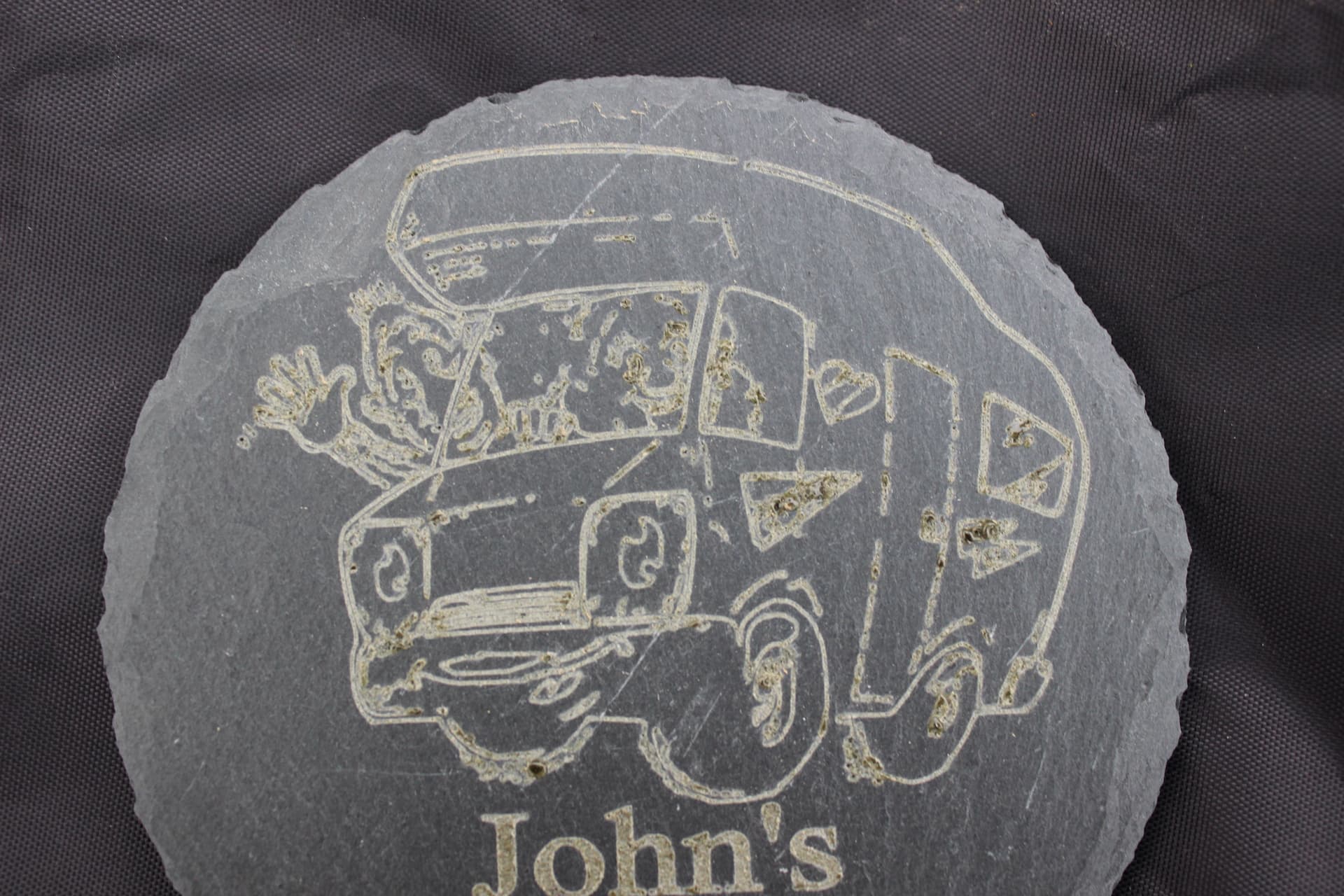
I have a Omtech Chinese blue and cream 50w co2 laser. I have just engraved a cartoon onto a slate coaster. The problem I’m having is the laser is engraving OK but it is leaving small bobbles around the edges. It looks like the slate is melting and then forming small balls. The text is OK it’s the picture is the problem. I’m not sure if it’s power, speed or air problem. Any help please.
I’d agree with @cubke - too much power and/or maybe too slow. This looks similar to the first slate coaster I did. On my Ortur LM2 Pro 20W (~5.5W actual) I use 2000mm/m @ 75%.
It appears there is something ‘organic’ in the slate or it has some kind of additive on/in it. Based on the ‘dark’ spots. Agree with most of the others that you have a little too much power… Is this all a vector or is it partial fill?
What is your cut/layer setting for this?
This slate on the right has been done with too much power. Sorry, but don’t recall that setting. The one on the left is done around 150mm/s at 13%/9.5%. These are from my ‘library’. Minimum is probably not of much use, since the head is scanning. The actual numbers came from ‘line’ mode… I believe it was a 127 dpi/0.2 line interval. Might help as a start value.
A bit more help please.
