Hello Community, any help would be highly appreciated. Trying to get my CNC machine running under Lightburn for more than 10 days, a very frustrating experience. Managed to get it to laser something, but every trial will be different. I just don’t get it: How to tell the machine “This is your front left home position - remember it!”. Really tried everything, including G10 L2 P1 X- Y-. Does not work. I read $32 should be 1 and $30 should be 255 or 1000. Well, I don’t have lines 30 or 32, I will get the message Invalid statement". When pressing on home bottom, the motors, including Z-axis will scream at their hard stops.
To add additional fun, everything is lasered mirrored, starting today.
It is not Lightburn’s fault, Lightburn is a great software with endless possibilities.
Welcome and thanks for your interest in LightBurn. Have you successfully connected and cut a job using the software that was provided with this laser?
I suspect the firmware on your controller is not the most recent or non-standard. What firmware and version is running your controller?
Dear Rick,
thank you for your fast reply. Yes, I managed to do a project with the (primitive) software that came with it, called Litefire. But I managed some small projects with Lightburn as well, just had to move my item quickly to the “randomized” starting point. But then it finished nicely. The firmware seems to be GRBL0.9. I am attaching a screenshot, this is what I see when starting Lightburn and switching on the machine. Thank you, your help is highly appreciated.

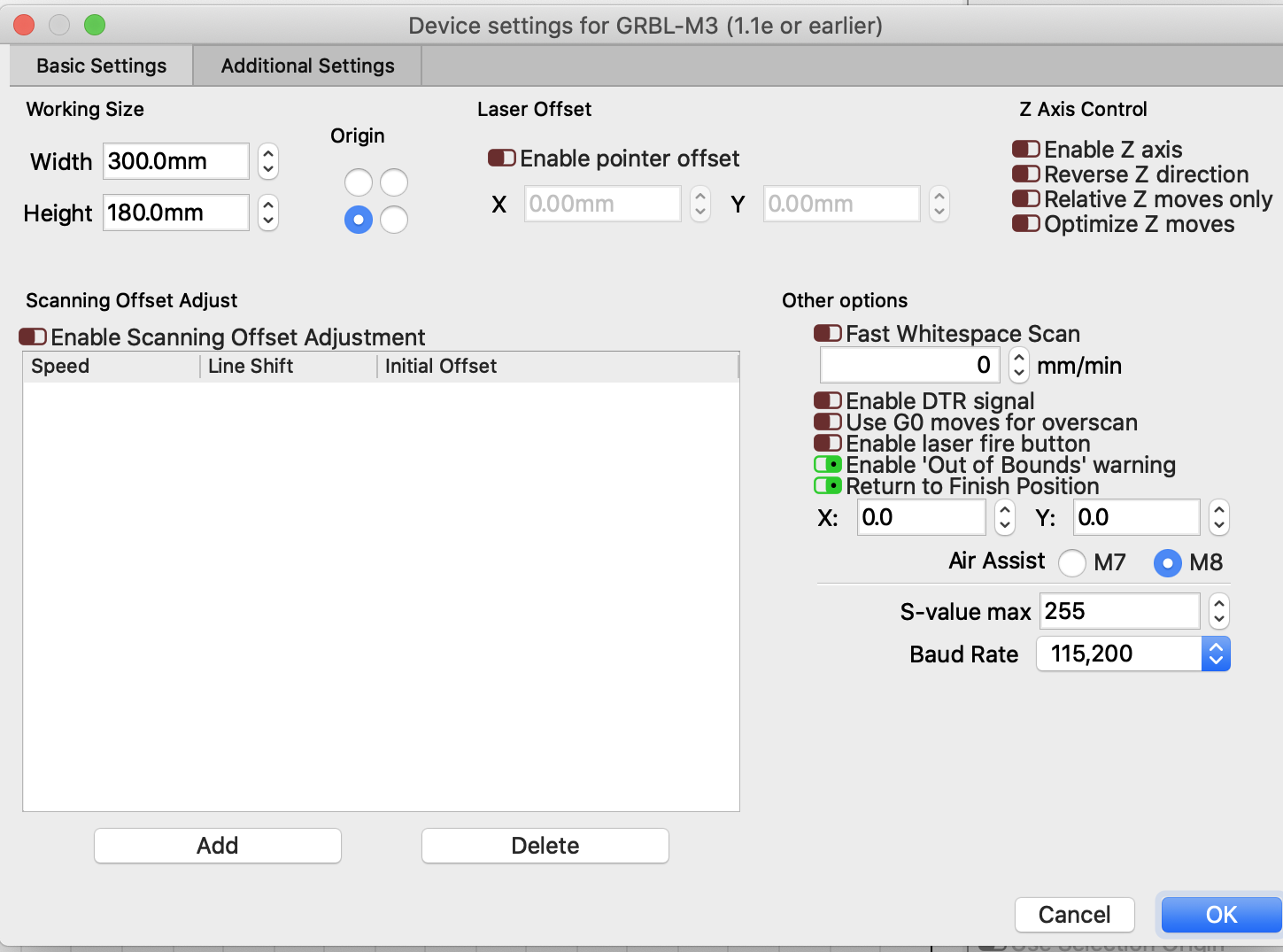
Please post a picture of the ‘Device Settings’ window, click the ‘Spanner/Screwdriver’ icon near the top-center to expose.

Additionally, type $$ into the console and hit Return/Enter, then copy and paste entire results here for review.
This is also worth review to ensure you have things set up correctly. https://lightburnsoftware.github.io/NewDocs/CommonGrblSetups.html
Thank you. Here we go: $$
$0=10 (step pulse, usec)
$1=250 (step idle delay, msec)
$2=1 (step port invert mask:00000001)
$3=1 (dir port invert mask:00000001)
$4=0 (step enable invert, bool)
$5=1 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=255 (status report mask:11111111)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=2 (homing dir invert mask:00000010)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=200.000 (x, step/mm)
$101=200.000 (y, step/mm)
$102=200.000 (z, step/mm)
$110=5000.000 (x max rate, mm/min)
$111=5000.000 (y max rate, mm/min)
$112=1500.000 (z max rate, mm/min)
$120=80.000 (x accel, mm/sec^2)
$121=80.000 (y accel, mm/sec^2)
$122=20.000 (z accel, mm/sec^2)
$130=300.000 (x max travel, mm)
$131=180.000 (y max travel, mm)
$132=1.000 (z max travel, mm)
ok
If you power off the machine, then move it to the front-left corner manually and power it back on, that should be kept as the home position. You might need to use G92 X0 Y0 to set that location as zero, and set $10=2 (type that into the console and press enter). The $10 setting tells the machine how to report its position.
You might also have an easier time just using ‘Current Position’ as the starting location. You can read about the different modes here: https://lightburnsoftware.github.io/NewDocs/CoordinatesOrigin.html
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.