I’m so close to completing my DIY laser cutter but one issue thwarts me. Pressing Home everything moves in the correct direction, hits the end stops and pulls off. However, ‘Get Position’, returns X & Y as zero, but Z is negative 27. When I move the bed up, it won’t reach 0 until it has moved 27 mm.
Not much response to this one. Wondering if I need to apply a G10 command for the z axis as Grbl uses negative coordinates. Will try that when home tonight if there are no other suggestions. Will post back results.
How are you hoping for this to work? Ideally, how would it function? What should Z position be after homing?
When homing, does Z-axis also home?
What controller are you running and how was the firmware acquired?
Common homing schemes for lasers running GRBL only home X and Y for various reasons.
If your machine is in fact homing Z then you have a few options:
recompile the kernel to set Z position after homing
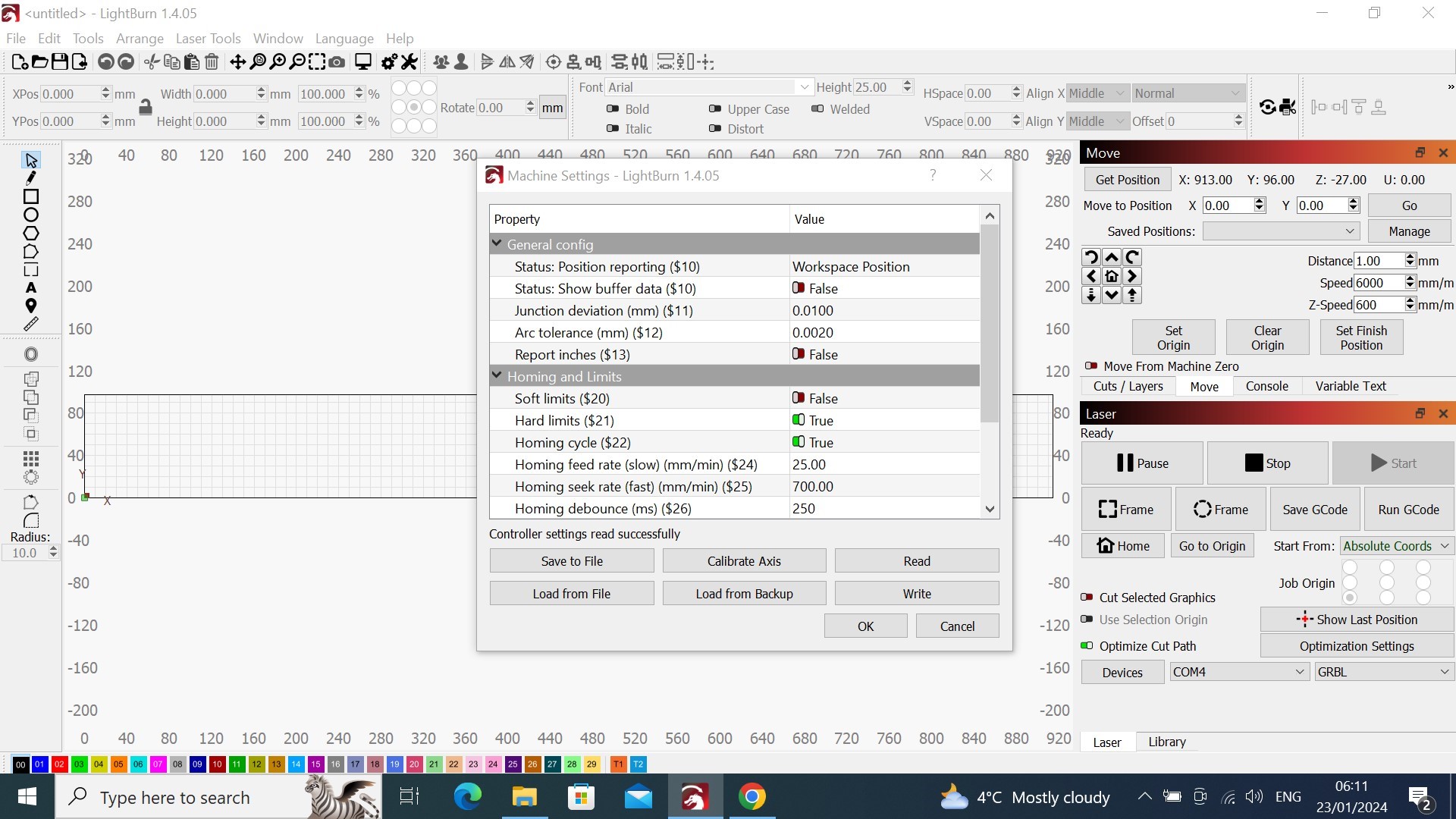
