Most likely it’s 36V.
The model of the stepper will be printed on it. Like this:
Otherwise, the driver will tell us what we need.
As stated I’ve been having similar issues with my machine since a head upgrade and the use of an acrylic mounting plate.
I’ve managed to remove the wobbly in the lines by reducing the x and y acceleration, but after having a large-ish job run last night the time difference is to much and a job estimated @20min (in lightburn with old parameters) took nearly an hour with the slower accelerations. No wobbly lines but not the performance I can live with so I will be fabricating a steel mounting plate and that should hopefully get me back to full performance.
With regard to the dot size/kerf have you done a full mirror and tube alignment on the machine to insure that you have a clear laser path and not getting any deflection off the nozzle or something similar?
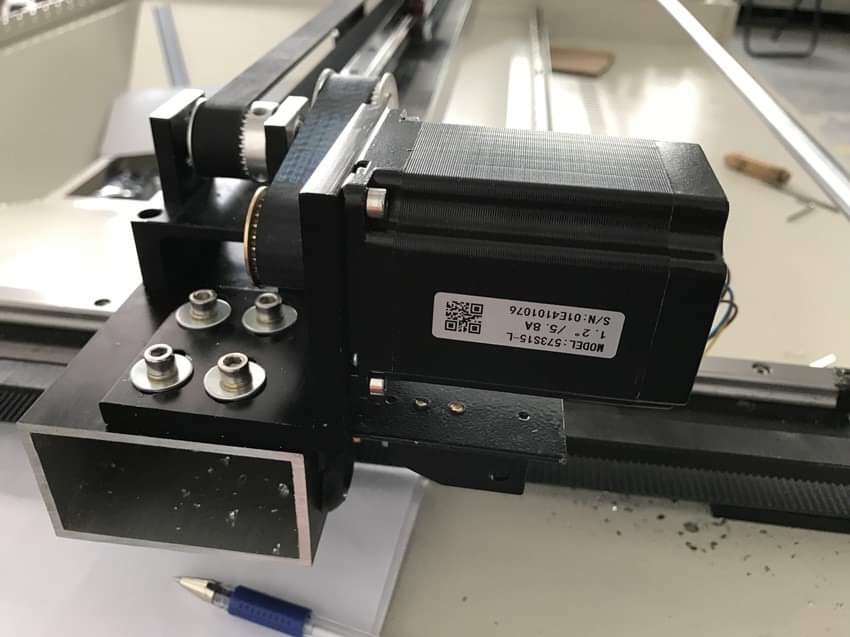
Do you @velvetgeorge and @nconroy, have a tracked motion control system, like in this picture, or do you have wheels in a channel?
If you’ve got wheels, it may be that you’re just suffering the plague of cheaper tracks - wear and growing tolerances,
That would explain the shudder - as the wheels wear they more closely fit the shape of the track and try and climb the sides, then drop back into the channel. The worst are the rounded, shower door-style, white nylon wheels
There’s only one solution - new wheels and bearings.
It’s not worth changing out your tracks for sealed rails - the disassembly is insane - just get it working, sell it and buy something better.
Same here, had to back the acceleration way off to get straight lines. Which I can live with, if it’s the limitation of the machine. Rather than something not functioning properly.
It’s aligned quite well. I have a power meter and measure at each mirror and after the lens. It can deliver around 80-90 watts to the material. That’s a lot.
If I can make some time today I’ll return to rectangle testing.
George
@Bonjour I do have a track system as shown in the pic.
I’m going to try to document all the parts in this machine today. A complete overview of things should be helpful.
George
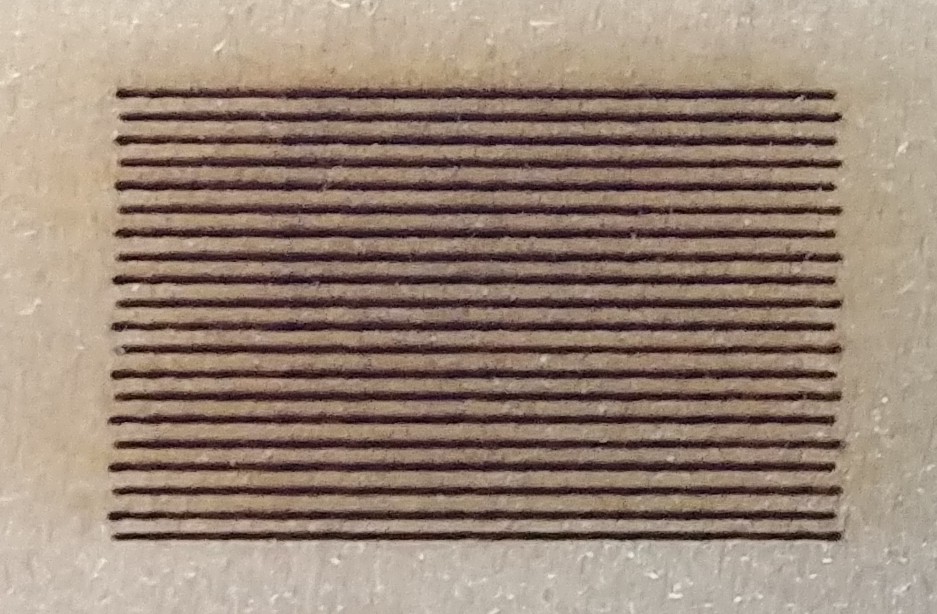
Going back to this test: the wavy mess on the left is stock vendor settings of 3,000mm/S acceleration for X and Y axis. 150mm/S travel between lines. Scan was set to 10% power, 100mm/S travel. 20mm wide, 10mm high, .5mm step over.
Changing ONLY the axis acceleration parameters, both to 300mm/S and 100mm/S between lines yielded the result on the right.
The X axis lines are not perfect, but far better. The bottom cut is most precise, by far. The rest seem to average out to a decent cut.
20 passes in the 10mm height, just eyeballing it, puts each cut at about .2mm thick.
I need to reel in the scanning offsets obviously. More testing to do…
George
@Bonjour I have the track system as in the photo
I didn’t have this problem until I replaced the head with an acrylic on but needed go between mounting plate and I made it out of acrylic and the head now has to much play so high speed movement transfers into the head.
Looks pretty good! What speed was this?
George
100mm 20%
My xaxis acceleration is set to 6000mm for a reference point and Y to 2000
And you regularly lubricate?
Have you been lubricating?
I would say I have lubricated but don’t have a regular maintenance routine as usage varies depending on time of year
Yes Sir.
George
@nconroy how does your bigger machine compare in this test?
George
Bigger machine is at home, so can’t do test right now. It’s a 60w machine just a bigger work area. I would say that the dot size is the same on both my machines. Or no noticeable difference. Prior to head replacement performance on both machines was comparable.
Sorry Nigel, I doubled up - that wasn’t meant for you - you know what’s causing your issue
I’m not sure what else I can offer, but, wiggles are usually mechanical: mirrors, grub screws on shafts, track binding or wheels ‘walking’, gantry tracking (as a result of being one tooth out of square, usually), but can be a symptom of power decline or fault.
I hope you work it out.
Thanks for all the info! You’ve given me a lot to work with. Now it’s up to me to acquire more data.
George