Hi, I have been learning the fine art of engraving stainless Steel for the last 3 days. i have filled about 0.5 square meter plate with tests (more than is shown here). My current question why is the laser burning hotter the first quarter second?
My system: atomstack a10 v2 running Grbl, computer: HP laptop
In depth:
I am trying to make a large sign. For the layout in lightburner I have split the svg file into 4 layers(3 colors and 1 outline). a small test of this sign can be seen in the picture:1. I have not yet tested importing it like a picture since I feel like it will be harder to get the specific colors I want.
inconsistent coloring / oxidizing / temperature of the steal is what i am trying to solve to do this
the precautions i have taken and discovered up to know are:
warping: fix weights on top.
cooling: fix a 20kg slab of steel under.
Parallel: fix shimmed the slab so the nozzle distance is constant.
local Deformation: fix keep intervals as high as possible at set nozzle height.
contaminations: fix clean
ringing (vibrations on acceleration): fix overscanning sett to 50%
Conclusion all of these helped but still when scan filling the the point at which the laser turns on is heated more. I have tried:
increasing acceleration from 2000 mm/s to 10000 mm/s
Decreasing power
using constant and non constant power mode
changing interval to the extent hat that don’t even touch
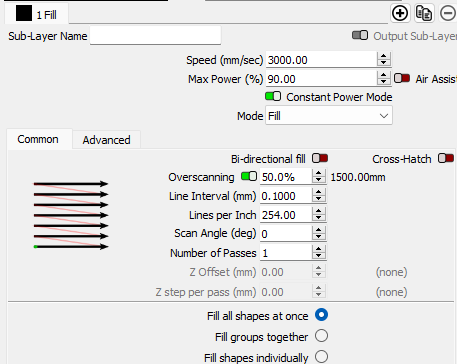
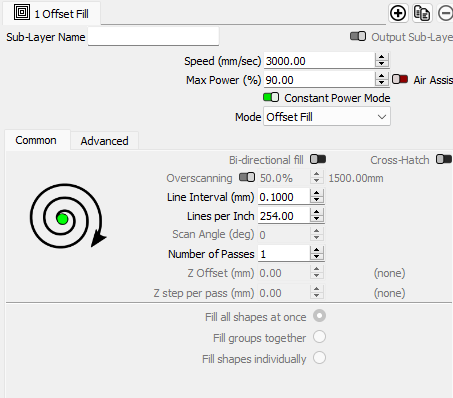
It is apparent its not to do with the acceleration in picture:2 witch was done with spiral filling on constant power and the discolored area is just right in the corner, compared to the 1 direction filling attempts picture:3 where the discolored area lasts for about 20 mm right at the start. When filling bothe left to right and right to left the fade is weaker but from both directions and still apparent.
in the picture:1 The frame should all be purple but since the “vertical” frames are just a couple of mm wide they only get exposed to the “increase power on startup” while the bottom frame is exposed to the whole spectrum and is faded.
I have also tried using checkered filling (right,left,up,down) on a big square which again results in a faded centrum. When lowering the power 50% and the speed 50% to keep the same color the discolored distance is also cut in half. So my only conclusion is that for some reason the power of the laser is higher the first quarter second and then settles. I don’t understand why and can’t find anything about it.
I usually, from the most basic view, vary the interval and do each object separately.
This helps maintain the temperature needed. If you keep the same speed/power/interval/size across something, it should heat it the same… However if it takes longer to be done, it has more time to cool back down.
If you do an square 2mm square, it might produce one color… the same settings on a 20mm square would likely produce a change in color as it has more time to cool down between passes.
Thickness also affects this… the heat is usually drained more quickly with some types of metals, such as copper.
Pulling my hair out with about 10 pieces of stainless when the next piece didn’t come out, a noticeable shade different … Found it was only .02mm thicker than the other sheets… from a different manufacturer… I bought them as 3mm sheets.
You must have a great galvo to be able to run 10m/s, mine maxes out at 4m/s.
Nice idea to use the big block of steel to absorb the heat… I was never able to make any kind of sink, even with heat sink compound… also messy, but good luck.
When I get stuck, I try to use pulses/mm to come up with something similar… However and of the speed/power/interval/frequency or pulse width settings all change what happens to the metal…
First of all, I’d say a diode laser is not the right tool for the job. So don’t expect a perfect result. It will never be absolutely consistent.