configure a work offset for Z to adjust position
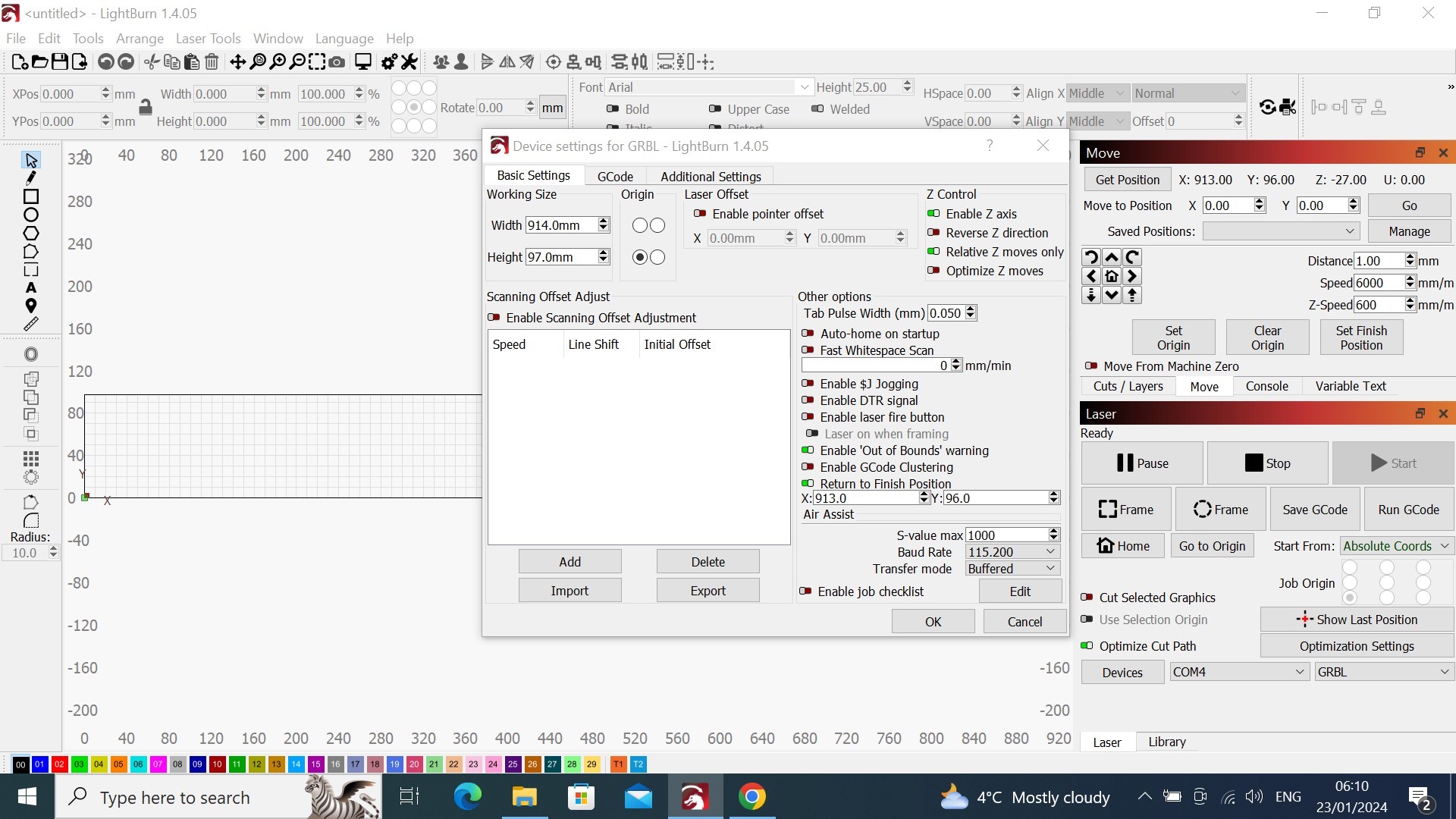
If your machine does not home or you don’t care about absolute Z position, then you can use “Relative Z moves only” in Edit->Device Settings. This is the most intuitive approach but doesn’t allow you to auto-adjust for material height or other functions that require understanding of absolute height.
My expectation was that once homed, ‘get position’ would show 1mm for all three axis, being zero + the pull off. The issue with getting -27 on the Z axis was that $132=28 would stop the table moving up too far and hitting the super structure. I could have possibly made $135=1 which would only allow it to move 28mm, however I was uncomfortable that my machine was not working as expected and something was wrong.
When I home, the z axis homes first, moves in the correct direction, hits the endstop, backs off and comes down onto it again slowly before doing the pull off.
The controller is an Arduino Uno running Grbl 1.1h.
