Well, appreciate the answer, but have no belt, all ballscrews.
I just cant seem to link it to anything due to insufficient knowledge and the fact that it shows in just the top on all squares.
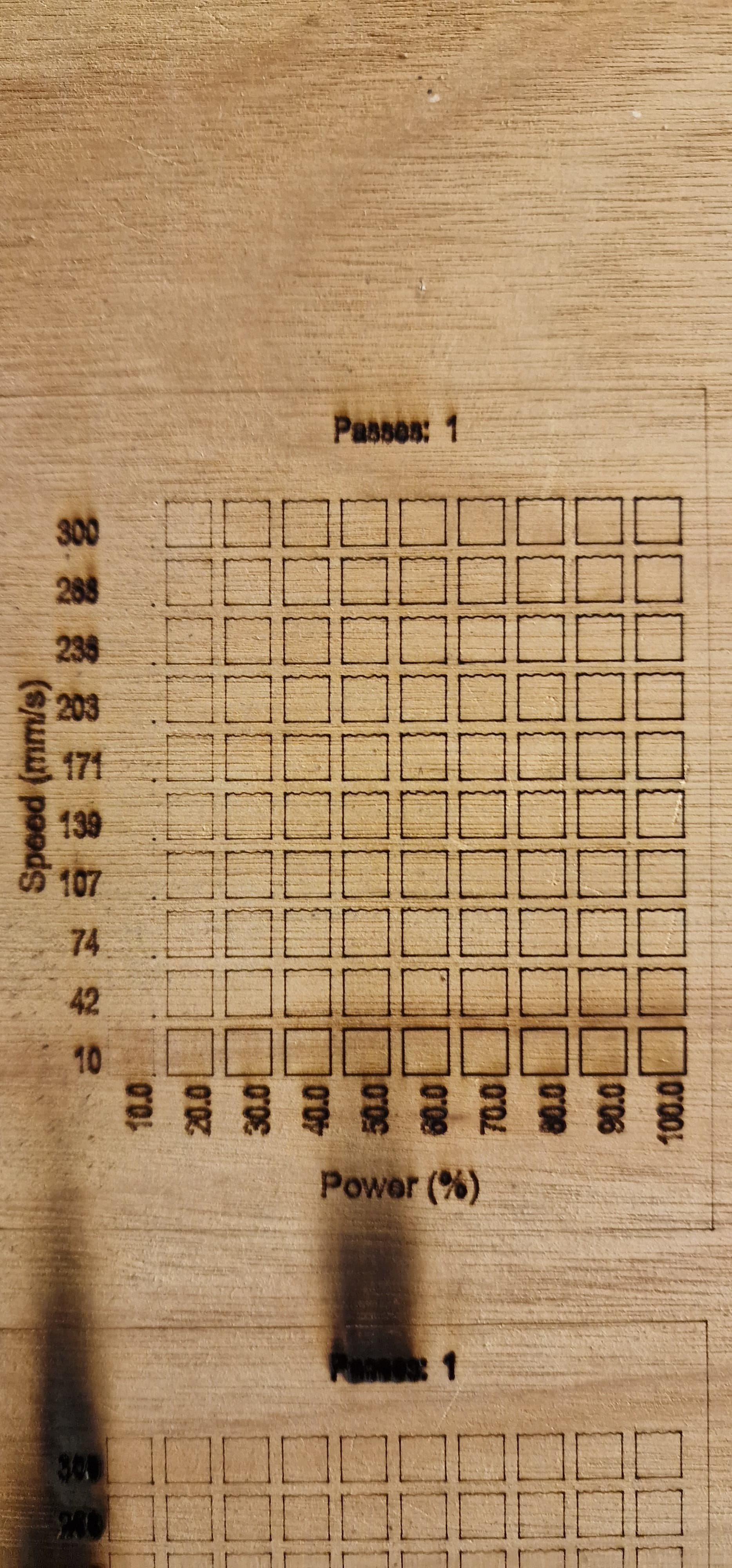
Notice how the wobbles start when the speed goes above 10 mm/s and is much worse above 100 mm/s? That indicates the laser head wobbles on the gantry or the whole gantry shakes after a rapid Y axis motion.
This isn’t a problem with a CNC router, because a spinning cutter smooths out those tiny errors. A laser faithfully draws those wobbles, because it does not pause while the spindle gets up to speed.
Getting rid of those wobbles requires finding where that mechanical play lies and getting rid of it. You’re looking for errors on the order of tenths of a millimeter, so it’s not going to be obvious.
Typical CNC conversions hang the laser head out from the gantry with a huge lever arm on its mounting bracket, so make sure the whole affair is stiff enough to withstand the acceleration forces.
You can probably reduce the Material Test to a few simple squares run at 100 mm/s and 50% power.
Judging from the test matrix, the machine cannot reach more than about 100 mm/s on squares of that size, so when it can draw them correctly, use larger squares to allow higher speeds.