If it’s working , it’s working, however, you are masking the problem, rather than solving it.
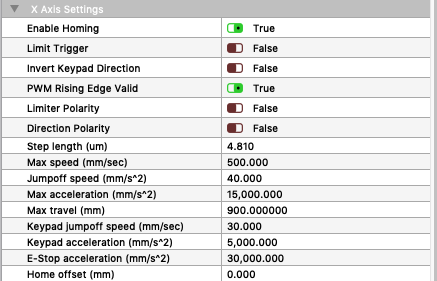
When you get a chance to look at the actual values in the controller, they will be helpful.
I’ve been looking back at notes, and trying to remember from ‘bad’ machines, but I cant recall seeing a 5% offset error, so a bit lost, right now, at a solution.
My normal process would be:
Get the cnc components working spot on - steps/mm, power (to steppers - enough current at the right voltage), belt/shaft the correct tension/grub screws snug, check for clean y-axis shaft and x-axis rail, clean and lube if necessary, all electrical and electronic components properly grounded - just an FYI, the cause of most intermittent issues is poor grounding - the chassis properly grounded through the earth pin on the power cable, not the ground pin on the back of the unit.
But, yours isn’t intermittent, it’s repeatable, which leads to the next step - check controller config against a known-good config.
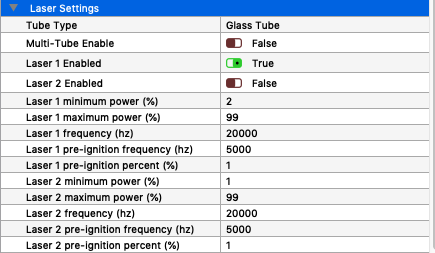
After that, it’s the laser PSU and tube - physical integration, especially the HT line from the PSU to the laser anode (great mnemonic - Don’t PANIC - Positive is Anode, Negative is Cathode) and a solid ground from the cathode to the chassis. There’s very little you can do with laser timing - it goes from pre-ignition to ignition in milliseconds. The most obvious areas to look at are the connections and the power-supply itself. Usually when it’s breaking down, you get power when you don’t want it, rather than it being slow to ramp up.
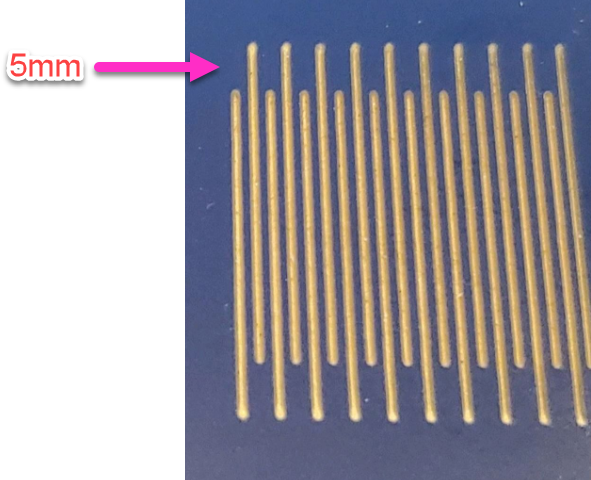
And 'slow is relative: Doing some back-of-the-fag-packet calculations, 200mm/s is covering 2.5mm in 0.0125 seconds, so one-and-a-quarter hundredths of a second. Paltry for a device with a 20,000Hz switching interval - 0.00005 of a second.
As it’s consistent, and cutting is working fine, I would discount (at least for now) a power supply issue. If you have or can get hold of a laser power meter, you can confirm that the power supply is in spec.
So, scanning vs cutting problems, in my experience, are always mechanical in nature. You may not see it, because all the object points are offset in the same direction. It’s as obvious as bulldog balls with a bidirectional scan.
The way to prove that is to:
- set your origin
- hit ‘pulse’ to set a datum point at origin
- move the head to machine home (not origin)
- then start a fast (>300mm/s - ideally at the highest speed your machine can handle) repeating job that has it’s first cut at the origin - so a square is ideal as the corner should be right at origin
- Let the job finish and then hit ‘pulse’ again.
You should only have a single point from the pulse. If you have two, or the start of the job is offset from the origin point (there’s a divergence from the start of the square from the pulse point) you have a mechanical issue.
Further pulse points can be used to refine - so:
- Set LB’s ‘Move’ panel speed really low - 50mm/20mm/sec.
- Create a job that replicates 4 100mm squares,
- set origin
- pulse
- using the move panel, move the head +400mm in X
- pulse again
- move +100 in Y and pulse again
- then move -400 in X and pulse again.
Only use the ‘move’ panel, not the machine panel, as any movements there will a) have you hunting to move 400mm and b) moves at the machines framing speed.
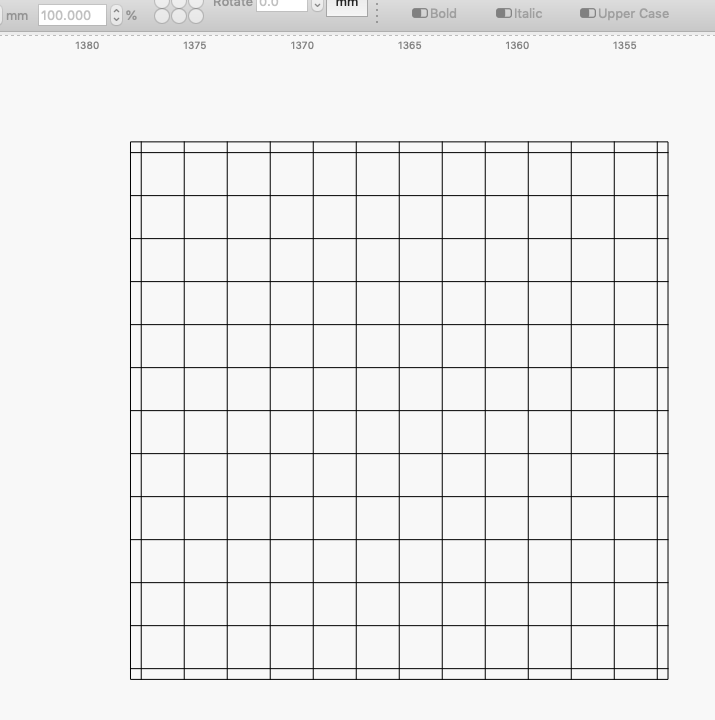
You now have a matrix of 4 pulse dots that should mirror the corner extents of your 4 100x100 squares.
In LB ‘Laser’ panel settings, turn off ‘optimise cut path’, make sure ‘use selection origin’ is set, then move the head to 0,0 and send the job. (The reason I move the head to machine zero is so it has to move to get to the origin before the job starts/ The reason to turn off optimisation is that you want all four squares to cut, not have collinear lines missed through optimisation).
Check the output - you shouldn’t see the pulse dots as separate from the line - the line should run through the middle of the dots. anything other than perfect alignment of the lines and pulse dots indicates a mechanical issue.