I’ve had my Creality Falcon 22W for a couple of months, haven’t used it much, just trying to learn. Today when I tried to burn something, it made a horrible grinding noise trying to move the laser module.
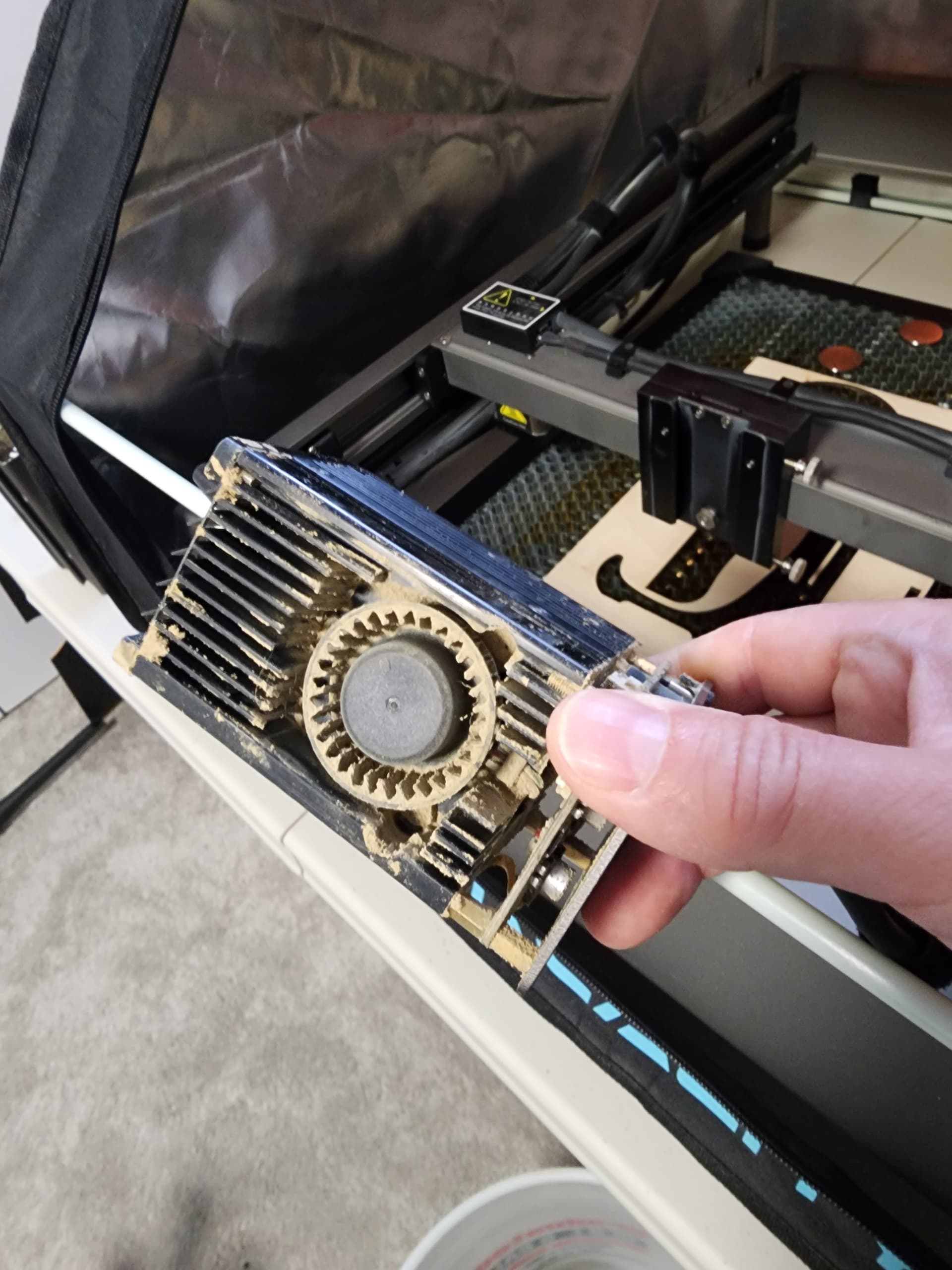
I opened up the laser module and noticed a LOT of dirt and dust. It’s all over the circuit, fan, everywhere. Is this normal?
How am I ever going to clean it? … the circuit boards seem not protected from the dust. How often am I supposed to clean it to avoid this excessive accumulation?
I’m not sure if the grinding noise had anything to do with the dirt. I tried cleaning the belts as much as I could.
The material you are burning has a lot to do with the dust created, too. I run a small shop vac drawing through a 4" hose. Cutting paint coated tumblers creates fat more dust than cutting acacia wood or card board.
I am on a dual 5w diode laser, so I can’t blast through material in one go. Even card board takes 3-5 pases to cut through.
Do you have the cutting grid supported off the surface? Air won’t move it there is no free passage.
