You are engraving at 250mm/min - this speed shouldn’t be an issue.
I would be interested to know the set values for the accelerations associated with $120 and $121. If these machine settings are high, the lost motion can be generated when jumping to your next pass.
Another setting that can influence how much time (or distance) the engraver spends accelerating, is the default maximum (travel) rate $130, $131. When the engrave speed is set low for production, if the Default speeds are still high, the engraver will speed up until it arrives at the high speed, travel a small amount then decelerate back down to the engrave speed.
You can read the settings by typing $$ in the Console window in LightBurn,
followed by the Enter key.
You can scroll around in the Console window and Select, Copy and paste any of the settings you’d like to share.
If the Settings are fine, the next step may be checking pulleys and belts.
just checked an the belt are tight, I checked that 2 days ago and was already ok. I have an other issue, maybe its related … the “home” position is incorrect, to far away from the real home position. When I move the laser manually and “get position”, X is “-10” … weird … Maybe I can reset the home position ?
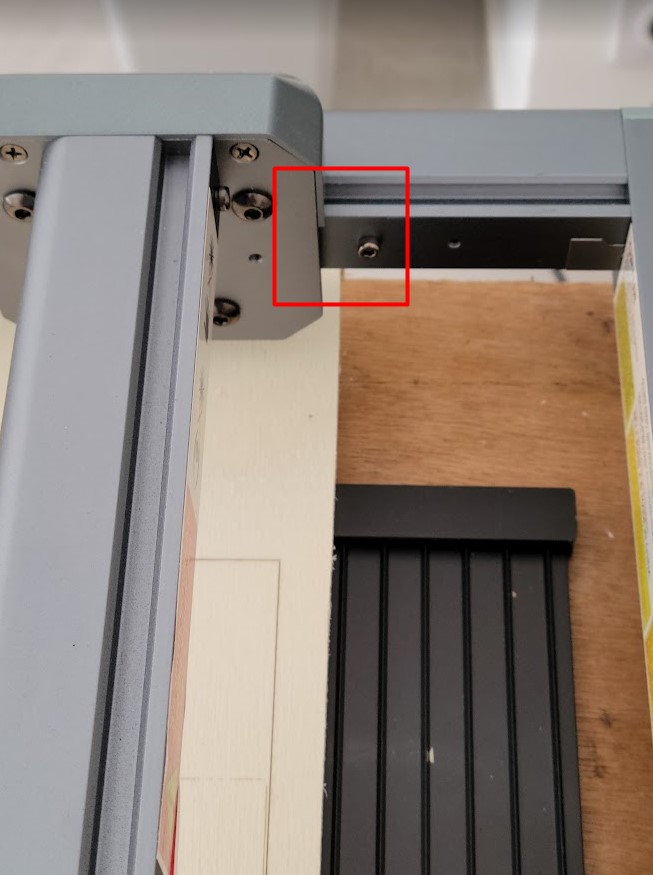
Belt and pulleys are two entirely separate checks. A loose pulley can spin infinitely around the motor shaft regardless of belt tension. A slightly loose pulley can shift back and forth slightly. There may or may not be flats machined machined on the motor shafts. If there is one or more, a grub screw should firmly engage it/them.
As you also have roller guides , you should check the eccentrics to make sure the carriages are free of slop.
Unless you have homing switches, you should not use the home feature.
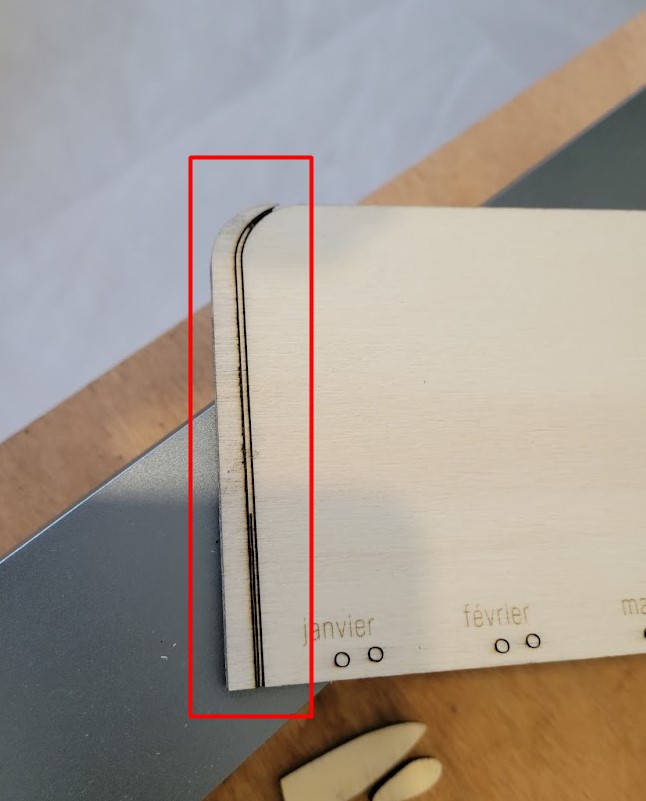
Unless you were homing between passes of the problem cut pictured above, the gap is a separate issue.
If you DO have homing switches, your configuration isn’t set properly to use them. A correct homing move will always move the X & Y axes toward the switches until contact is made, then it will move both away from the switches slightly, then return again at a slower speed until contact is made again. Finally, it will move away from the switches a small amount. This is your home position and should be very repeatable if the mechanics and settings are dialed in.