Hi all,
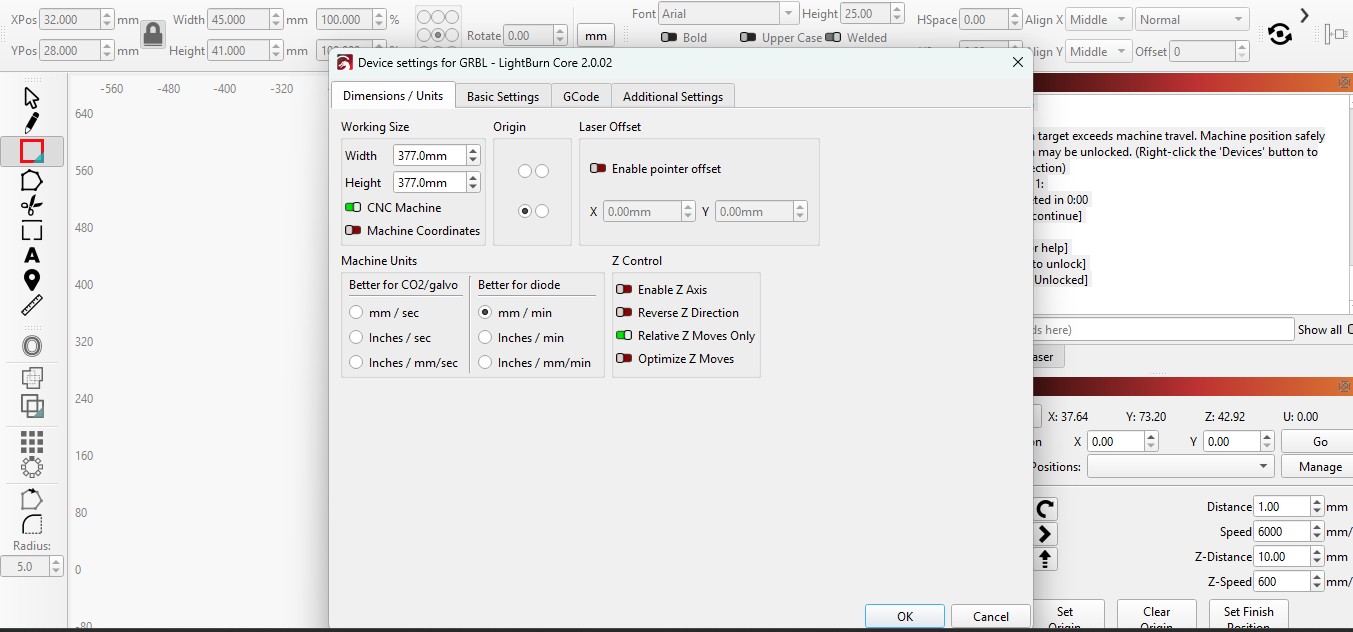
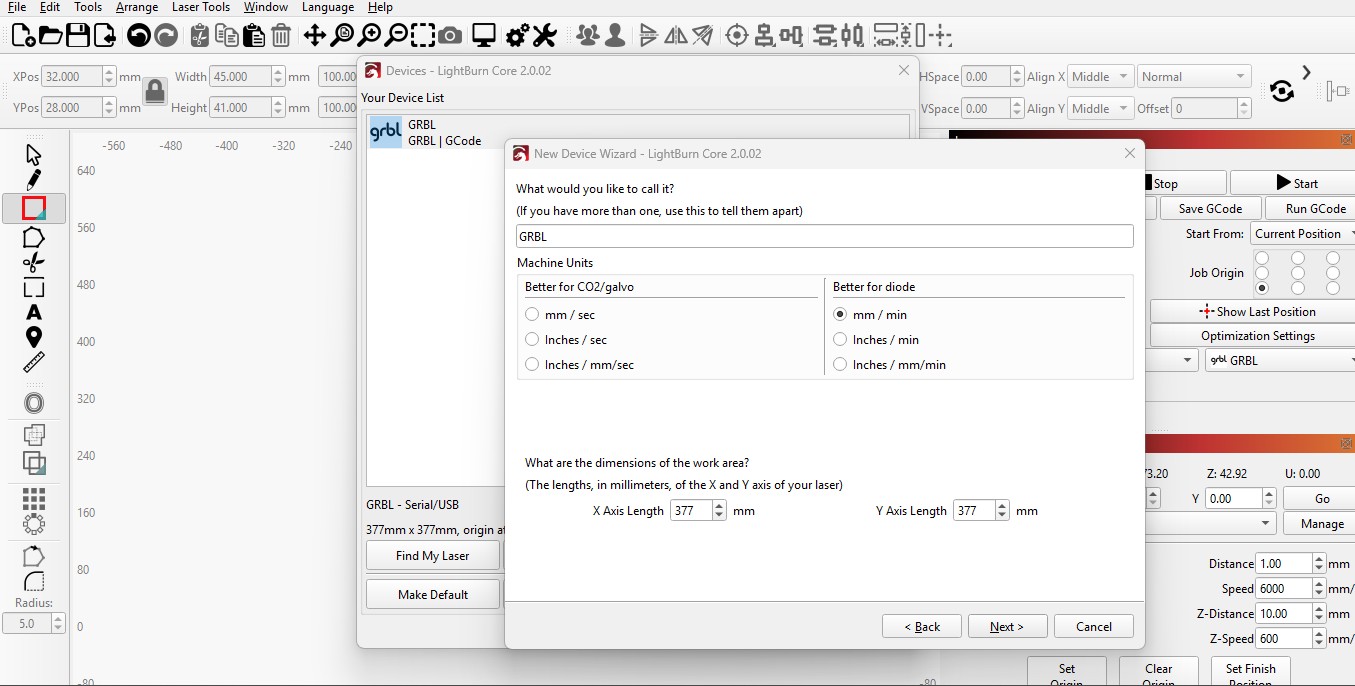
I’m having trouble framing my work. I’ve never had this problem before, it always worked now its not. Homing works great (left corner), my work space is 380x380.
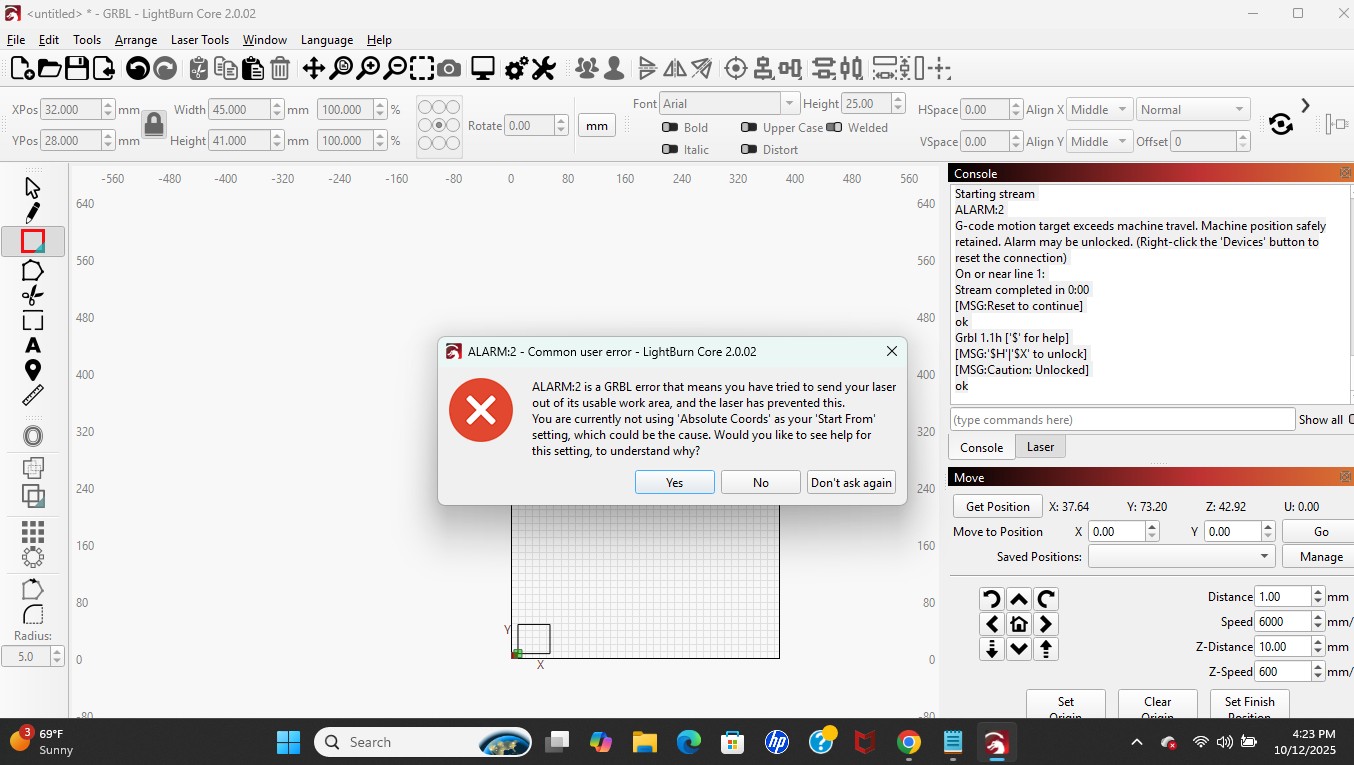
When i go to frame my work, it moves 1mm and stops. I get this message:
<Idle|MPos:-377.000,-377.000,-3.000|Bf:35,253|FS:0,0>
ok
<Idle|MPos:-377.000,-377.000,-3.000|Bf:35,253|FS:0,0>
ok
Starting stream
ALARM:3
Reset while in motion. Grbl cannot guarantee position. Lost steps are likely. Re-homing is highly recommended.
On or near line 1:
Grbl 1.1h [‘$’ for help]