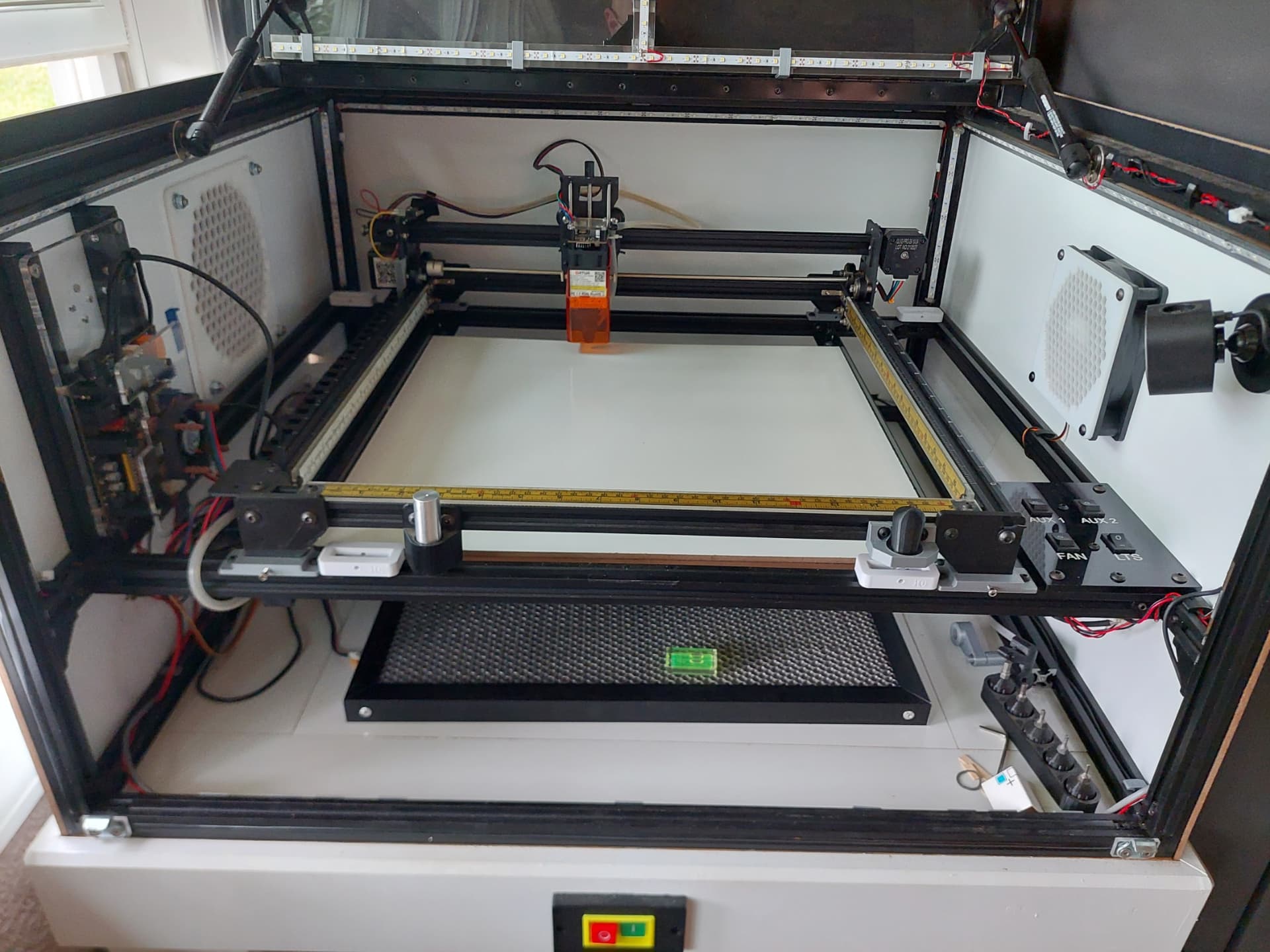
On my enclosure I’ve got a low CFM fan (on the right) blowing air across the work bed and a 300 CFM inline exhaust fan pulling air out. I’m lucky in that my enclosure is right up next to the window. I’ve replaced every OEM fan on every laser I have with something larger, either in diameter or CFM, especially the one inside the house. Bigger*, within reason, is generally better.
Sorry for not being clear, does the honeycomb allow for air to flow underneath? You may try small spacers under the honeycomb, like thickness of a dime. The more air flow equals less crap left behind.
A blast of air into the laser head will help clear the crap out AND bonus will help keep the diode cool. After you air blast clean, take a minute to clean your laser lense with a dab of isopropyl alcohol.
I assumed honeycomb to be the greatest things since slice bread, or at least that’s what I though … however if you look at how the airflow within the machine is working, you come to a very fast conclusion that it is actually the most effective way to disrupt the airflow.
For now, we’ll ignore the fact, it’s one of the major causes of fire along with other idiosyncrasies that are created by these beds.
I had mine less than a day when I realized it wasn’t ventilating the debris from the material like I imagined. Most of the air went around the material and down the holes in the honeycomb, pretty much avoiding the materials surface. Across the surface is where I needed and wanted it to flow.
