A friend once told me, “You seem to be turning every problem into a nail.”
I replied, “That’s just because my hammer is more fun than yours.”
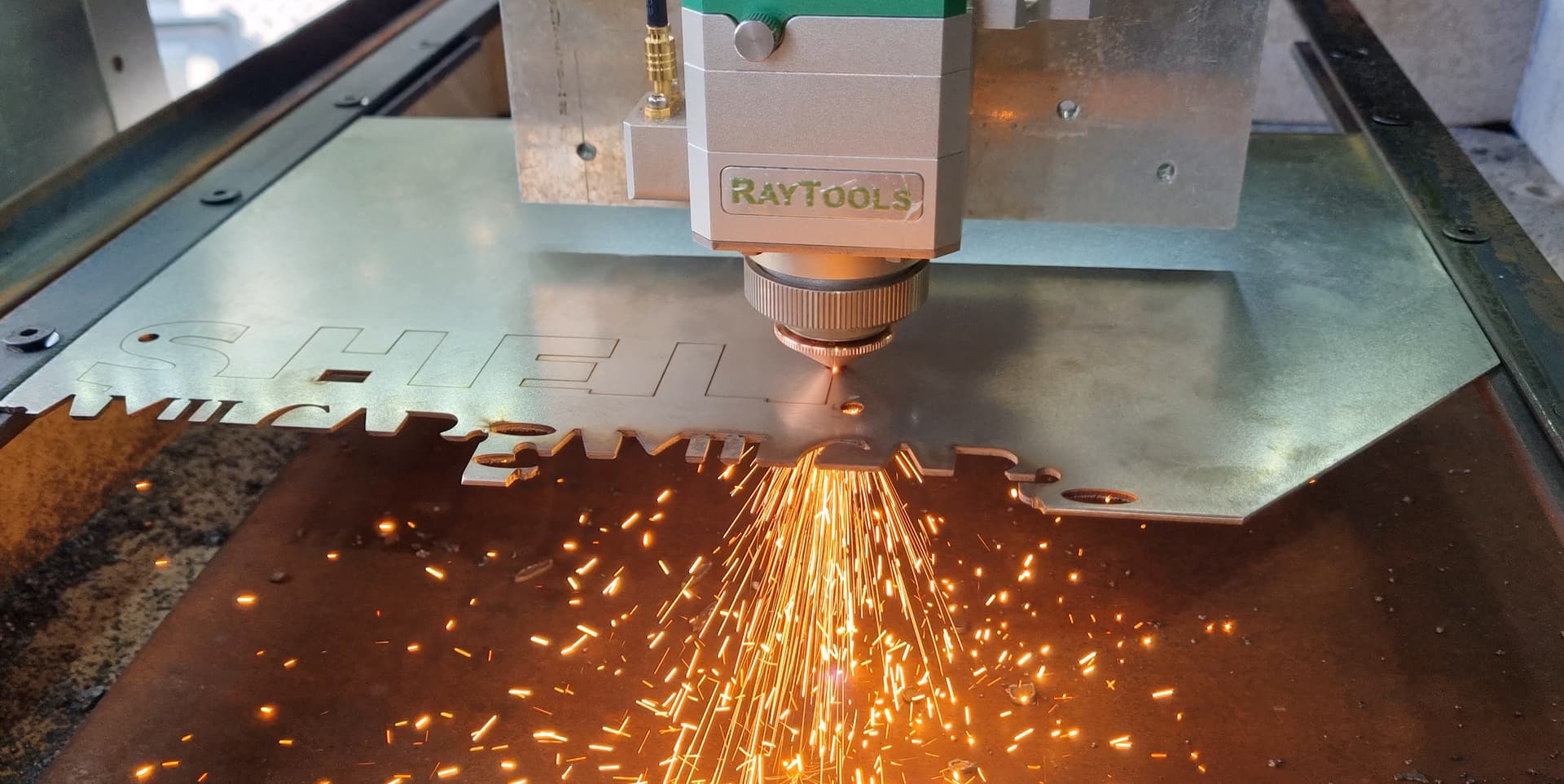
So allow me to introduce: the Photonic Hammer.

This post serves as both a warning and a bit of background for the many help requests that are about to flood in.
Some time ago, I realized the most effective tool in my workshop was the CO₂ laser. If only I weren’t limited to wood and plastic. Then I saw a YouTuber named Travis Mitchel demonstrate a homemade fiber laser that could cut metal. How hard could it be, right?
Cue many hours of web searching and a not-insignificant amount of money spent. That was the easy part. Now comes the real challenge: making it work and claiming the prize for “most watts hurled around by LightBurn.” There is a prize, isn’t there? 1500 watts should do it.
To answer the first burning question: how thick can it cut?
I’ve separated 16mm steel—that’s the listed max—but it’s not pretty. The thickest I’ve cut cleanly is 8mm, with a kerf around 0.3mm and almost no dross.
Second question: how much did it cost?
A real lot. $$ $$$.
I chose FluidNC as the control system—it has enough features to handle the quirks of a fiber laser. The biggest challenge ahead is multi-stage piercing for materials over 3mm, and active torch height control for anything that likes to warp mid-cut.
My plan? A custom-programmed microcontroller to handle all the things LightBurn was never meant to do.
Tf