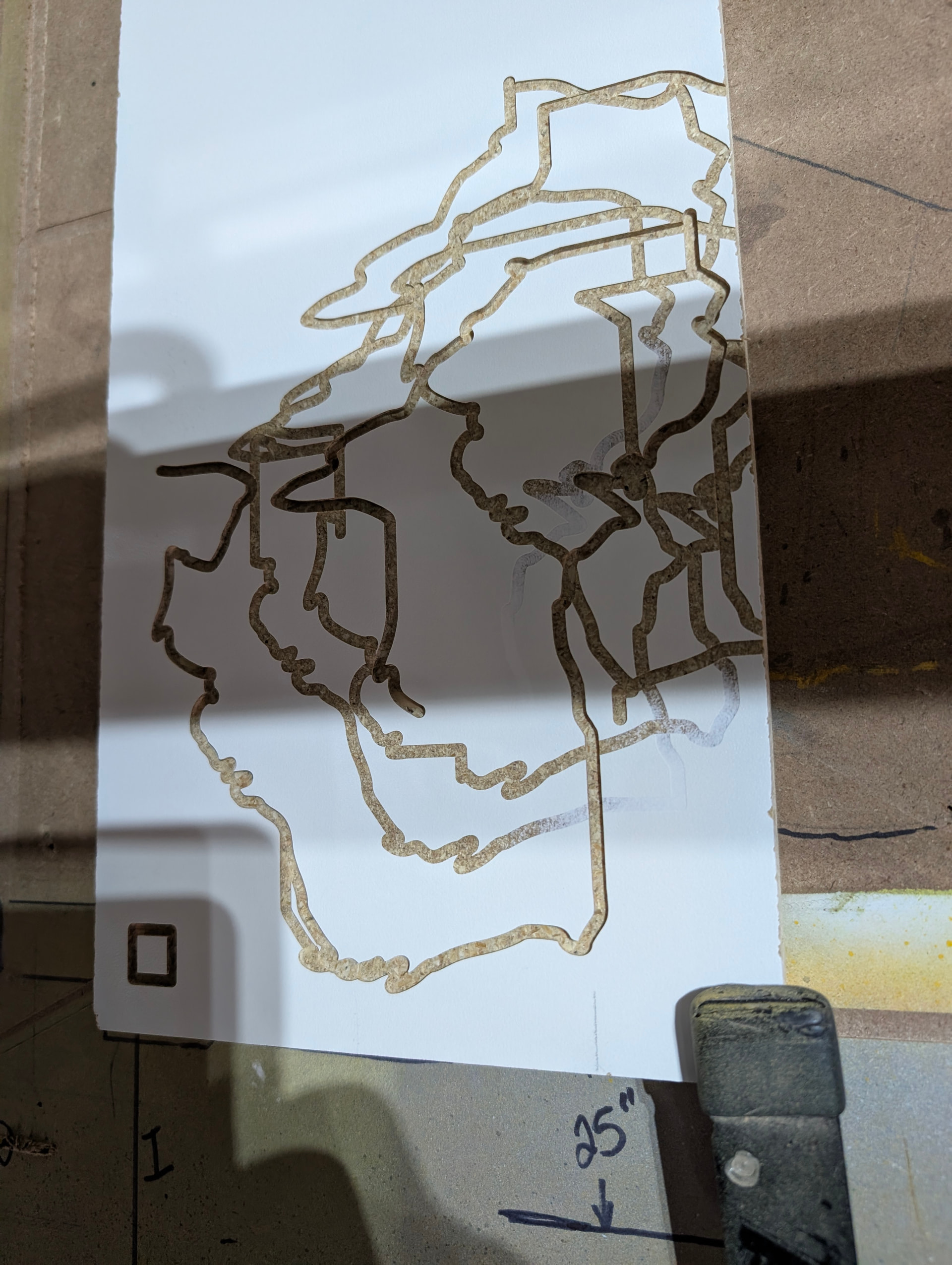
Tried to mill an outline of Australia, but the route kept going off the rails.