Some remarks that came to my mind:
You said you are using constant power, that’s obviously the reason why it burns stronger at the beginning and end
Your laser mechanics is usually not able to move as fast as advertised.
Are you talking about acceleration or speed in your text? I think the laser might be able to run at 4000-6000mm/min with 1000mm/s² acceleration, but usually not really much more
Ambient temperature plays an important role. You already considered the temperature of the material, but you need to create an environment with constant temperature as well (a change of a few °C of ambient temperature will have a huge effect on the result)
Thx for the reply!! =) I understand it’s not obvious what I’m trying to say. I will try to clarify. To begin with, I agree with all your statements! could your discolored pieces have different surface finishes? Because I also encountered that!
with my big question (why is the first quarter second burning hotter?) I am not sure it is a quarter second, that is just an estimation. For some reason when the laser is moving at a consistent speed (low or high) and then turning on the laser the first part is always a color showing a hotter temperature was reached. quickly after about 2 cm or so the color (heat) stabilizes and mountains until the next pass. effect is visible in both directions while scanning or in just one direction while scanning with one direction passes. ? I don’t really know how to explain it.
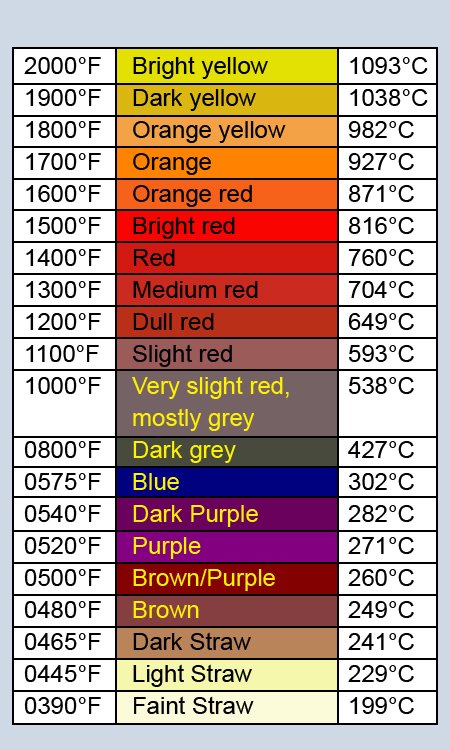
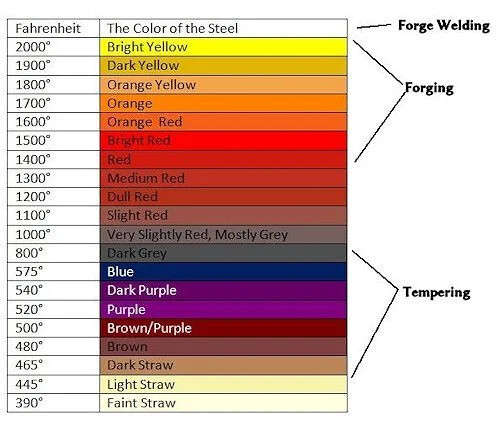
My understanding is that the red to yellow spectrum is the color of the material at that temperature (not an oxidation thickness reachable). Meaning we can’t get that finish. (i thought the tempering spectrum was the only attainable)
I had to research what Galvo was so I might have misunderstood it but here is my best attempt at an answer. It is a standard cnc axial gantry. and during filling it does what lightburn calls “scanning” accelerates to speed before turning the laser on.
slowly moving the Y-axis in increments while so called “Scanning” or (rapidly moving) the X-axis. I only changed the acceleration to 10,000 on the X axis (the axis it uses while scanning) because it is much lighter than the Y-axis. i think the top speed might be 6000 out of the box but you can change it in the console. grbl/doc/markdown/settings.md at master · gnea/grbl · GitHub
have not seen any setting for pulses where can i find those? =)
i only have a 10w laser and depending on nozzle distance it can produce blues at 6000mm/s so, as long as you have a machine i think it should be possible. =)
Thanks for the insight =). Oh I understand that there might be better machines but I don’t see why a diode wouldn’t be consistent… Even though I am encountering high powered startups! it seems so simple to have a diode supplied with the same (consistent power)?
or at least use … Sum sort of progressive starts slowly increasing the power to 100%.
Using constant power shouldn’t result in a stronger beginning as long as it is up to speed before turning the laser on. With it most certainly is considering the discolored corns in example 3 (the spiral filled with constant power), are much smaller even though it is going from full speed to stop to full speed on consistent power. With non constant power it is supposed to compensate for acceleration but since i make sure it is up to speed it doesn’t help. I tried using non constant power and the results are the same.
