Trying to repair a damaged metal area that was original stamped. The stamps create a V-shaped indentation. I have used a cnc mill before with a pointed engraving bit to fix the bad spot but as the size gets smaller and smaller this becomes too difficult. Enter the galvo laser…
Looks like LightBurn could do this by:
Ramp
The Ramp function in the layer setting is supposed to vary the laser power near the edges to create wheat I would call a draft in cad drawing. There appears to be no way to preview what will actually be output though. Testing has given inconsistent results. Sometimes letters only get ramped on one side or disappear entirely in a string.
Offsets
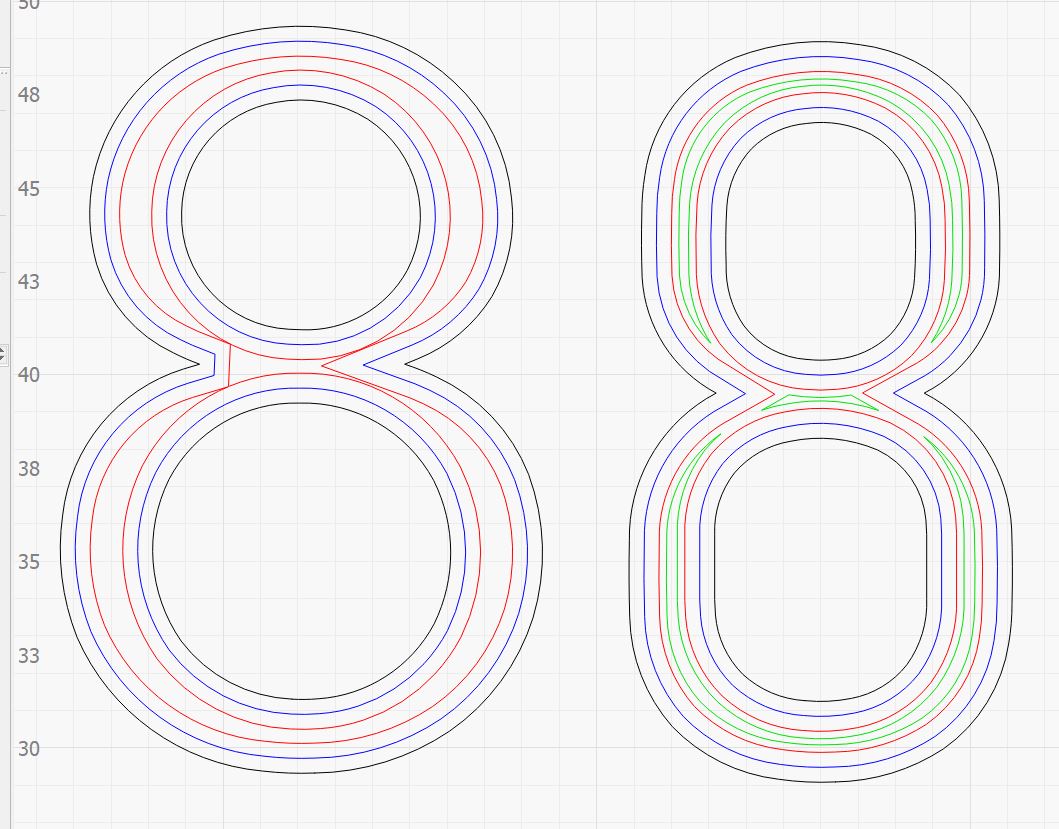
I can create text and then create an inside offset copy that is a tiny bit smaller inwards. Repeat this in steps getting progressively smaller and smaller. Basically create a ‘terraced’ engraving like an upside down Inca pyramid. Its labor intensive to do all this work. I’ll need to find a consistent stroke width font. Note: some fonts create errors (like the ‘8’ in the Ariel font.)
This would be simpler if I could find a line font and just offset outwards. That would work w/ any line art too.
3D Sliced Engraving (Image)
I could use cad to create a stamp w/ drafted sides and then export this into a grayscale image based on height. Could then use image 3D engraving in lightburn to basically convert it back into a height map. Sort of a roundabout way to do it but at least I could see a preview of what it would look like and the process is automated in that I don’t have to do all the ramping myself.
