Hi there,
So I have a gcode file when I run it the m3 is followed with a S “xx” and the laser turns on and burns the fill. But when it then goes to do the line portion of the fill and line after an M3 there is no S “xx” to turn the laser back on.
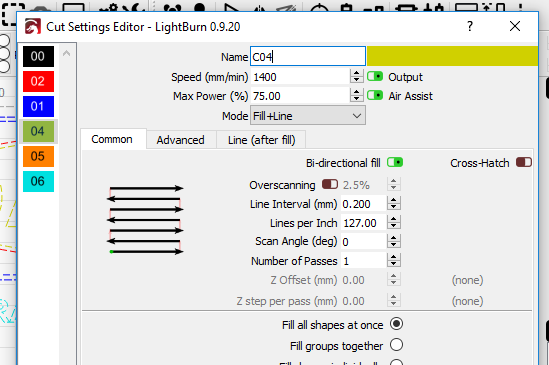
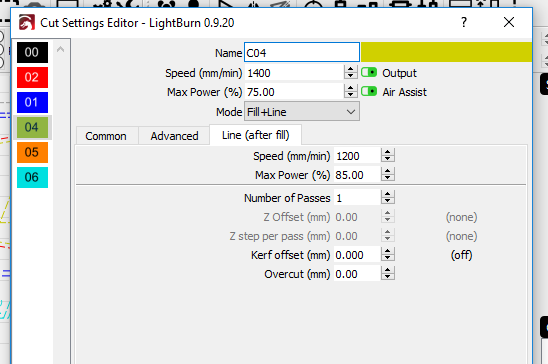
This only happens with the fill and line setup if I do fills only it works, if I do lines only it works. I have some screen shots of the settings for the fill and line options and I’ll attach the Gcode. In the Gcode if you look at lines 3779,3911,3926,3956,4015,4023,4034,4075,4116,4352 (good),5599,5924,5999 (good) Lines are run at 1200mm/minute fill is 1400mm/minute. Also is the lightburn file attached to look at.
if you want to look at the code in note pad just do a search for the M3
Hi yes I was thinking the same thing as a work around, but it would be best if I could figure out why lightburn is not creating the gcode with the s and power % after some of the M3 commands.
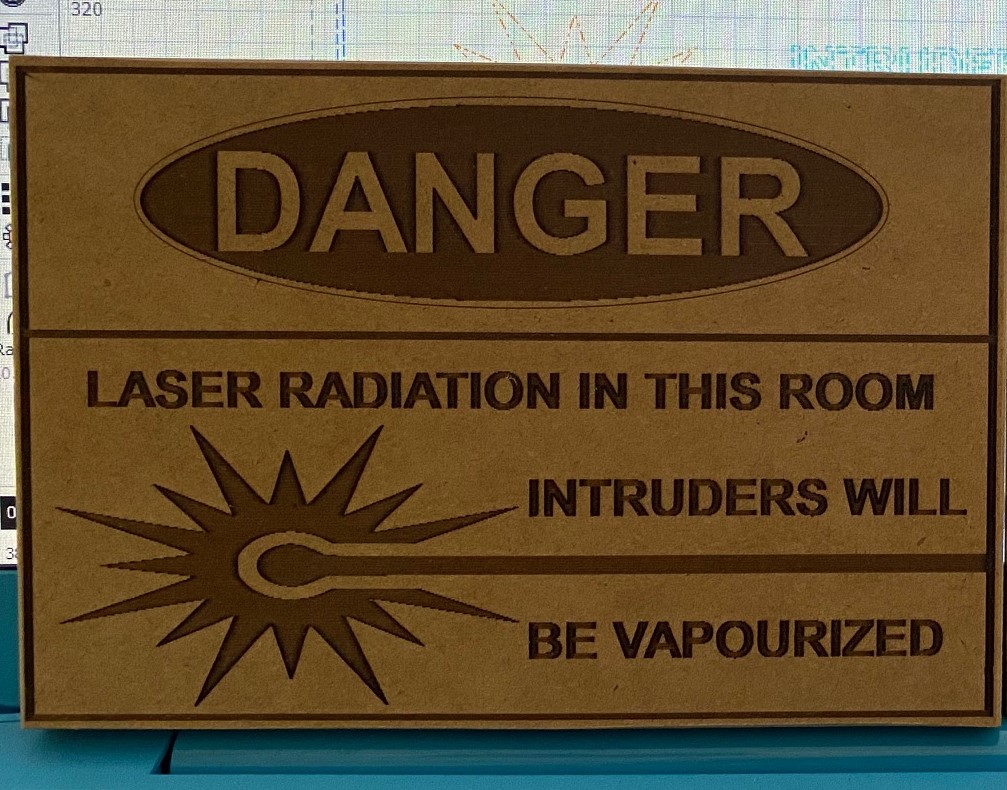
this is the item I’m working on the first operation is the frame around the edges that’s fine, then it does the fill around the “danger” it then starts to burn around the danger letter then M5 relocates M3 but no laser on command for the rest of the danger letters or the outside line of the oval.
Then it move to the laser beam image and fills it. then M5 relocates to the edge of the image. M3 but doesn’t turn on the laser…
I did as you did and generated a one layer Yellow and here is the code. The problem start at the third M3 command same problem for the forth one the fifth M3 is ok……
I highlight the lines with ------- to show you. This is just a snippet of the code. Below that is the entire new single layer yellow code is attached.
If the S value is the same as it was before, there’s no need to re-emit it - the state of the S parameter is persistent (or, it’s supposed to be) - what type of controller are you running the GCode on? Is it actually GRBL, or something else?
Hello,
Thanks so much for your help Oz!
OK I have seen the light!!