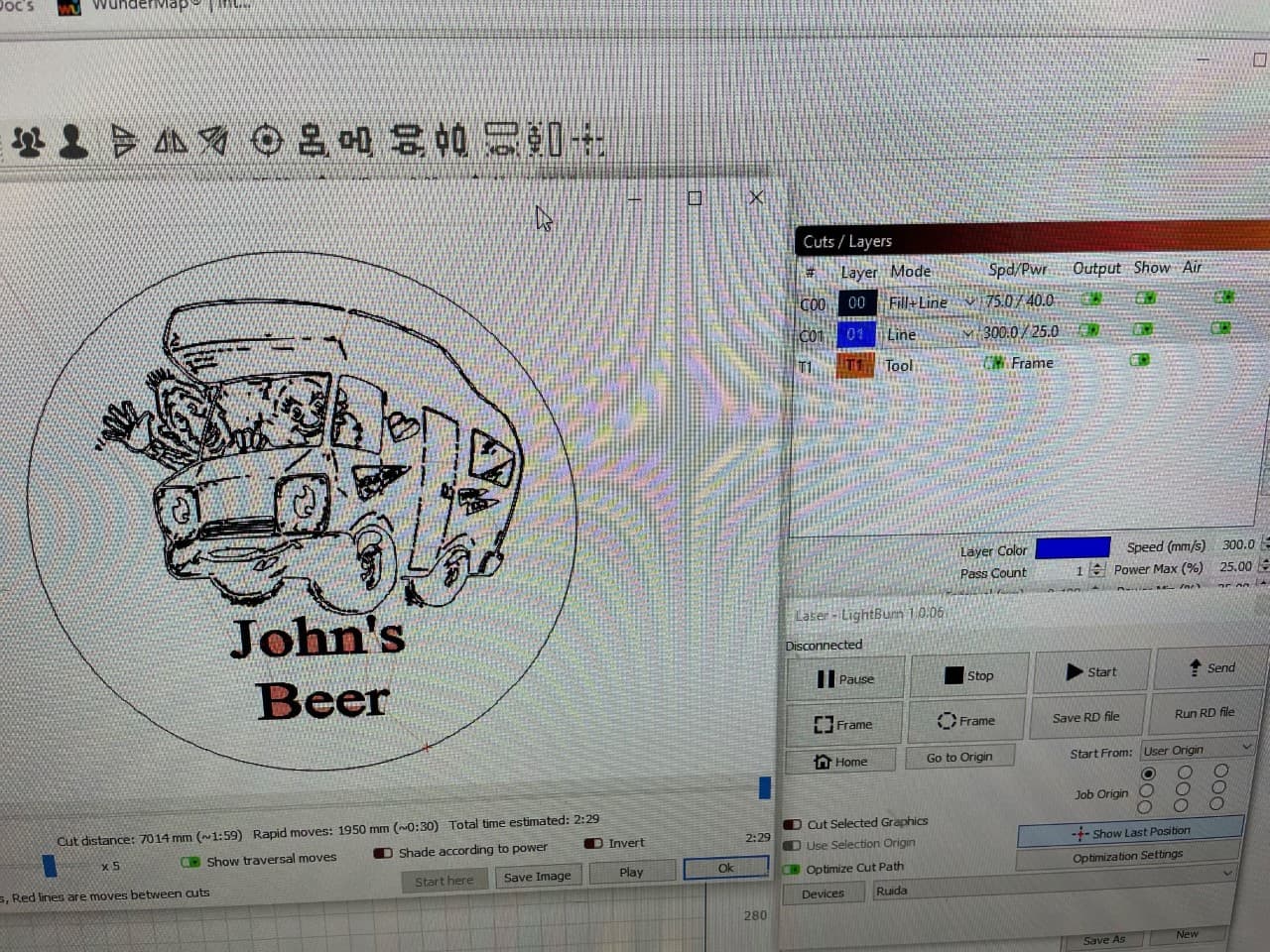
When I do a preview in Lightburn it says it will take 2.29 with the speed on 300, if I change the speed to 3000 and do another preview it still says 2.29. If I send the file to my laser it takes 4.30. What am I doing wrong.
Many thanks
Mick
If you check the time on the “Cut distance” time you can see that the time is in fact changing. I can’t tell from the picture but I’m assuming the portion of the burn set for layer 01 is fairly short.
Try changing the speed of layer 00 and see how that affects the overall time.
I have changed both speeds up to 5000 each but the time has only changed from 2.29 total and from 1.59 to 1.58 on the cut distance. does that sound right. Sorry I’m new to all of this
I can’t see your screen but the calculation is likely correct. However, the process by which that calculation is created may not always be apparent and results can vary based on complexity of the design.
In this case the speed values are so high and the overall burn time so low that you’re probably working at the extremes of the simulated values.
If you’re curious how more of this works take a look at the Additional Settings in Device Settings. Those are the values used when calculating the estimated times. They can be read from the device. If the device numbers are accurate to your actual machine performance then the estimates will be better. These numbers can be tweaked to further refine the estimate if that’s important for your workflow.
Can your machine run 5,000mm/s? You have to be reasonable about this stuff.
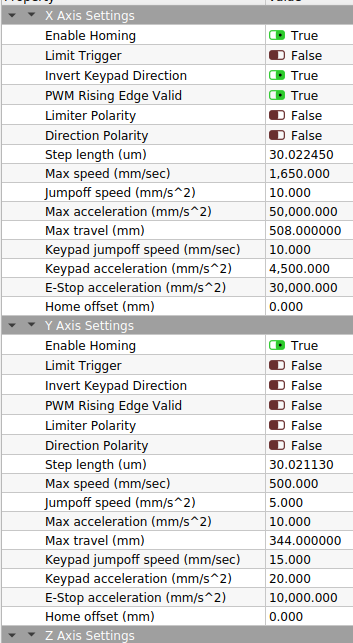
You machine has internal ‘speed limits’ set in the controller. For X, Y (and the others). Anytime you ‘ask’ the machine to run faster, it will ignore your request and run at the Max speed set in the controller.
I have a lightweight head, so I can run up to 1650mm/s. That is set in my controller.
Notice the Y axis is set at 500mm/s for it’s max speed.
These are always enforced and are there for the protection of the machine.
Lightburn uses values you can see in ‘Edit → Device Settings → Additional Settings’ to determine the ‘preview’ speed. You may need to ‘read’ from the controller.