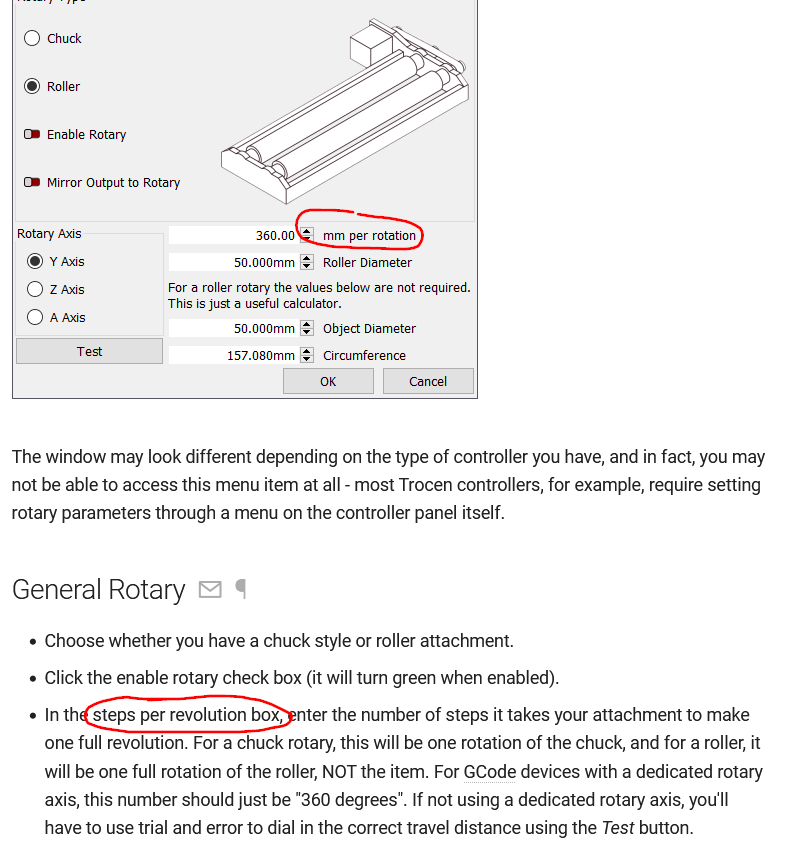
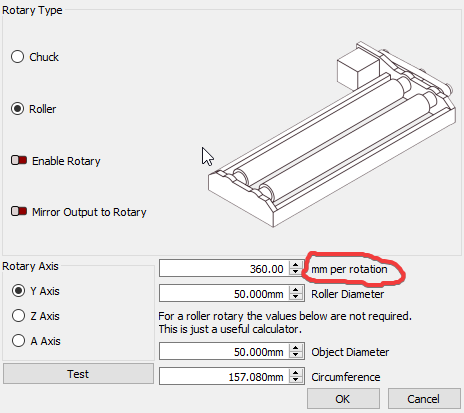
I noticed when going to set up new rotary roller attachment that there is an inconsistency between the online docs and the in app labelling. The help says ‘360 degrees’ per rotation, the actual setup defaults to ‘360 mm’ per rotation. I’m guessing both should be degrees?
Sounds more plausible. I have the Sculpfun S9, and just adding their own brand rotary attachment, thought it prudent to actually read the instructions before I attempted anything! LOL. Don’t think the setup will be an issue, Paw paw workshop didn’t use the rotary setup and it worked fine. I’ll give it a go after work this evening. Just thought I’d point out the inconsistency.
Additionally, if you use it as it is displayed there (mm per rotation and roller diameter) it does not really make much sense because both values depend on each other. The mm per rotation is always a result of the roller diameter. You can simply calculate the mm per rotation with “roller diameter * Pi”. So you don’t need both fields. Except, one of the fields does mean something different.