Even with air assist, your air is going through a hole or slot that is only ~0.20mm, not much gets through the actual kerf sized cut.
I have a China Blue, the outlet has a relatively cheap fan in the vent, centered, behind and lower than my work bed. There is no designed intake. So I ended up disabling the lid safety and putting one inch spacers in to hold the lid up for intake air.
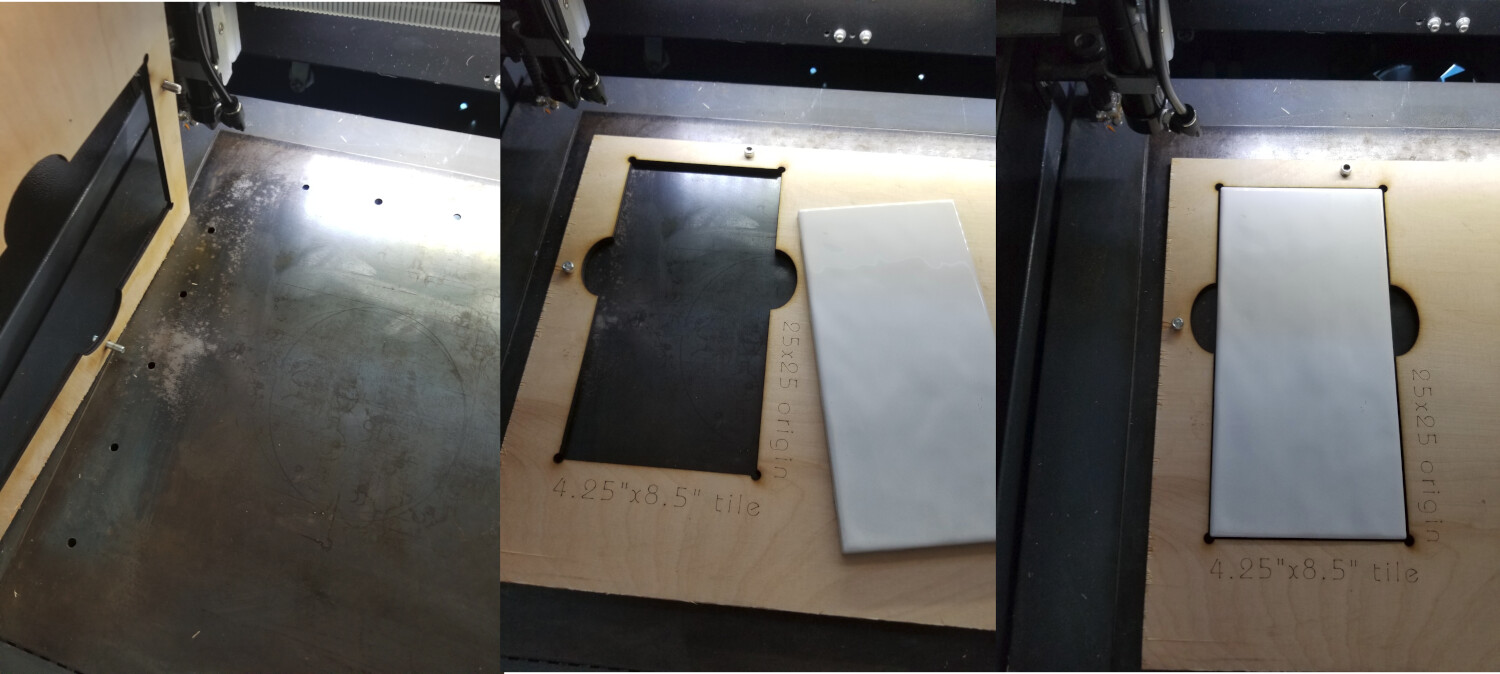
The honeycomb was replaced with rolled sheet steel, it was also magnetic, and allowed for holes to locate jigs. Went to the steel vendor, it cost me $12 total and included that cost of cutting it accurately enough to fit in the hole left by the honeycomb.
This is mine cutting 5mm subflooring, with the lid completely open. When cutting, it’s sitting 5mm above the steel plate and ventilation is working well, even with the junk factory fan and the lid completely open. Engraving, material flat on the steel bed works well with good airflow over the material.
It’s also set it up so the clean or intake air flows over what has been engraved, so as not to spread debris over an area that was newly engraved.
Multiple fans seem like a good idea … but I’d caution you to look at how it’s handled by propeller aircraft, either a multi engine or rotary wing (helicopter)… Multi engine aircraft feather the props on a failed engine because of tremendous drag of the propeller. Helicopters have a rotary wing, without the rotation, it drops like a rock…
If you have a 100cfm fan going in and a 300cfm fan going out, it’s likely you have a little more than 100cfm of air flow. Once the airflow exceeds the 100cfm, the fan becomes drag and a hindrance to the airflow instead of an asset.
Whatever works for you… this is what I’ve experienced and how my machine is setup.
To be fair, I don’t use honeycomb myself. I have some 3D printed standoffs that I use when I’m working on a through cut. Some three quarter inch acorn nuts work too.