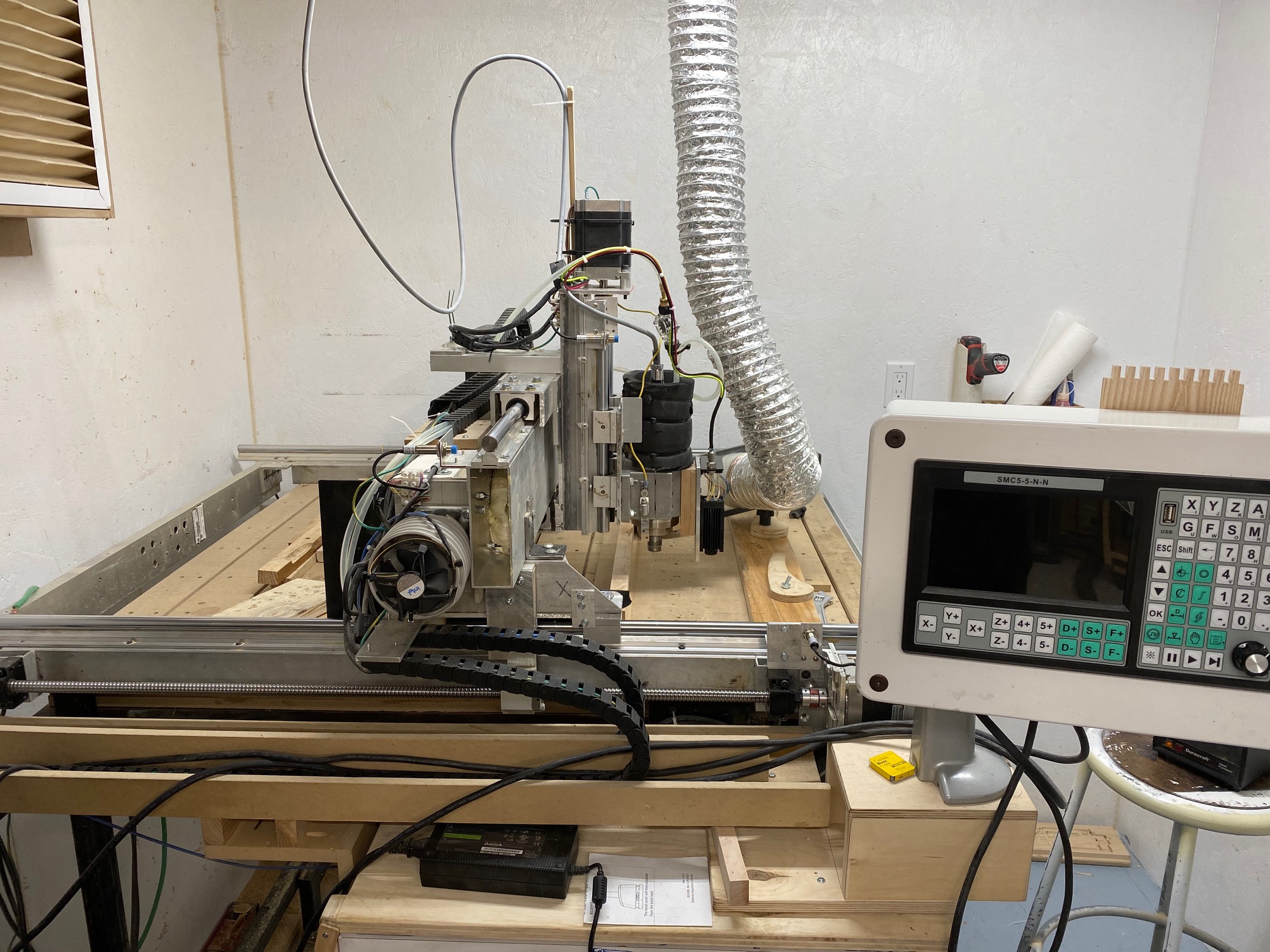
My setup is completely DIY the table I made myself. Purchased all the parts and materials… installed and wired everything from scratch…
So it’s all my fault. My solid state relay that powers on the Laser M3 doesn’t do DC voltage on the output, so wasn’t energizing the laser. So I have temporarily bypassed the relay until I get a DC out put one. The laser and fan gets it power as soon as I power up the controller. Then fires once there is a S value. So what mister talented did was I edited the Gcode to include a S0 after every M5, to turn the fire off while the laser is crossing white space to its next location. I made the mistake of assuming that the lightburn program would automatically put S values in after every M3 call (other software program’s Gcode add a S value after the M3). I’ll add S values to the code after an M3 to get it to fire. I get the new relay from Amazon in two days.
My controller is a standalone SMC5-5-N-N CNC router table controller, that uses Gcode .tap, .gc., .nc . The table is 4 foot X 4 foot.
The controller does not connect to a PC. I put the finished Gcode on a memory stick and then put the memory stick into the controller.
LightBurn is used on a lot of hardware that has limited bandwidth, so I try to make the GCode as compact as possible by eliminating unneeded commands. That extra S0 would do it.

 was I edited the Gcode to include a S0 after every M5, to turn the fire off while the laser is crossing white space to its next location. I made the mistake of assuming that the lightburn program would automatically put S values in after every M3 call (other software program’s Gcode add a S value after the M3). I’ll add S values to the code after an M3 to get it to fire. I get the new relay from Amazon in two days.
was I edited the Gcode to include a S0 after every M5, to turn the fire off while the laser is crossing white space to its next location. I made the mistake of assuming that the lightburn program would automatically put S values in after every M3 call (other software program’s Gcode add a S value after the M3). I’ll add S values to the code after an M3 to get it to fire. I get the new relay from Amazon in two days.