Are those generally due to misalignment or a reflection off the tube (it seems to be firing straight down the tube but…?) Or some other setting or issue that I’m not aware of?
I’ll assume that these marks are definitely not in the design, correct?
There was a recent post about deviant burn marks and Oz pointed out that there are conditions caused by electrical noise that can cause the laser to fire unexpectedly. This might be applying to you.
See this post and see if it sounds like what you’re seeing:
Hi,
Thanks for your response. And, no, the marks aren’t part of a design:)
The issue is in regard to cutting, not engraving. Actually, the engrave I did at the same time looked pretty good.
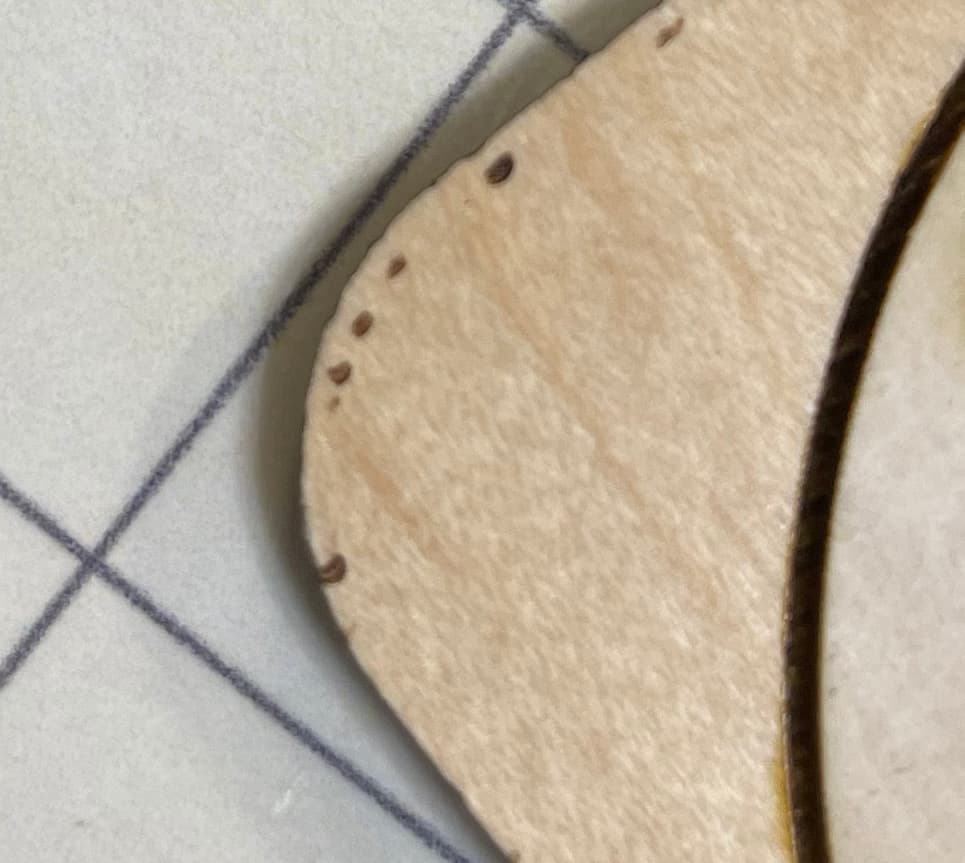
But I’m getting these little stray flecks around the cut edges.
For some pieces, I might be able to just sand them off but with prefinished plywood, no. And I’ve used this material previously without the issue.
But several things have happened since. My laser seemed to go out of alignment. I decided this was the time to finally install the Z motor and autofocus, which I did and now have working. The autofocus is setting the focus to the same spot I would have previously manually focused.
I then realigned the laser and mostly have things working except for these flecks.
It appears to me that the laser beam is coming out the center of the cone. If I put tape there it’s at or very close to center without any of the signs that it’s hitting the cone (which I’ve seen before).
But my intuition says that these seem like there’s something reflecting in there and casting these stray marks onto the surface of the material.
I’ve used a level to try to make sure my laser head is straight then aligned mirror 3 again. Still the flecks. Looks like maybe I have yet more aligning to do
Cheryl
So the specks always follow the contours of the cut lines? That does seem to imply an issue with beam alignment.
However, if this was purely an alignment problem I would think that you’d have a similar issue with engraving. I would think you’d have similar specks along the lines of travel for the engraving.
Is it possible there’s a threshold of power at which the specks start showing up?
