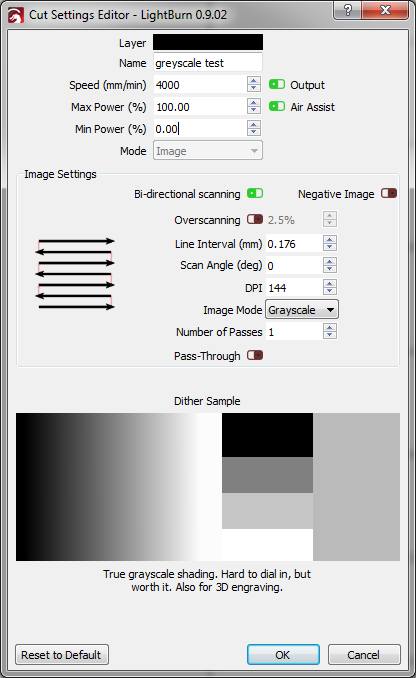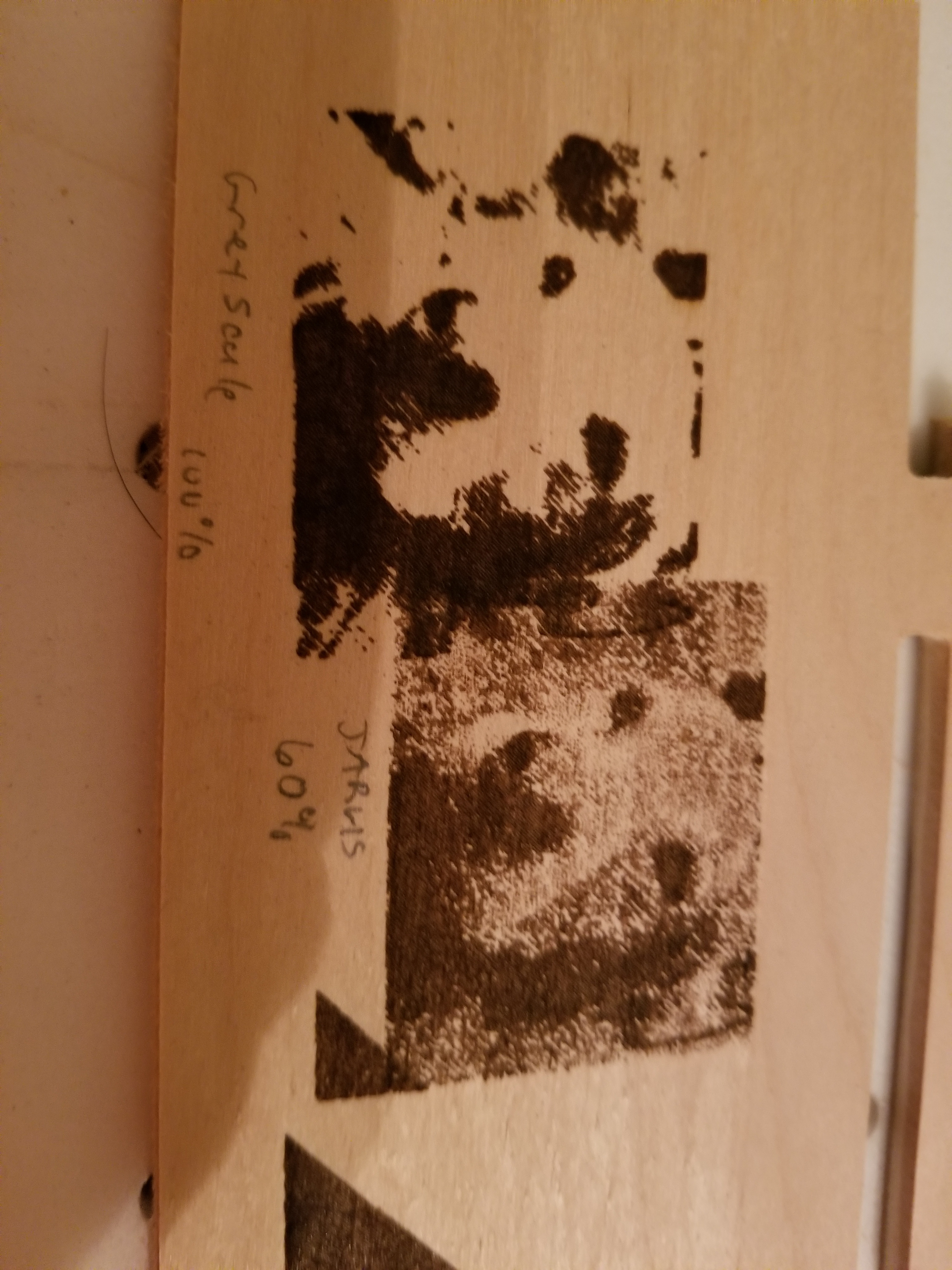
I also tried it Jarvis, and it looks a little better but still bad. But my first question is on the greyscale, do I have something set up wrong? This is on plywood.
Thanks
$0=10 (Step pulse time, microseconds)
$1=250 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=1 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin, boolean)
$10=19 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=1 (Report in inches, boolean)
$20=1 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=1 (Homing cycle enable, boolean)
$23=0 (Homing direction invert, mask)
$24=50.000 (Homing locate feed rate, mm/min)
$25=250.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, milliseconds)
$27=4.000 (Homing switch pull-off distance, millimeters)
$30=1000 (Maximum spindle speed, RPM)
$31=0 (Minimum spindle speed, RPM)
$32=1 (Laser-mode enable, boolean)
$100=53.440 (X-axis travel resolution, step/mm)
$101=53.440 (Y-axis travel resolution, step/mm)
$102=397.870 (Z-axis travel resolution, step/mm)
$110=4000.000 (X-axis maximum rate, mm/min)
$111=4000.000 (Y-axis maximum rate, mm/min)
$112=500.000 (Z-axis maximum rate, mm/min)
$120=100.000 (X-axis acceleration, mm/sec^2)
$121=100.000 (Y-axis acceleration, mm/sec^2)
$122=10.000 (Z-axis acceleration, mm/sec^2)
$130=665.000 (X-axis maximum travel, millimeters)
$131=1270.000 (Y-axis maximum travel, millimeters)
$132=70.000 (Z-axis maximum travel, millimeters)