Angling the camera to pull in the entire bed should work. The calibration process reads the dot pattern and adjusts accordingly. You may find it necessary to move the gantry to the opposite end of the travel in order to get the dot card in view. Get the best focus you can on the camera, with the bed at the appropriate height for the focus. I’ve raised or lowered my bed as little as 3 mm and had at least that much scale change in the image width and depth.
I wasn’t happy with the results of my camera mount, although it correctly adjusted and ended up removing the gas struts and replacing them with solid brackets placing the cover in a permanently vertical position.
Ensure you have uniform lighting when you calibrate, to give the camera a good clean shot at the card.
If the rear portion of the bed isn’t visible, it’ll just be excluded from the camera view, but the rest will be usable. I’m working on a head mounted camera system as well, which would possibly be a better fit for your machine. I don’t have a timeline for release yet, but it’s semi-functional already, so possibly a month or a little more.
Technically the printed size doesn’t really matter - what really matters is how big it is in the camera view. You don’t even need to have the camera mounted in the laser to do the lens calibration. Read here:
Ok, so what is it exactly that you’re trying to solve here?
The lens calibration has nothing at all to do with the laser, bed size, or anything other than the lens of the camera. You could glue your camera to a wall and calibrate the lens with the dot pattern, then mount the camera in the machine to do the alignment (that’s the part where the machine matters).
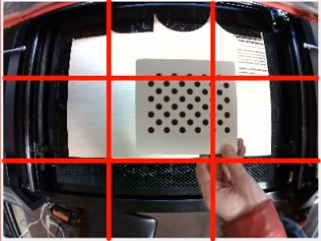
You’re not moving the dot pattern to different places on the laser bed, you’re moving it through the different parts of the camera view:
The calibration wants you to place the card pattern so it fills one of those 9 squares in turn, starting with the middle, then the 4 sides, then the 4 corners. Nothing to do with the laser at all.


{kind=link}