Hello,
is it possible to somehow save the GCode completely in G90?
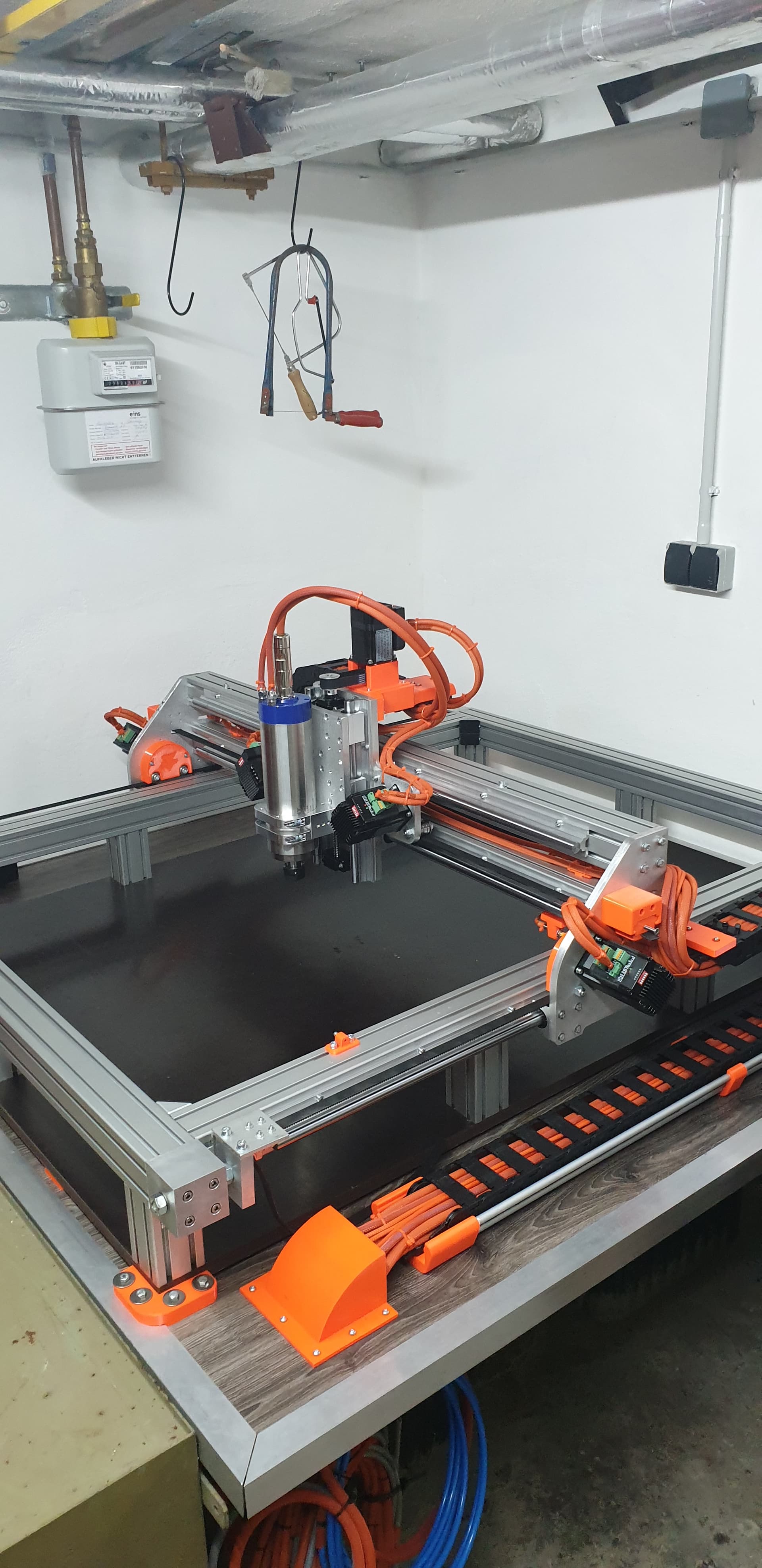
My machine (homemade) runs with Estlcam including a clamp adapter.
However, this control cannot process G91 commands.
So I could only cut with this and not engrave.
But I actually wanted to engrave too.
Can you give me any tips on how I can save the G-Code in absolute values?
This is not the Ortur LM2, right? I may be speaking out of turn here, but I think incremental moves (G91) is integral with the design of Lightburn.
I find it difficult to accept CNC software cannot process incremental moves, but I see that it is so with Esticam. Have you looked at Carbide Create for your CAD/CAM package?
Why not just use Lightburn to feed the CNC controller? You can use Lightburn on more than one machine. Are you using a CNC controller board in your homebrew that is running GRBL?
no, it is not the Ortur LM2 (actually it is a self-made CNC machine that I want to equip with a laser module so that I can also cut and engrave larger things).
Lightburn cannot control the machine.
GRBL doesn’t really work with the terminal adapter either.
For this reason I wanted to export the GCode from Lightburn and then process it normally on the machine.
Cutting or normal lines work.
But everything that is output as an engraving (image/filled font) cannot be processed by the control because these are all G91 coordinates.
This means that the machine only ever moves back and forth within a millimeter range.
So there’s nowhere to switch to G90 in Lightburn?
Why Carbide Create?
No, even if you use Absolute Coordinates in the Laser window, it will out G90, then later show G91 codes.
Carbide Create was just a suggestion. It may output everything as G90, but I am not sure. I just recently downloaded it.
Incremental motion is much easier to process than absolute. It is just go here, go there with no worry about where you really are.
Not sure what this means. You can feed commands to a GRBL controller with puTTY, Lightburn, or any other terminal program.
I don’t think the Estlcam controller (board in the control cabinet) can process GRBL. That’s why I wanted to create the GCode with Lightburn. Well at least the cutting works.
That looks more like an industrial controller than a MakerSpace item. I expect it would require a ground-up revision. I guess you have to decide how bad you want G91 capability.
Maybe you can find a low cost CADCAM program that you could import the incremental Gcode program and convert it to absolute positioning. I really don’t have a good solution for you!
Are you talking about the positioning? Change “start from” in laser window from “current position” to “absolute position”. Then all commands are absolute coordinates, no increments.
Use of Absolute Coords does not guarantee exclusive use of G90. Certain conditions will call for G91. I’m not familiar with all the criteria but at least using a fill operation will show this.
Create a simple rectangle with fill using Absolute Coords. The resulting G-code should show a transition to G91 for the fill.
Z-axis is its own little corner case. LightBurn allows for some configuration of Z-axis behavior in Edit->Device Settings. “Relative Z-moves only” will guarantee moves in G91. I’m not sure if disabling that necessarily guarantees absolute positioning but since Z-axis is somewhat special cased in LightBurn I could see that occurring.
LightBurn always switches to relative moves when doing fills, because they tend to generate more compact gcode. There is currently no way to tell LightBurn to emit only absolute moves.
Hello,
Ok, thank you very much.
For the Lightburn developers, it shouldn’t actually be a problem to add an option so that you can choose how the GCode should be output.
In my opinion, it would be a very useful feature for users who work with Estlcam, for example.