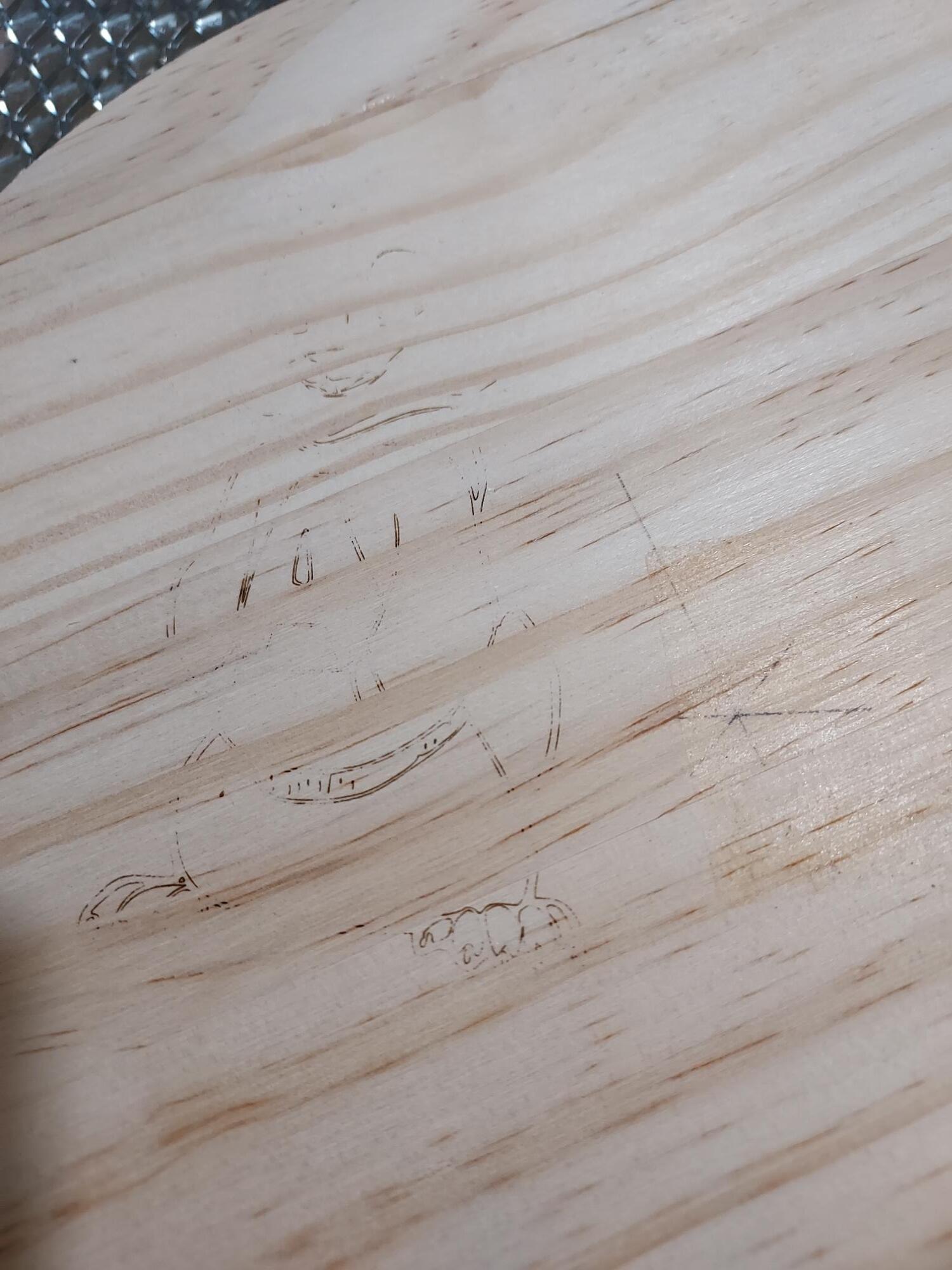
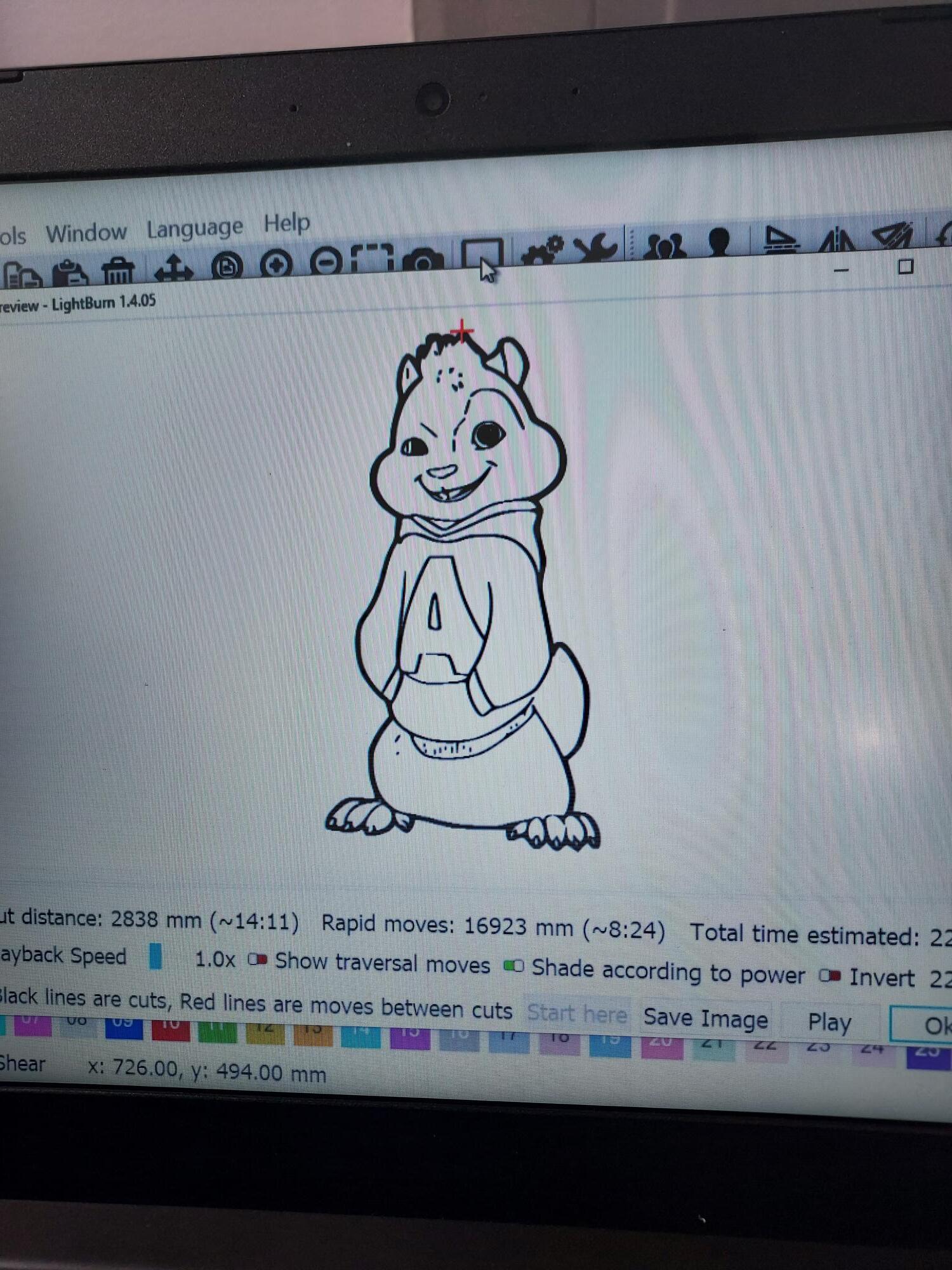
I am a total NOOB with lasers and have don no testing as of yet, but felt I should have gotten better results than the above. Please let me know what I can do for better results.
It looks like you tried running this a Line operation. You’d likely do better running this in Fill mode with horizontal scanning.
You need to get very intimate with how your laser behaves with different materials. Run a material test and get familiar with how different speeds/powers affect the material differently. Then use that knowledge to run another test. Rinse and repeat.
Again this is 200mm/sec at 100% power.
From here what should I use for testing material settings as a 4.2 laser?
Min/Max Speed?
Min/Max Power?
How many Columns and Rows?
I’m looking for a starting point, As I said I am a complete NOOB where lasers are concerned.
In general I’d suggest not running your laser at 100% power as it may shorten the life of the laser. For a material test it may be work including it.
Since you already have a notion that 200 mm/s at 100% power is too low for this type of engraving on this material I’d suggest using 200 mm/s as the upper end of speed for your tests. Go down to at least 100 mm/s with power ranges down to 50%. Once you see how that performs you could go even slower at lower ranges of power if you’re not satisfied with what you get otherwise. Much of this is trial and error.
Repeating this over time will give you a feel for how your laser performs.
Try a more homogenous type or cut of wood. Whatever that is (white oak?), the denser (I suspect) growth rings aren’t playing nice with your laser. You might try dropping the speed by half, but I suspect that will adversely the affect the softer areas.
People seem to have pretty good luck with plainsawn or peeled veneer cherry and maple. Basswood is the defacto cheap training wood. Pine ply is probably decent, too, but I haven’t tried.
I spoke with the gentleman who sold me the laser and he asked about a couple settings, one regarding running laser at full power capability. I look to test it out later this afternoon.