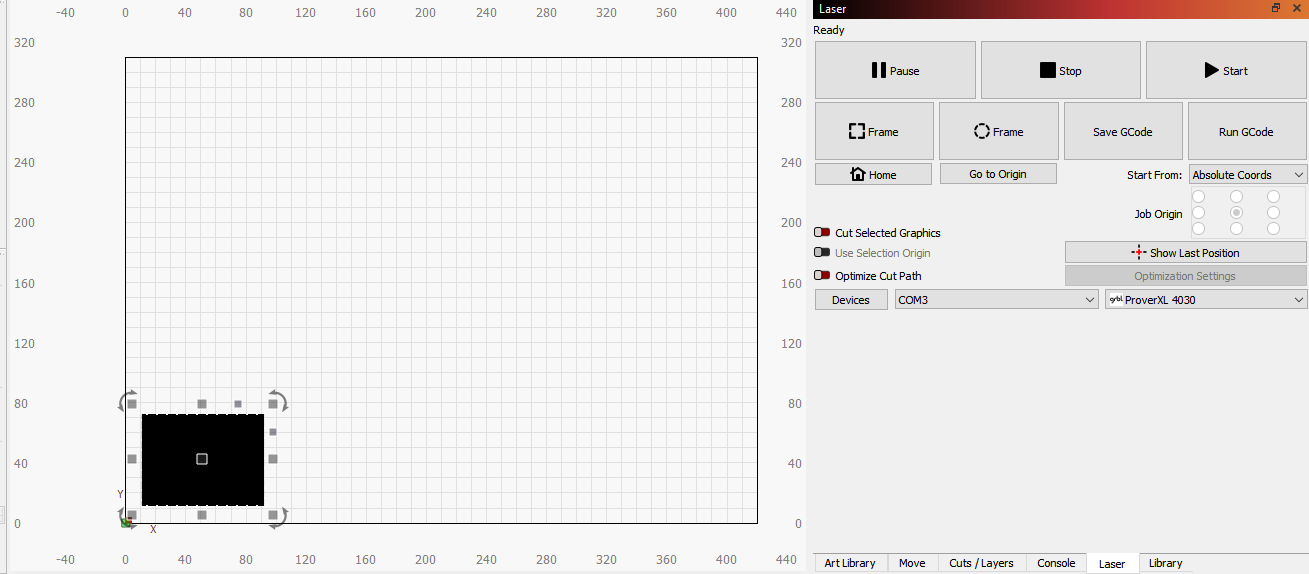
Hi all. I am new to the laser engraving world, so I decided to try my hand by adding a laser module to my Genmitsu ProverXL 4030 to get my feet wet. It is to my understanding that these CNC type machines operate in negative space, so I have changed my G10 to G10 L2 P1 X-400 Y-300 Z-112. The machine homes the laser in the back right of the machine. However when I put a design in the middle of the workspace in the software and try to frame it, the laser goes straight to the front left of the work area, hits the limits switches and shuts off. No matter what I do, the machine goes to front left, hits limit switches and cuts off. I have searched the forums for 4 days now looking for a fix for this, but nothing I do seems to have any affect. I have found similar threads on here that confirm this machine can in fact work with Lightburn. Can someone please tell me what I am doing wrong. I have been able to cut a test project, by jogging the laser to the center and using “Current position” and it turned out great, but I can not get “Absolute Coordinates” to work for reliable workspace setup.
Any help is greatly appreciated
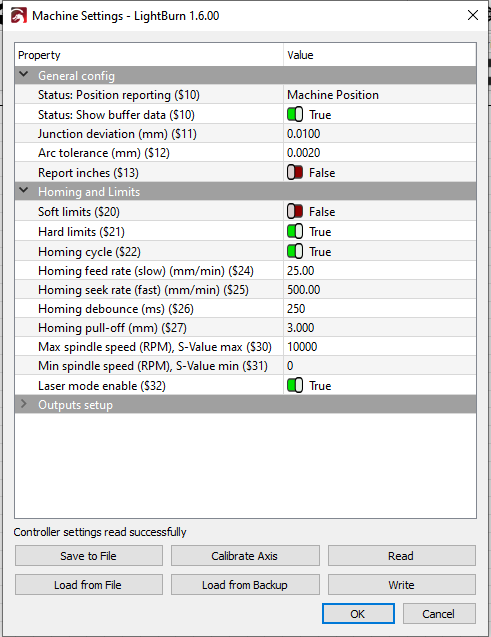
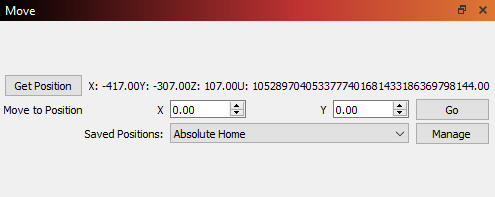
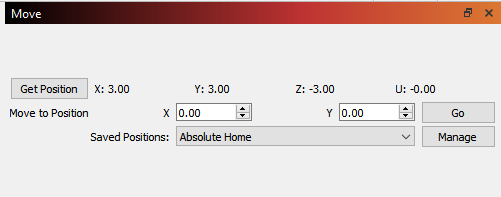
Here are some screen shots and current settings that may help diagnose.
Heres some helpful info. Limit Switches - Diode Laser Wiki (diode-laser-wiki.com)
I am in current dilemma myself.
Tried to set up macro to go back and forth between router and laser, but never switches back and forth without problems.
You have a couple of options for how to address this.
Since you’re running 1.6.00 you can use the “CNC Machine” setting to now work directly with a negative workspace machine.
change the machine Origin in Edit->Device Settings to bottom-left position
leave “CNC Machine” enabled as you have it
remove the work offset that you’ve configured by issuing G10 L2 P1 X0Y0Z0 or $RST=#
Test the machine and check for proper direction controls for jogging as in up moves up, down moves down, left moves left, right moves right. Also check for use of Absolute Coords when framing.
Second option is the traditional option.
disable “CNC Machine” in Edit->Device Settings
change Origin to bottom-left. I’m almost certain your machine is set to work this way but that may not be the case.
You will need to change this to $10=0 so that your machine reports Work Position rather than Machine Position.
After you make the $10 change the MPos here should show as WPos and should read something in the range of 420, 310, 110 based on your offset. In actuality I think it might be offset by 3 mm for each axis based on your pull-off distance.
If position after homing does not show in that range then something is incorrect.
I stumbled across this video last night while trying to figure this out. Its a bit of an older video, but I would think it still applies. Jump to the 6:00 timestamp.
Looks like setting the origin back to the rear right corrected the issue. Jog controls are now working correctly, set laser position is working correctly, and if I create a project the same size as my workspace, it will frame it without hitting the limit switches. Also frames the project using the absolute coordinates as it appears in the software.