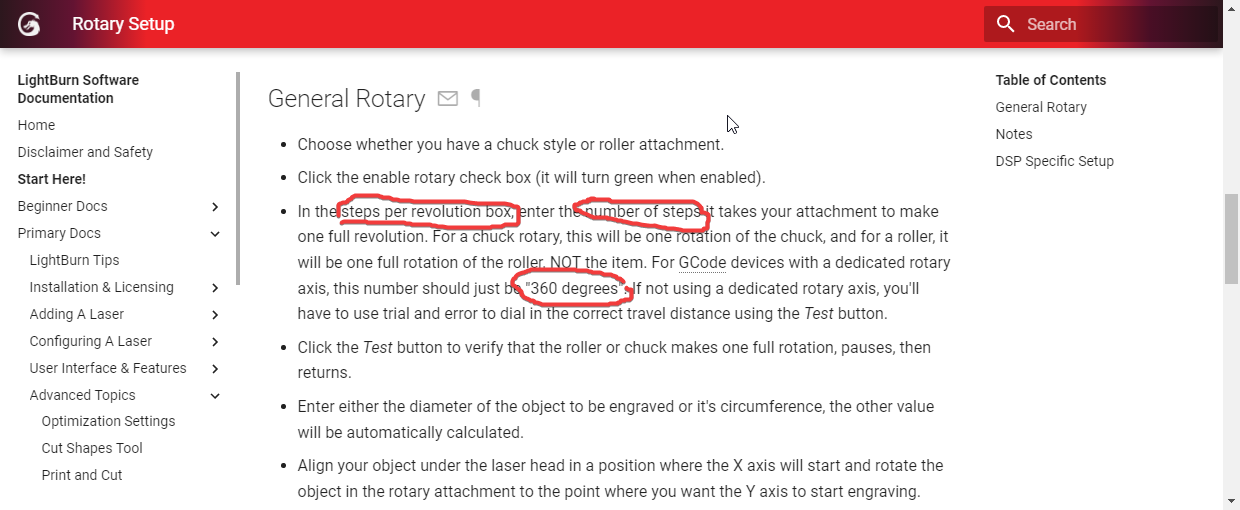
Misken is correct, once on the actual roller setup in the application, and now I see twice in the help docs here: Rotary help screens also attached I get that they may be different for different rotary devices, but I think the confusion is in the app itself is that the expected input is mm, not degrees or steps. Hope that clarifies. I may be just not reading it right. Apologies if that is the case.
The value and format displayed depends on the controller used. Like much of LightBurn, the user interface displays things in a format specific to your setup.
If you have a DSP or Galvo controller, the value will be shown as “steps per rotation”, IE, the number of motor pulses the controller needs to send to spin the roller a full turn.
If you have a GCode device and you’re using a dedicated rotary axis (the A axis), the value is displayed as ‘degrees per rotation’, meaning the number of degrees we need to move the motor to turn the rotary roller one full turn (gearing between the motor and roller might mean it’s not 360). This assumes that the A axis has already been configured in the firmware to rotate the motor one full turn when we send a 360 degree move.
If you have a GCode device and you’re using the Y axis, you’re entering the number of mm of travel along the Y that makes the roller spin one complete turn.
Regarding the third case: In my opinion, it would make sense to disable the roller diameter field because it is not used, right? Or it could be calculated automatically because both depend on each other (mm per rotation = Pi * roller diameter). (or either the other field could be auto-completed if a user fills a value into the other)
I need to know the roller diameter to know how many turns to spin the roller for your file.
They don’t work the way you think they do - If you just unplug your Y axis and plug in a roller rotary, the software still thinks it’s driving the Y axis, and you’re telling it what length of move on the Y axis that used to be connected corresponds to a full rotation of the roller that you plugged in instead.
Maybe I still didn’t get it. You say you need the roller diameter. That’s clear to me. But is there any case where you can’t calculate the roller diameter by dividing the „mm per rotation“-value by Pi? What I want to say is that it does not make sense being able to fill in BOTH fields because „mm per rotation“ is always „roller diameter * (times) Pi (3.1415)“. So, it would make sense to let the user only fill in ONE value and calculate the other automatically… Or not?