Thoughts? 1 would be simplest but it appears to be buggy and no preview. 3 seems to give guaranteed results, with preview, but takes some extra external software steps.
Lets see if I can post a pic. This is the problem with approach #2. This is what happens trying to use ‘offset’ on an 8 in the Ariel font (the one on the left). Even if there is an artifact in that particular font (a tiny straight line?) it seems like a bug in LightBurn. The one on the right is a different font and it doesn’t have the problem.
If they’re so small an engraving bit can’t do it (3/16 max tapered to essentially zero), why worry about the ramp at all? At that scale, even positioning the repair would seem to require magnification and a micrometer cross slide.
How much of a character is being repaired? Would traditional tool steel graves or riffler files be suitable? I’m guessing not, if a rotary engraving bit can’t do it. How were the original markings created?
I can’t help but think a laser is the wrong tool for the job here.
Its not that the overall letters are always small, but the detail is. I have done them on the CNC mill with an engraving bit before but its SUPER fiddly. Yes, you have to align everything with magnification. The problems w/ the cnc mill:
I don’t have a spindle speeder. So I’m limited to how fast I can spin an engraving bit. I just have to cut slower, so more of an inconvenience than a show stopper.
slightly curved surfaces. If there is a verly slight arch to the work piece or its not super level, trying to engrave 0.2mm deep any Z error becomes really obvious.
The work is sometimes stamped and then hardened. I now get to repair it in its hardened condition. Pointy V-bits in carbide are ultra fragile.
First pass has to be basically perfect. There are no ‘test runs’ when removing material.
The laser seems more ideal because:
spindle speed not an issue
0.2mm out of flatness is well within the range of the lasers focal point and should still engrave evenly
Hardened materials just take longer to laser engrave. It simply takes time vs a near impossible task w/ a mill.
you can do a ‘trial pass’. I should be able to use a paint/dye/sharpie and do an initial pass with the laser turned way down. Sort of like engraving a business card. No metal removal. Can even ‘engrave’ the surrounding letters to check alignment. If its not quite aligned, apply more paint and try again. Once everything is ok, mask out the letters/area you don’t want to touch in software, turn laser up to max, and start removing metal.
The originals I typ worked on are stamped. Either hand stamps (alignment isn’t an issue) or roll marked. But the tool looks the same in both. Its V-shaped for strength. Let me take a picture of a typ hand stamp.
FWIW, We’ve also looked into doing electrochemical etching. But we have no way to make fine detailed masks. Applying them would be even MORE fiddly than lining a laser or cnc up. It has occured to us we could apply a resist, and use the laser to selectively remove it, just like a business card. Then etch. But with enough laser power, why not just keep going and engrave a V shaped groove? Skip the chemical step entirely.
Method #3 (3d photo engraving) is looking the most promising but my existing tools are letting me down. My Alibre license won’t do it. There is a bug w/ the draft if sides start to colide. If I upgrade VCarvePro to Aspire, I could V-cut a toolpath and export that as a .stl then do a boolean reverse of it. Looks like Fusion360 can do Vcarve for free though.
I know hand stamps very well. Spent MANY years in factory that stamped every part. Mostly solenoid driven impact stamps that were ganged in a holder. Those characters were about 1/8” tall. Just loading the individual character stamps in the holder was a pain. No idea how those stamps were manufactured. Maybe EDM?
I now understand your desire to explore laser. Makes sense in context.
Unfortunately, I don’t have a galvo, so I can’t help with specifics. I will be following with interest, though.
With a milling machine, if you move down to take off 0.10mm and move through the path, it will remove anything at or above the 0.10mm…
Conversely when scanned or engraved with a fiber, it will remove 0.10mm from everything… this will leave any dents or scratches, leaving the area only 0.10mm lower and with the same defects.
So what advantage would be gained?
A photo of your damaged part may help us help you.
@jkwilborn
Don’t have any pics off hand but can give examples.
An injection mold for aluminum or plastic. These are made out of very hardened steel. If an engineering change is made, or something chips, you have to weld it back up and reshape. If that is close to some fine detail you have to engrave it back in. You can anneal the whole darn thing, machine, the reharden but its a PITA. Small work is done by hand on the hard steel.