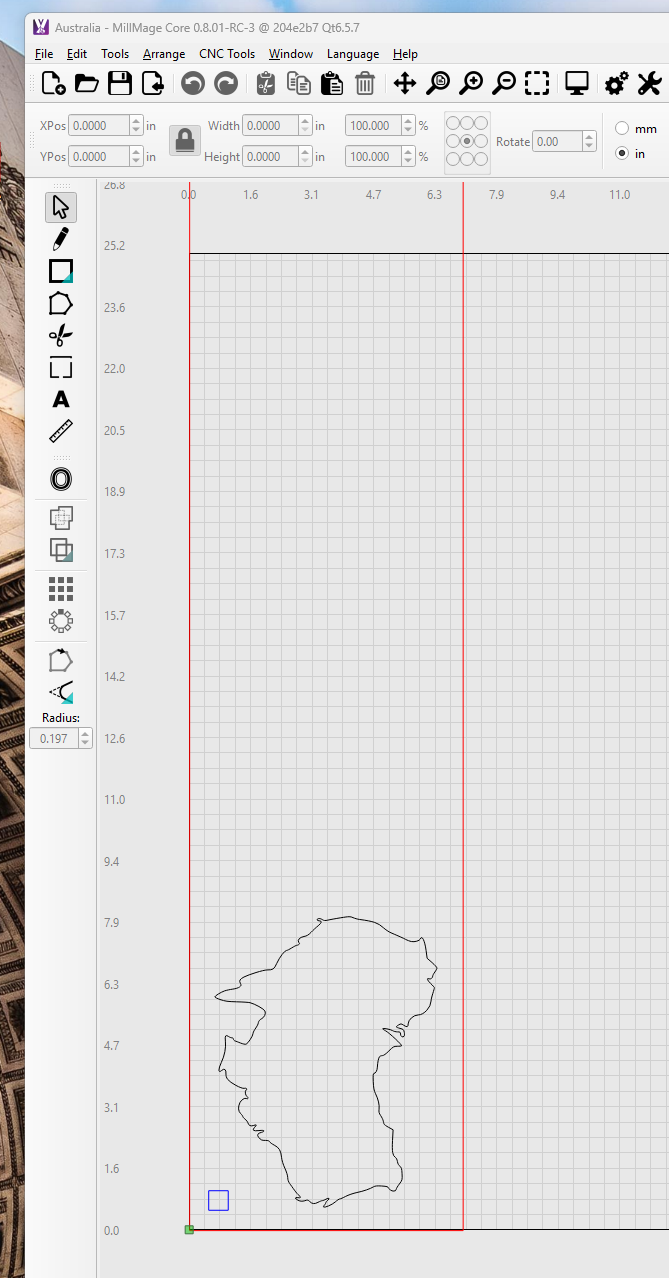
The “View” simulation showed the correct result.
Is this a controller error (buffer overflow maybe) or a GCode error or Comms error?
How can I correct this? Slow the feedrate down? Any suggestions are appreciated.
I am using a:
32 bit ESP32 GRBL expansion board MKS DLC32 control card
Is this the first time it went crazy and you have previously made good parts with MillMage? What version does it show at the upper left of MillMage (a screen snapshot would be ideal).
Can you upload the .mage design file so we can investigate?
Thanks for jumping in! I just now got back to this.
If the file @wanderingtruckie provided does not cut like his, or like you expected, then [1] reinstall MillMage (no need to uninstall first) or [2] flash the controller board, in that order.
thanks for the input. The material was a piece of scrap as I was verifying the operation initially. I am also a bit of a novice at this and am still getting a feeling for what numbers (rate etc) work best, and as such appreciated the feedback.
I will also try the latter version as suggested earlier. From your results, looks like it is all very feasible and promising.
I like the program and the simplicity it offers going from concept to machine (obviously a lot of complexity behind the scenes).
Thanks again for the help.