Your Y axis has a pinion gear that translates turns of the motor shaft into physical distance along the belt. The GRBL controller knows how many steps it has to move the motor to make that pinion of a specific diameter turn in order to travel one mm.
You unplug your Y axis and instead plug in a roller rotary with completely different pinions and gearing. How many mm of travel of the original Y axis will move the motor the correct amount to turn that roller one turn?
This is not correct - “mm per rotation” is how many mm of movement of the original Y axis gantry, with different gearing / pinions / etc, corresponds to one full rotation of the roller you plugged in instead. There is no guaranteed correlation between the mechanical configurations of these two setups (the original Y gantry/pinion/belt, and the rotary motor/pinion/roller diameter).
Ok. Now it’s getting clearer The reason why I’m so insisting in understanding is that on my guides page I have about 1000 visitors each week and don’t want to have wrong information there.
I think my former assumption was erroneously correct because I use Sculpfun devices and they designed the rotary to have the same steps/mm setting as the laser. In such cases, this coincidentally working.
But this would also mean that there are two cases:
the rotary steps/mm are known and set correctly. Then mm per rotation is equal to diameter * Pi.
the rotary is using the original steps/mm but has a different gearing. In this case you need to trial and error guess the mm per rotation value.
I have no idea - I feel like we’re talking in circles here. If the Sculpfun happens to have their roller rotary set that way, great, but that’s not an assumption I can make with pretty much any other system.
Regardless, you set this value exactly once for your rotary and never have to set it again. If you click the ‘Test’ button and the rollers spin exactly once and return, you’re done. Don’t overthink it.
Yes, I entirely agree. I understand why you need this value. I’m just trying to get a deterministic way how to get it. What puzzles me is that it now sounds this is like a non-deterministic trial-and-error value that has to be filled into “mm per rotation”. As an engineer, I need a deterministic value that can be calculated somehow
But my theory now is, as I wrote, IF you have a great aligned device like Sculpfun, there is an easy way to calculate it: diameter * Pi. If you don’t have such a rotary (which will be the case for most of your users), you need to trial and error set this one.
When I’m back from holidays, I will do my tests and update my guides. I think we can close this for now You have apparently some more important tasks than to get me understand some minor setting value
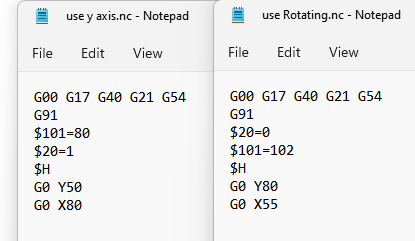
On my two trees TS3, I just run a .nc file on the sd card and everything is set. (after I flip the switch on the back)
I do not use the lightburn setup at all.
I agree with the second statement you made.
“the rotary is using the original steps/mm but has a different gearing. In this case you need to trial and error guess the mm per rotation value.”
Means nothing to me, but there is the difference between Y and rotary.
If you understand math it’s not too bad, it’s just not something you’re ever going to easily convey to a customer.
If you tell the Y axis to move 1mm, the Y axis pinion moves 1mm around its circumference.
Now you unplug the Y axis and instead connect the roller rotary, assuming the same microstepping and a stepper motor with the same number of steps per rotation (200 is normal), so you’re spinning the pinion on that motor, which is connected to the roller, and might have gearing.
So, it should be the circumference of the original Y-axis pinion multiplied by whatever gear reduction the rotary has.
If my Y axis has a pinion with a 16mm pitch diameter, that’s a 50.26mm circumference.
If my roller is 20mm, and directly connected to the motor without gearing, then telling the Y axis to travel the circumference of the original pinion (50.26mm) should spin the roller exactly once.
Just to finally close this, I did some tests and updated my documentation accordingly: Rotary roller - Diode Laser Wiki (Settings + example sections) I think I covered now all cases and have a step-by-step guide for every standard-rotary connected to a grbl diode laser. I think I fully understood the way it works now