Ran a first test of production cutting PETG film yesterday, 1hr test. (Cutting face shield visors).
At the moment inbuilt fan is not doing much to help with extraction, it takes forever until i can get the lid open.
Current situation is as follows - my machine has inbuilt fan (50W, 150mm), which is pulling air to 1m long 150mm duct, which is reduced/connected to about 15m of 100mm rigid pipe to exhaust outside where another fan (300W impeller) sucks on the exhaust. Without suckage from that fan, the inbuilt one doesnt do much at all.
Problem is, we are in production at the moment (or starting monday anyway), where cut process is about 10sec and then i need to open lid, replace sheet, cut again in as fast a succession as i can. Now i cant as i will drown in PETG smoke/particulates.
I’m planning on wrapping machine in duct tape to close off any gaps in panels, leaving only air inlet under the lid and some for cooling electronics cabinet.
We also have bigger dust extractor on wheels thats connected to big CNC router machine (3x2m celtek 8kw spindle) which we’ll probably pipe in at the end to suck on the pipe from afar (noisy). The extractor specs state 2500 cubic metres of air extraction (per hour?).
Filtration is not in question now, as we work in absolutely desolate place with workshop gate wide open and pipe end sticking out…
How much airflow would you think i would need to have for quick lid opening action ?
Also, probably critical to leave air inlet at business end of tube to prevent smoke settling on output window …
Any thoughts on how to proceed for better turnaround time ?
Looks like your machine takes air from the room and pushes it out of the vent tube. (Mine takes air from outside via an inlet duct to the base of the machine). I assume your room has somewhere air can get in? If the room is sealed too well it will be struggling.
If the cutting area isn’t exhausting air at the rate you would expect, it’s possible to have insufficient air intake to the machine. Duct tape and other sealants would likely exacerbate the problem.
Consider to lift the lid a small amount to allow more intake air. If this improves the cycle time, you’ve found part of the answer.
You are starting with a 6" exhaust and immediately dropping it to 4"? Trying to suck air through almost 50’ of 4" pipe isn’t going to be very fast.
If you can, move the machine to where the exhaust is pointing outside and tie the extractor as close as you can to the machine without any extra pipe/hose and see if it moves enough for you.
If not, you need a bigger extractor.
If so, go from 4" to 6" or 4" to 8" as close as you can to the machine and bring it all the way out that way. You may still need a bigger extractor, but if it came with the machine it’s more likely just your piping.
You could also be using too much power/not enough speed for cutting.
Machine has 6" port out the back, with fan mounted in it. Fan can be removed.
As for piping, we’re using 1.5m of 6" that came with the machine, 4" after that (~4-5m), and then some 4" sewage pipe to bring it outside.
Everything is closed now so we cant get any 6" ducting. We will figure something as time goes, this job is short notice and we just jerry-rig all the things.
Cant really move at this point, as its covered in workbenches/other stuff. Plus whats the point if we dont have any more 6" ducting anyway. Cant point my machine back to door as the huge 300kg roll of plastic is at the back, and we’ve no forklift
Oh my. 15 meters? Well that’s sure a long run of small pipe. You’re sucking air through a straw. The first thing you need to do is go to at least 6" or even 8" or larger if possible for that. 4" is WAY to small for that length of run. Cripes, that’s almost 50 feet.
I’m an idiot and i appologise. The whole pipe combo is about 15m. Probably less, but still, sucking thwough the straw is no good. I’ll make a photo tomorrow of the setup.
But i agree, i definitely need to source some 6" pipe/ducting ASAP.
At the moment i think i’ll throw a roll of duct tape at the machine in the morning, before i start working. See how that goes.
Elaborate on that please.
I do understand air/dust explosivity thing (if thats what you are implying), thats why extractor will be disconnected from shop ducting and clean(new/empty) bag will be used.
I wouldn’t mix the two. The fume extraction for the laser ideally should have no combustible materials (although I will admit I’m using some amazing 6” flexible hose that came with some CNC Routers to connect up to my laser).
But on the business side of the dust extractor, it’s not just the saw dust I was concerned with as being a slow smoldering surprise of a mid night shop fire. I am also picturing the air filter, bag, etc as being flammable.
All it takes is one hot spark or ember to sucked up. Maybe it will work out. It does seem like a lot of work to have to disconnect and clean out the dust collector to switch over.