I’m not sure; I can check later when I can get back to the laser. But this is at 55% power 10 speed and happens with files (at least the couple of small files and basic shapes) I’ve been able to test so far since installing the autofocus and z table and trying to realign the mirrors. But the issue was starting before I did that, come to think of it, which is why I decided to pull through and finally install that autofocus now as I figured I’d have to end up doing another alignment afterward, anyway.
Thanks
Thanks
IMHO, something like the lens is loose… KISS is always best.
If everything is aligned then it isn’t hitting something ‘now and then’ and only when cutting.
You seem on top of this, but I’d like to point out that to check the simple probable causes first. You working on it, generally things loosen up or don’t get snugged properly.
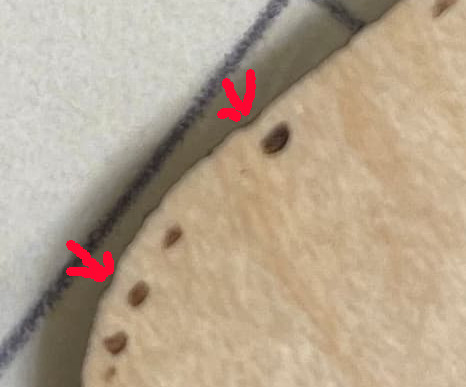
The reasoning is that it is not a consistent ‘mark’. Also notice that the actual ‘cut’ is not really ‘smooth’ around the edge and you can see a variation at each point I see the ‘marks’…
I marked a couple, but there are many…
Unless these variations are in your artwork, I wonder.
If you wipe the cut edge of the wood with a paper towel, do you get much soot? Just wondering about the speed/power you’re running…
Hi,
I went back early this morning and started at the lens tube. I cleaned everything and redid alignment. The holes in the test tape had been lining up previously, though never on center since I got this machine. I moved mirror mounts so that they were. I then took the nozzle off and made sure that the beam was coming down the tube. Once I put the lens on it seemed a bit off center when I stuck some test tape on the end of the nozzle, Then I made some minor adjustments and readjustments as I ran the little test file that came with the machine. I also cleaned everything again, including the nozzle. So far it looks better to me but I haven’t yet got to running one of my own, larger, files to see how it compares. I’m not sure what the test file on the machine was set at, but on my 100W laser I was generally running 10 speed and 55% power for this 1/4 maple plywood previously and that’s where I had it set for the cut in the picture.
Thanks – I think I’m getting there again Cheryl
Sometimes it takes a bunch of fiddling around, so hang in there.
Here is a tool from Russ Sadler for checking the nozzle. A single piece of tape over the end and it will center on the end of the nozzle and you can see exactly where it hit. You have four shots…
OK, I’ve been sticking tape on the end of the nozzle to make sure the beam’s aligned. I thought your suggestion for tape had something to do with the Lightburn “beam checker” file you posted.
Cheryl
Makes sense. Is this better than just sticking tape to the nozzle of the laser and making it conform to the edges so I can see where the hole is? That’s what I’ve been doing up until now as I haven’t been pulsing the laser without the door closed. I’ll give it a shot tomorrow.
Thank you again!
If you ‘fiddle’ much in the machine you pretty much have to disable the door protection. That was turned off on mine the day I powered it on.
I’ve also found that the best airflow occurs with the front door open about 1", which means it won’t run with the door protection enabled.
I wear glasses, so they are protective, albeit no side protection.
The most precious safety item is the knowledge of how the machine works and what is dangerous and what isn’t. Knowledge and common sense is your best form of protection. As you go you will learn more and more… Mine runs open pretty much most of the time. I just sit and keep an eye on it…
Just FYI I tried the little tool file for the laser nozzle.
I love it as a fun kind of thing but find that if it’s hand-held I can wiggle it around enough so that it doesn’t necessarily represent an accurate center. So I stacked it with some materials so I could get the nozzle on it without hitting the autofocus pen and found that (and I had adjusted it earlier holding the tool by hand) that it was dead-on center!
At the moment, the laser seems to be cutting and engraving better than it ever has and the flecks on the front of the material are gone – so far.
There are still some on the back but that may be a reflection off the honeycomb bed and I didn’t have any transfer tape on the back of the piece I was cutting.
The magnets hold the material above the plate, which is cold and condenses most of the material on it when I cut something. It generally wipes off without too much difficulty.
I’ve drilled holes in mine to align the jig I make for same size materials.
Take 15 minutes, put up with Russ’s humor and watch his video…


 Cheryl
Cheryl