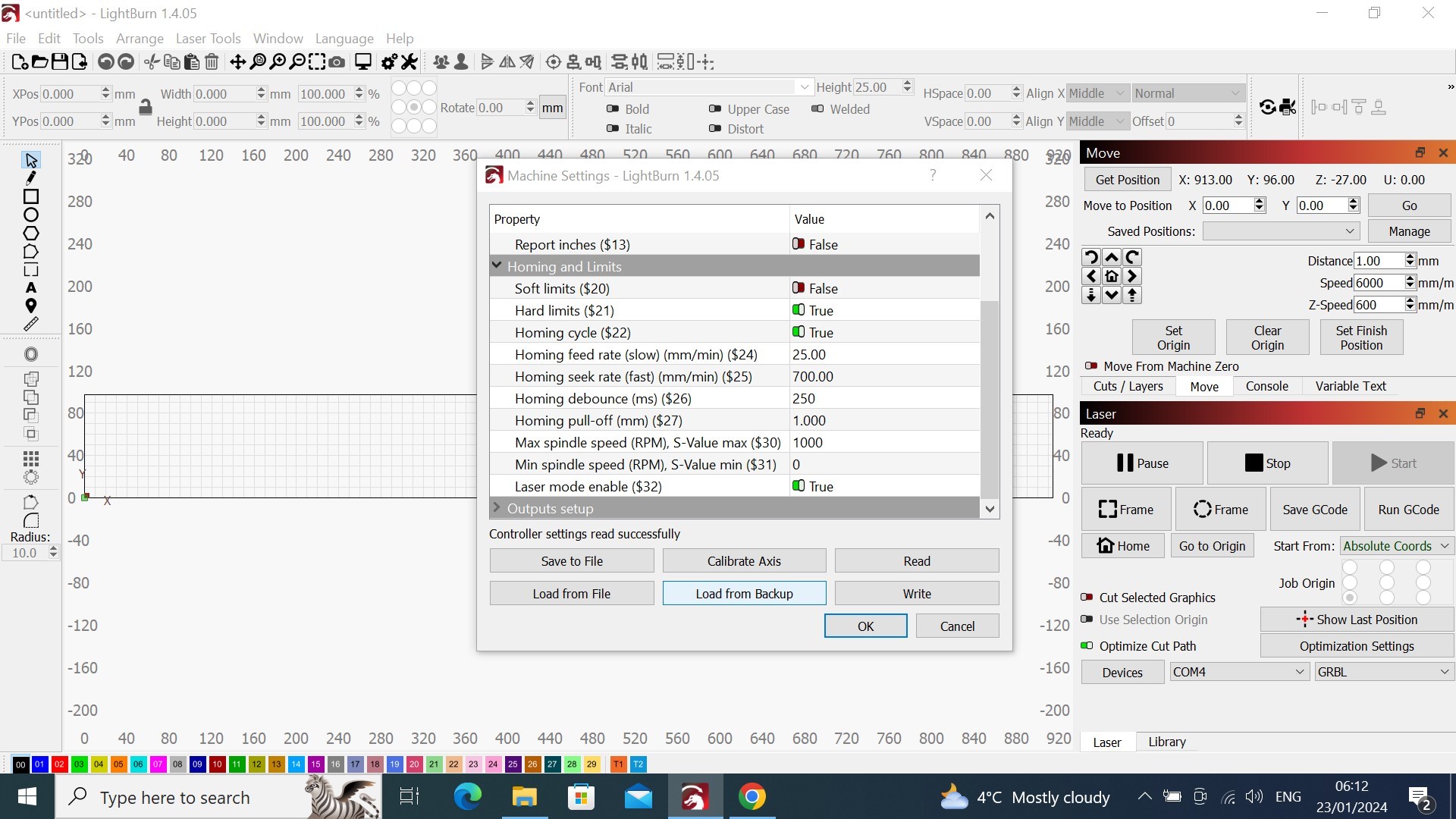
Managed to sort the issue, when it suddenly came to me. I was following the Lightburn Common GRBL setups. That suggests that if your machine uses negative workspace coordinates then to use a G10 L2 P1 xx yy command. I found the laser homed, bottom right and running any job caused it to move to the right, straight into the end stop. I therefore put G10 L2 P1 x-914 y-97 and it then home to the bottom left and all was well. What I should have done was extended this to the z axis with G10 L2 P1 x-914 y-97 z-27 and it now homes correctly and Get Position returns x, y & z to be 1mm.
Have done that now and it looks to be working.
For anyone thinking of designing their own DIY laser cutter, it is a very rewarding project.
Thanks Berainlb for your help along with the other heroes who save frustration by monitoring this forum. I look forward to cutting out balsa parts to make lots of model aircraft.