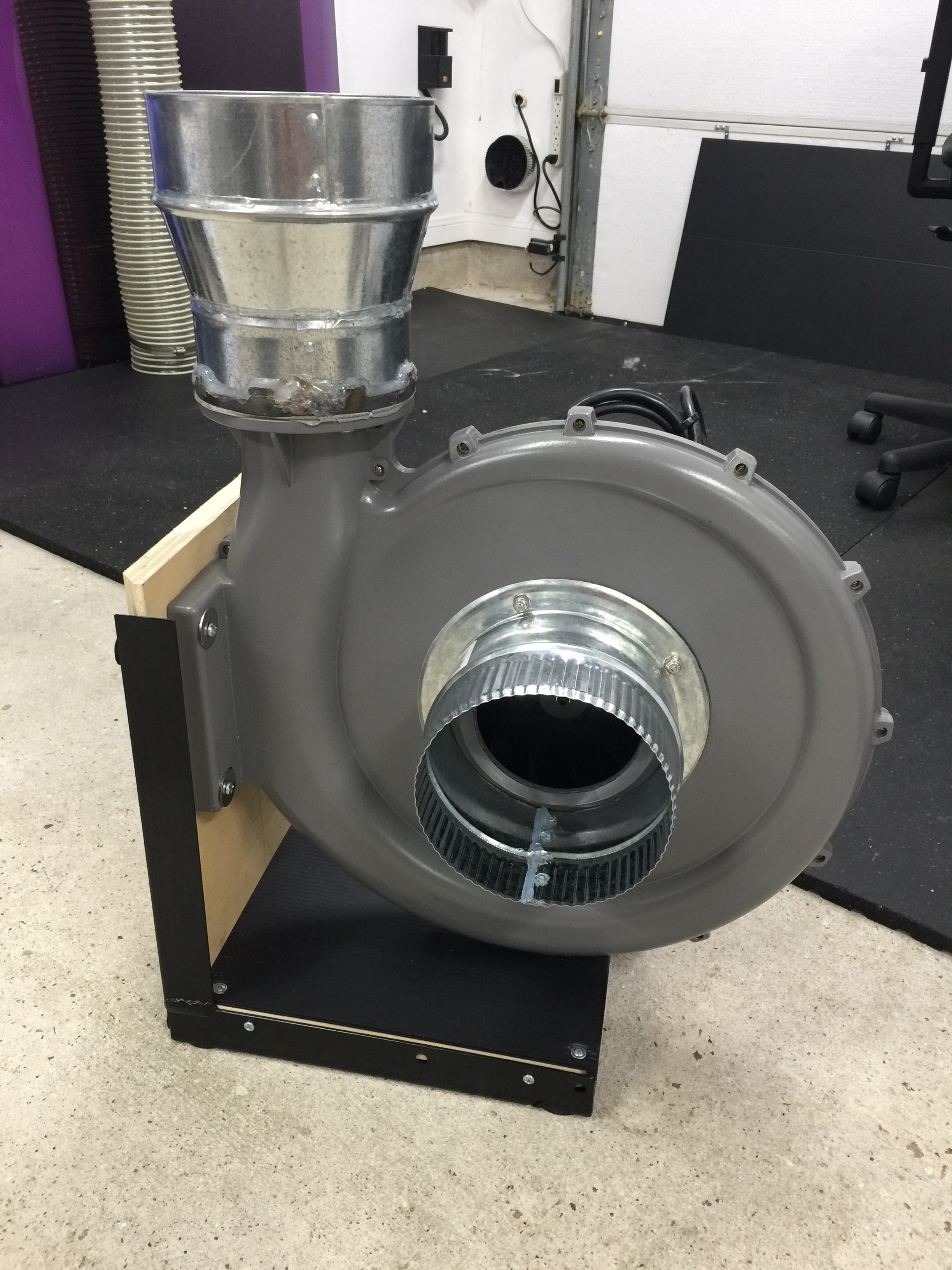
Have a look for a used Spin Master bounce house blower. These are actually very heavy duty industrial blowers with top notch motors.
I have one I picked up for $30 and cleaned up. It’s a spare extractor for me (if mine ever goes out) but I’ve used it for other things for now.
Yeah, i feel you. Its only at this particular time i’m scrambling to find solutions available on hand. Job is short notice, hardware shops are closed, ordering online anything takes time.
And you wouldnt believe, but i HAD an old big extractor just a MONTH ago, and sold it cheap as it wasnt being used (sat in a shed for 5 years taking space). Biggest facepalm from me last saturday.
Question - is it better to blow air from the machine (close connection) or suck it from afar at the end of the pipe ? Does it make any difference ?
Remove the inner fan. It’s just getting in the way.
When running jobs keep the lid cracked so air can be pulled through (if it doesn’t have vent holes). Mine has to be cracked a good couple inches for best smoke extraction. On big jobs I keep the extraction fan running when removing cuts and adding new material.
I let the extraction run for 10 seconds after cutting ends and that’s enough to clear everything. There’s a lingering odour from the hot material, but nothing too offensive.
Don’t get too hung up about inadequate ducting. My ducting is severely compromised – >90 degree bends, restriction to 3" going through the wall, 30’ of 4" corrugated pipe – yet it clears fumes fine. I even have the extraction speed controller at 3/4 power.
 Effectively i’m cutting outside…
Effectively i’m cutting outside…