On or near line 1:
[MSG:‘$H’|‘$X’ to unlock]
On or near line 1:
Stream completed in 0:00
Please help me in the most simplest words possible and with pictures or videos, I am a visual learner and brand new at this stuff. I had no idea what I was buying when I bought it. I gotta learn this thing.
FoxAlien Masuter Pro with a 20 W laser.
I typed $$ to get my settings and it was only giving me a few/these below:
$$
$0=10
$1=255
$2=0
$3=0
$4=0
<Idle|MPos:-377.000,-377.000,-3.000|Bf:35,254|FS:0,0>
ok
<Idle|MPos:-377.000,-377.000,-3.000|Bf:35,253|FS:0,0|WCO:-336.363,-300.800,-45.917>
ok
<Idle|MPos:-377.000,-377.000,-3.000|Bf:35,253|FS:0,0|Ov:100,100,100>
ok
Starting stream
ALARM:3
Reset while in motion. Grbl cannot guarantee position. Lost steps are likely. Re-homing is highly recommended.
On or near line 1:
Stream completed in 0:00
Grbl 1.1h [‘$’ for help]
[MSG:‘$H’|‘$X’ to unlock]
[MSG:Caution: Unlocked]
ok
I kept entering $$ and finally it gave me all of them:
$$
$0=10
$1=255
$2=0
$3=0
$4=0
$5=0
$6=0
$10=3
$11=0.010
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=3
$24=25.000
$25=1000.000
$26=250
$27=3.000
$30=10000
$31=0
$32=1
$100=80.000
$101=80.000
$102=1600.000
$110=2000.000
$111=2000.000
$112=500.000
$120=300.000
$121=300.000
$122=30.000
$130=380.000
$131=380.000
$132=50.000
ok