Damage repair
Image an old watch/clock that took a really hard knock at some point in its life creating a gouge. You can weld up the area, dress it down with files and then stones to be smooth, but may be missing some detail work now. This could be done by hand but I’m no hand engraver!
The other can be to ADD information like someones name, ‘in memory of’, etc and make it look like it was done by hand or old. A flat bottom laser or cnc mill engraving screams it was done in this century. Not looking to fake or counterfeit anything but cosmetics matter on some things.
Rust repair
Say an OLD firearm had rust damage. I’m all for leaving things like this original but some folks will have things like barrels polished and reblued. That invariably rounds some edges off and makes already shallow rollmarks even worse or disappear. Its obvious it was refinished anyway so you might as well correct the rollstamps to make it look pretty (that was the whole point in refinishing it right?) Say you have “NEWHAVEN CONN. U.S.A.” and is sort of fades to obscurity left to right. If you create the photo engraving file, carefully hand tracing a photo in cad, then applying a V-shape pattern to it all, you can then literally use photoshop to sort of fade out the good part of the existing engraving so it isn’t touched. Variably engrave: Don’t touch the good stuff, touch up the weak stuff, reengrave the stuff that is basically gone. Start light and keep adding passes where needed to go deeper. Artistry done w/ a mouse vs hand engraving. This is where faking condition gets a little sticky. IMO, It needs to have some other way to identify its no longer original. I wouldn’t do it if that was the intent.
I immediately thought “firearms” when I read the first post. Reinforced when you mentioned roll marks. That’s what inspired the hand graves and riffler files.
This can’t be done with a laser… it will remove from the existing layer of material following the height variations of the weld. So you are back to hand finishing …
Again, you will have to take the weld down by hand, the laser will take off only the surface area of the fix. The details will have to be added after the surface is hand finished.
All of these issues you bring up won’t be fixed by a laser.
Not looking to mill flat. I know exactly the different between laser and milling. The laser is the tool I want. I want to follow existing surface contours.
Yes, for weld repair you have to take the weld down first. I try as little hand work as possible so I mill or grind it as close as possible first w/ power tools. Then you use files and stones by hand to make it flush with the existing surface, THEN you engrave it. Just trying to move that last step from milling to laser. Trying to mill a slightly domed surface is a PITA. LinuxCNC has surface mapping which you can use to touchoff everywhere and basically ‘warp’ the engraving file to match but even that has limits. IME, deep engraving on a slightly irregular surface is easy. Its the stuff where you are barely touching the surface where a couple thou of material waviness makes it look like crap when using a mill. THATS where I think the laser will shine (haha!) following the surface.
I’ve already done these types of repairs. I have a couple mills, more lathes, still have a gantry router, and even my drill press weighs more than a ton. Smaller than big shops but well past hobbyist. Just want to make the detail work easier.
@jkwilborn
I don’t need material mapping w/ the laser. Thats the beauty of it! Say the material is out of flat 0.1mm. Using a V-bit engraving in the mill that is supposed to be 0.2mm deep looks like crap as the line width changes 50%! (depending on V angle.) Its very visible. Your eye can’t pick up things not being flat but it sure as heck is good at detecting edges that aren’t parallel. The laser focal point doesn’t change much at all in that same 0.1mm variation and I get consistent depths and line widths.
My test pieces w/ the laser have been w/ 1/4" square bar stock. Just throw it on the galvo table, line up the red aiming laser, and press start. Bam, perfect even depth on shallow work. I didn’t have to even get out a dial indicator to get the top perfectly level! That would have been 20+min of setup every time on the mill.
Getting things X/Y/theta aligned is just as fiddly on either but at least I don’t have to clamp things down as well on the laser. Trying to get a weird shaped object clamped down in the mill AND keeping it flat AND theta aligned is a pain.
I’m actually hoping to try moving/rotating the artwork in Lightburn vs moving the part for alignment. The CNC mill can do work offsets and rotations but there is no way to visualize the output. Its always nervous pressing the start button on that!