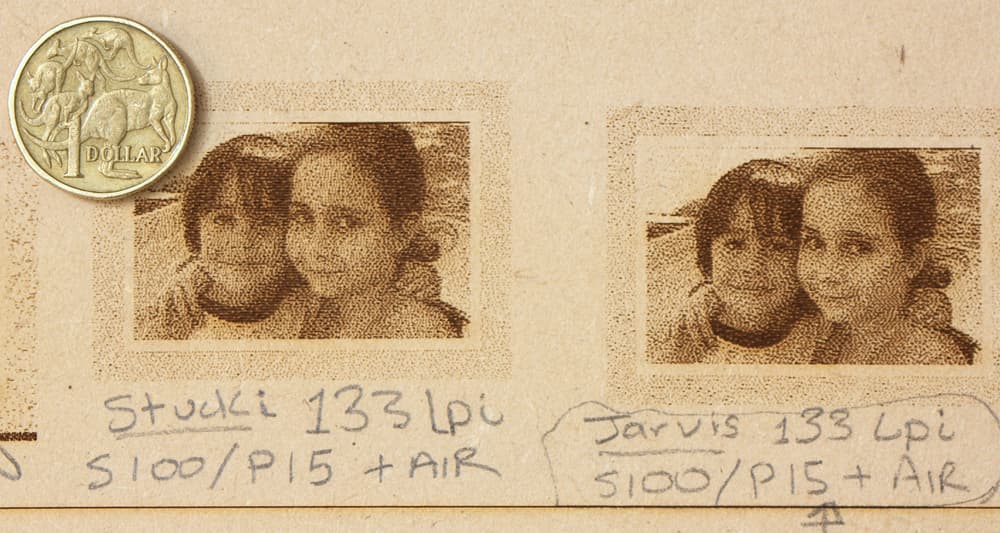
I generally find that an image mode of ‘Stucki’ seems to work the best on most materials.
I’ve found the Image-R site is good for preprocessing of photographs. They allow you to choose the type of laser the techniques, such as Norton and materials. When you use one of their preprocessed images, run the layer in passthrough…
I agree with @stixstudios that you need a lower power. Understood, you can’t …
Your laser is the only one that I’ve heard of that won’t lase below 20%. Most seem to go down to around 10%. The lower the temperature the lower mine will lase. I can get down to around 9.5…
I wonder is this in itself is cause to question why such a low lase level?
I am also wondering if your speed could be exacerbating the issue.
These lps are specified as 90% voltage <= 1mS, for those with a published specification.
At minimum of 1mS you have a response time of 1s/1000 = 1mS.
500mm/s = 19.6 inches/s @ 98dpi * 19.6 inches/s = 1889 dpi/s.
You can do 1s/1000, but are asking for 1s/1889. The lps response time would have to be 0.53mS, can yours do that?
I think you’re between the rock and a hard space. I’d suggest using the 50 watt, if possible.
Good luck