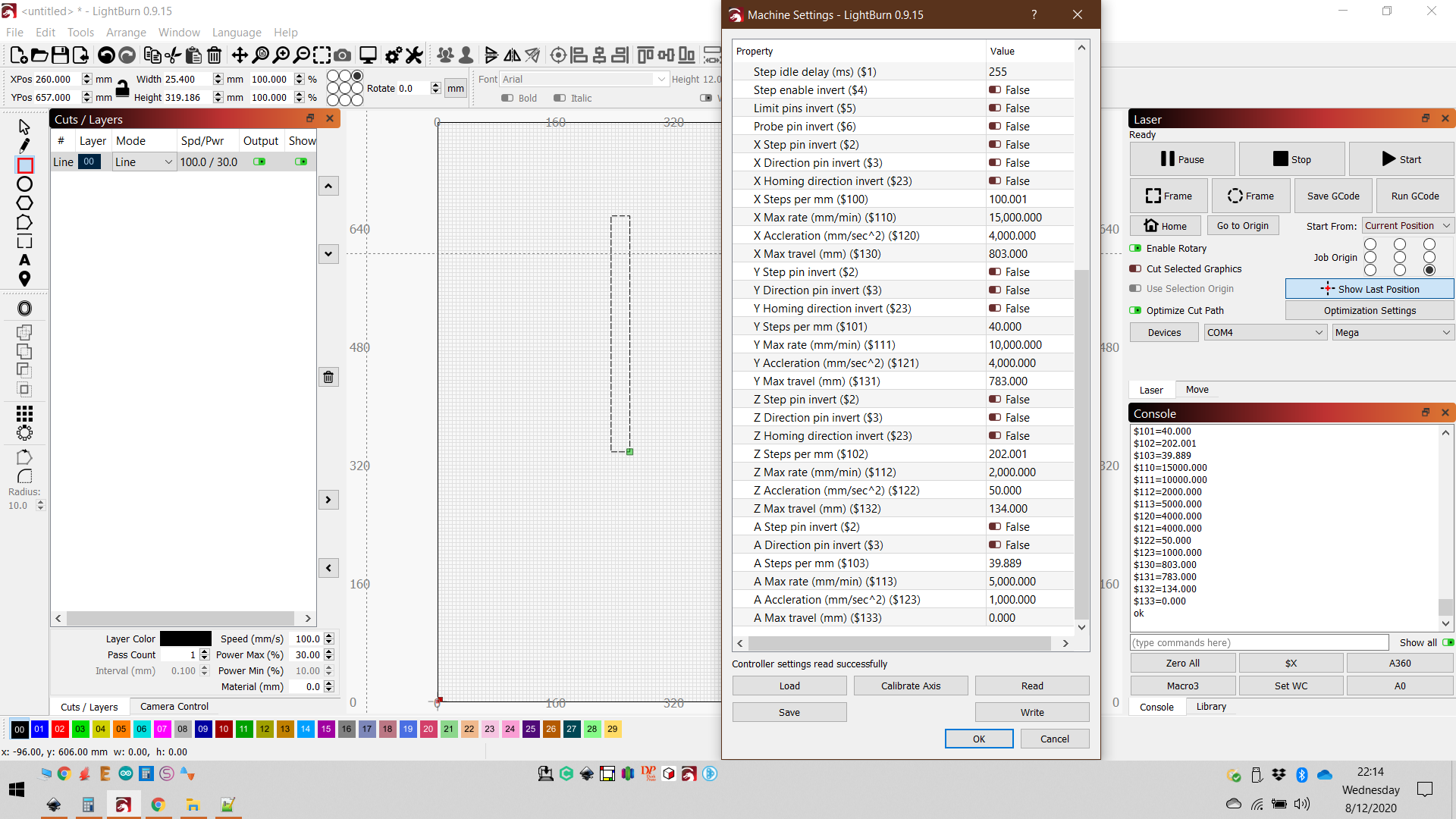
grbl 1.1F on a MEGA 4 axis board x,y,z,a
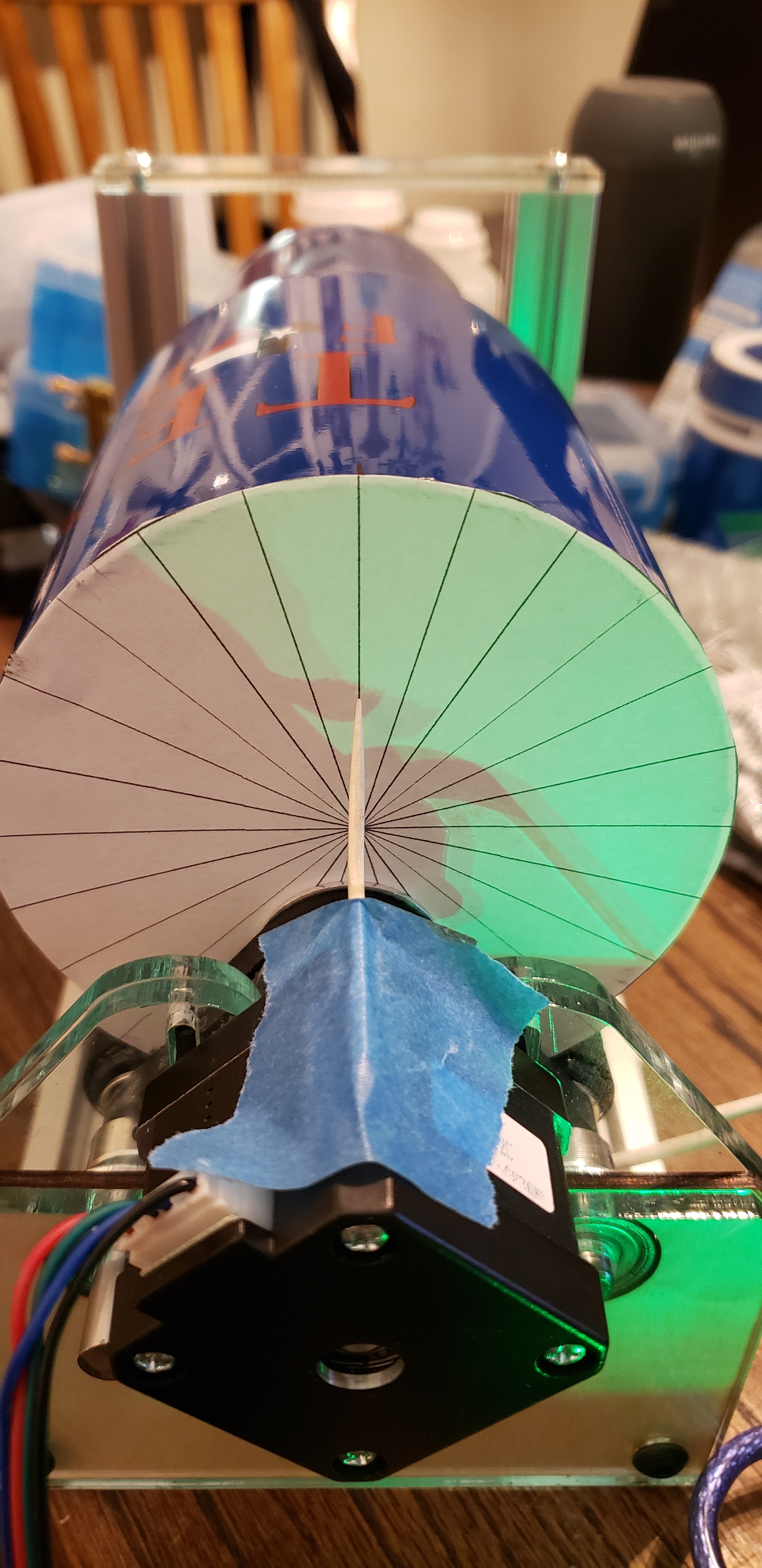
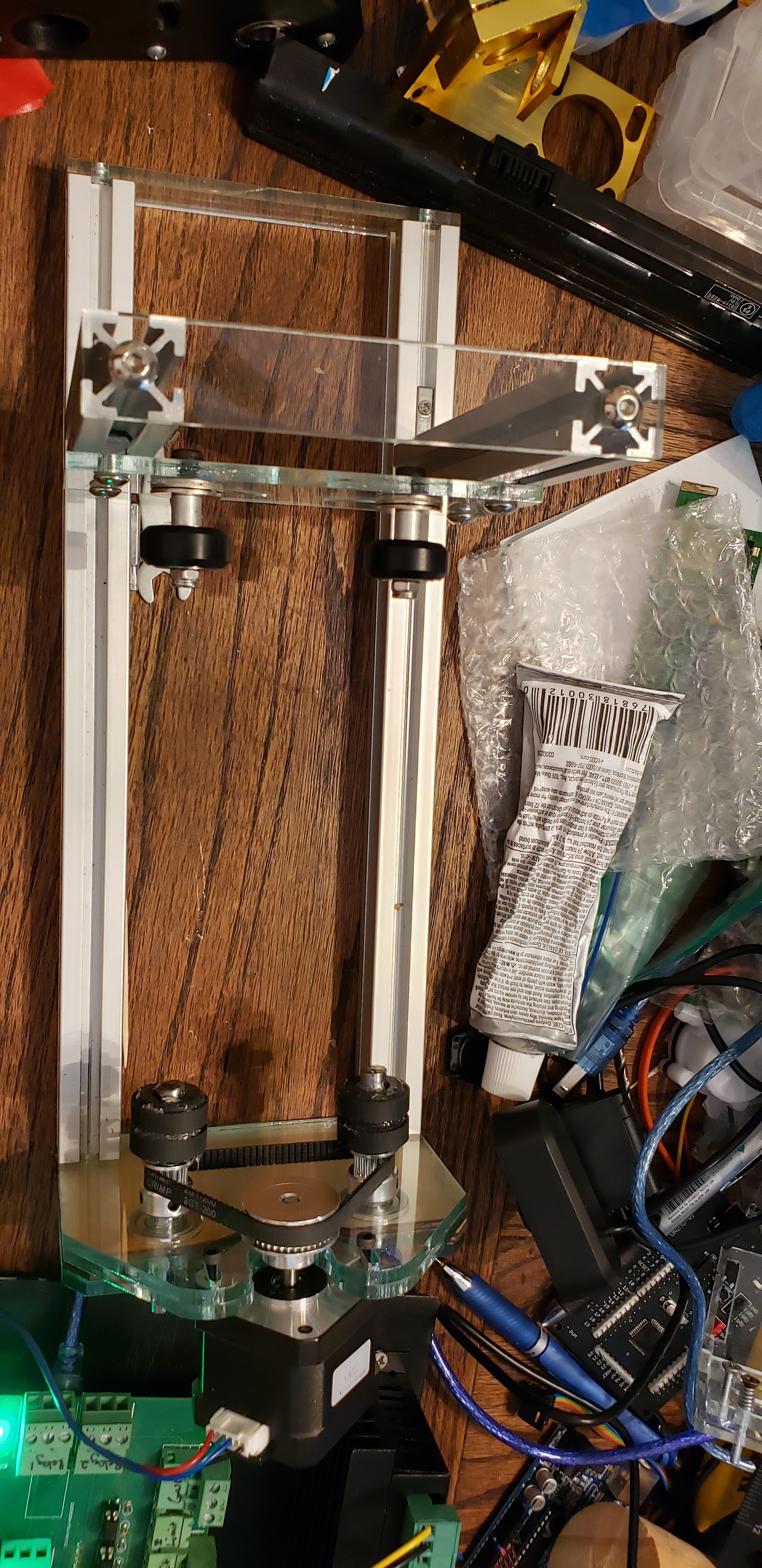
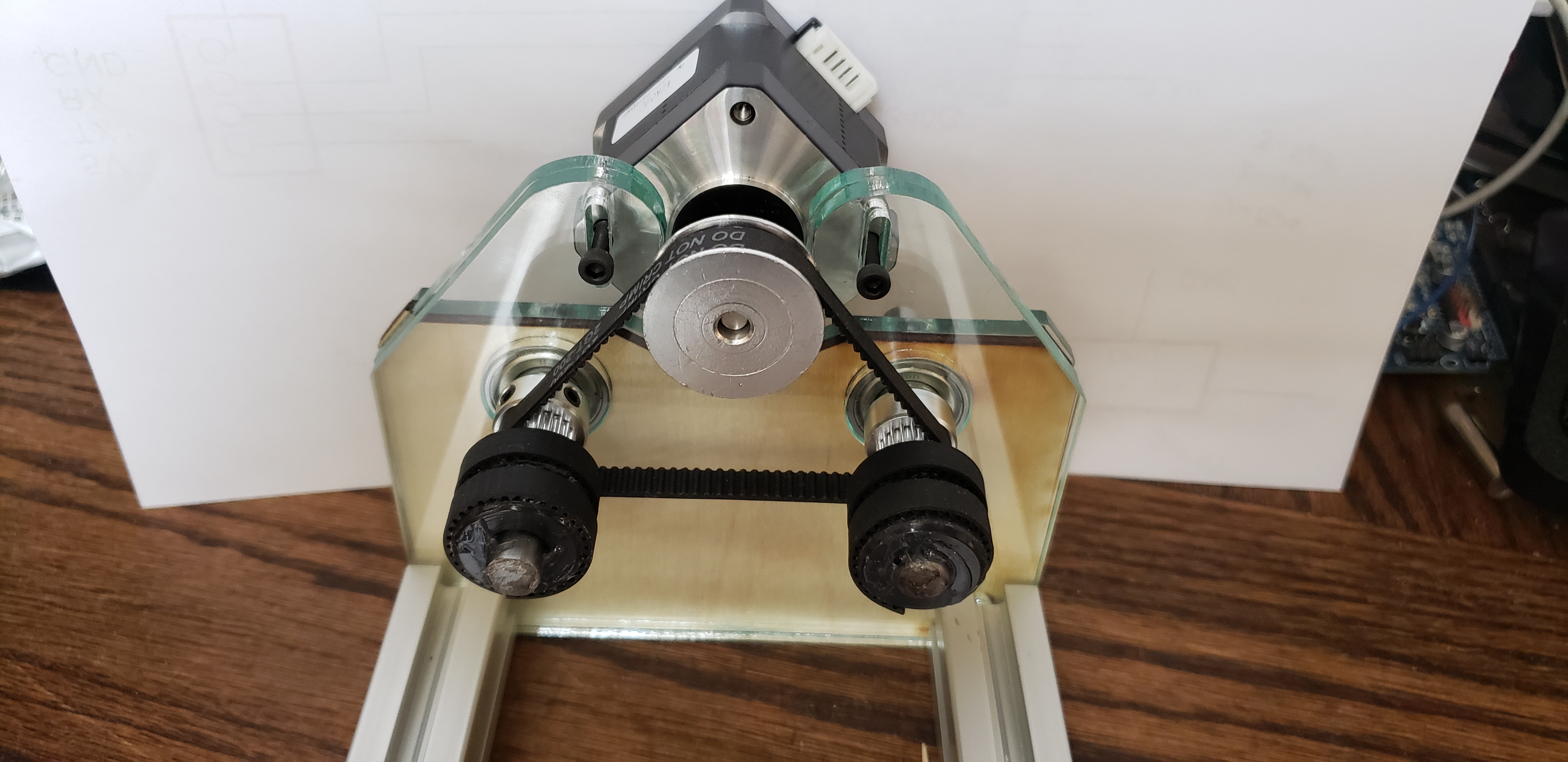
i have a DIY rotary with TB6600 driver with 32 microsteps (6400) @ 1.7A - see attached pics of roller
doing math as described in the online documentation, the steps are short… could be part of my misunderstanding with other settings
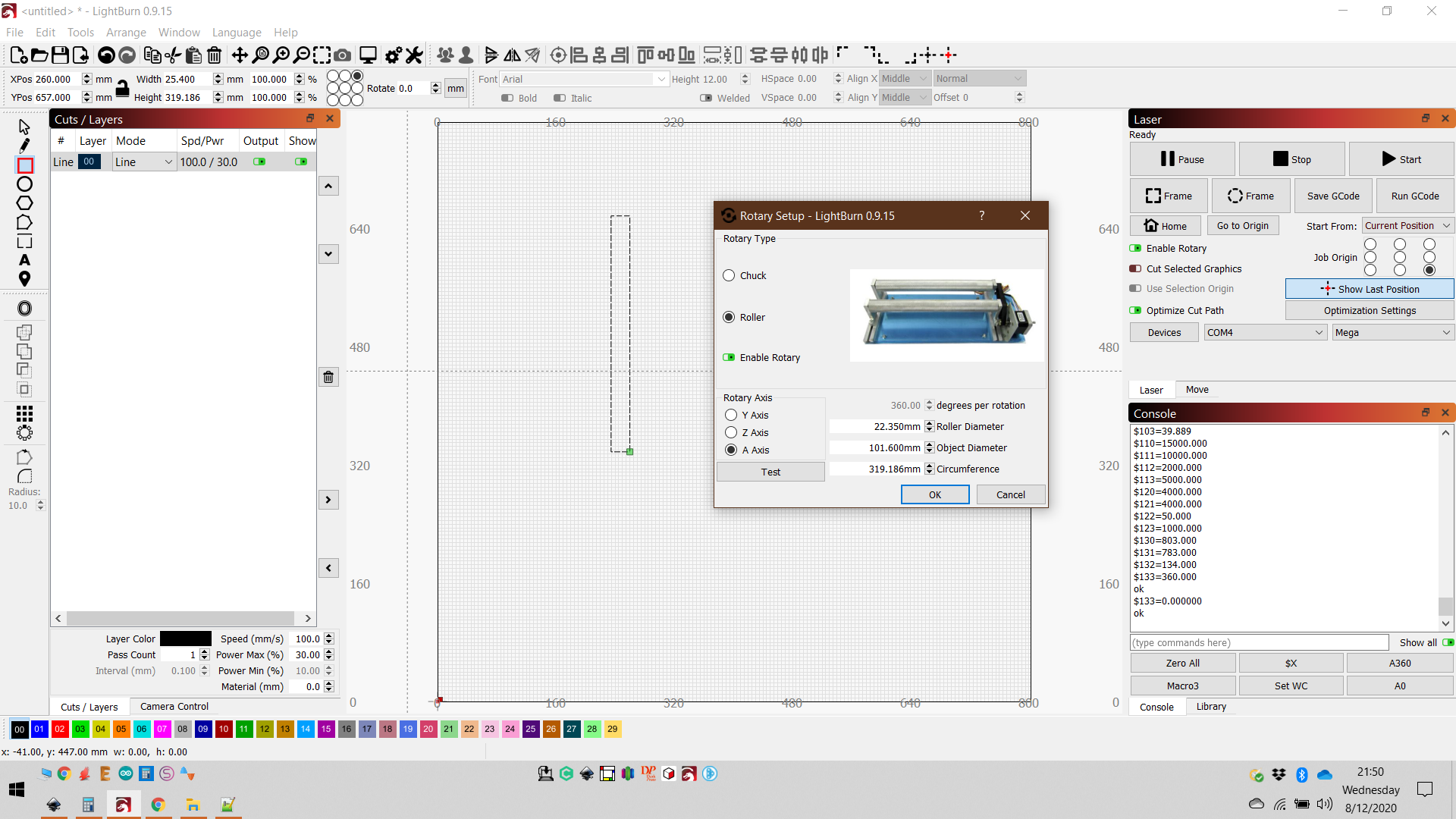
i enter the settings in rotary setup as needed - see attached
my rollers are 22.35mm (smaller rollers - outside dimension with rubber grip glued on)
using tumbler for testing 101.6 diameter measured with caliper( go figure it measured exact)
auto circumference 319.186mm
i adjusted the $103 setting to get a complete 360 spin on tumbler for test, pretty exact
my $103=39.889 - see attached for settings
when i make a square design at X=25.4 Y=319.186
using current position @ lower right corner
the axis rotates ~4 1/2 turns
am i entering wrong info somehow/somewhere???
the gcode file output: notice the A dimension of 1636.511 ???
G00 G17 G40 G21 G54
G91
M4
; Cut @ 100 mm/sec, 30% power
M8
G0X0A0
; Layer Line
G1A1636.511S300F30762.8
G1X-25.4F6000
G1A-1636.511F30762.8
G1X25.4F6000
M9
G1S0
M5
; return to starting pos
G0 X0A0
M2