The machine might not be moving as fast as advertised but up to 6000 mm/s it still produces different colors so I’m sure it is capable of at least that and the acceleration (10,000) I would think is working as long as the steppers aren’t missing steps. Altho it might be putting some defects in quality, I was just trying to make sure it was up to speed.
I was talking about acceleration in my first post but now I noticed I wrote (mm/s) sorry! i ment mm/s².
I don’t know how to make a climate controlled environment but it is enclosed in a wall with isolation and a plexiglas panel as a door. i don’t see why that would impact the laser on startup tho?
Oh, yeah, I was not clear about that. I didn’t mean consistent in terms of within a project, but in my experience, the values you now will gather during testing won’t work for some other projects you do in 6 months Despite material changes, this might also be due to aging of the diode which is hard to measure.
Also true, but only if you really reach the desired top speed physically. Try to set your overscan to about 5cm or so, and check if that helps. Such lasers are usually far less capable of advertised values and nobody ever measured what the real values are.
This is a misconception, the result changes also when using fantasy speed settings because the internal algorithm will calculate different power ramping for such. Same (physical) speed, different power ramp. So a different outcome does not mean that it physically changed anything. 10,000mm/s² is fully impossible to all that I know (though, as I said, I don’t know of anybody that used a lab setup to (dis)prove that).
No, this was not referring to the start effect, this was also referring to the overall consistency of the process. So if you started in the morning with your tests and the laser slowly heated the chamber, and you have a difference of 4 or 5 °C in the chamber, you can’t compare the results to the earlier ones.
Here is an example:
Small thing to add: I was thinking about something like optical pumping in the diode or some optical effect like heating in the diode itself, but since the diode is driven by a PWM signal, I don’t think this is the case. But I don’t know how this is done electrical and physically on the component level.
Ahh yes! I have been confronting all sorts of changes so I can imagine the ambient temp makes a big deal. Really interesting picture you sent. How come the colors look colder in a higher ambient temp? I was also wondering if the lifespan of the diodes was something to consider so thanks! Now my diodes are having a midlife crisis
i have the overscan at 50% ( the highest possible) but maybe you know a way to hack that? I don’t see how it would even be able to calculate anny motion if it’s some sort of fantasy speed setting, but the ramping is what concerns me. Is there actually still some sort of ramping when using constant power? it’s not like there is a computer in the engraver telling it to use lightburns settings like a suggestion? right… The g code is generated in lightburn and just performed by the engraver so i don’t understand the fantasy settings you’re talking about.
The acceleration surprised me also, but again if the steppers don’t skip and the machine reads the g code i can see how it’s not possible not saying it’s good but I’m not afraid to push it until it breaks so I will test how much higher it can go. It is both visible and audible that it’s going a lot faster than normal!
I tried to research optical pumping but I will have to go back to school for that one! hahaha.
If you want bright yellow, it has to reach this temperature… That’s all I was saying.
This is done on a fiber and explains very well what’s happening. A diode laser doesn’t allow for many of these adjustments, but it’s what you’re trying to duplicate… Maybe this will help.
Thanks Tin!
I am handeling with a Chinese machine upgraded with a 5W diode 450nm laser module.
From what I’ve been watching and learning hit the bullseye on colors in stainless steal It is a task with many variables to take into account.
It is quite a challenge but it worth it!
Acceleration
Overscan
Commanded speed
Actual speed
Diode output
Diode power source regulation
SS metallurgical grade
Material size
Material thickness
Ambient temperature
Ambient air flow
Do you really believe you have control of all these variables?
Diode power source regulation - No how do i check?
SS metallurgical grade - Not sure what this means can only find metallurgical grade silicone…
but its the same 304 plate.
Material size - Yes not sure what you’re referring to but I am using the same size plate.
Material thickness - Yes
Ambient temperature - Yes
Ambient air flow - Yes
Would or could all of these contribute to the start being hotter consistently in your opinion. it is all very helpful but my real problem is just the start thing. Doing the same g- code on multiple places results in close to identical results. It’s just the start thing for me at the moment.
Not sure if this was addressed directly above, but if you are at
constant Power and minimal Overscan, you can get additional heat while the laser is going slow and ramping up to speed. In other words, it spends more time in the starting section of the burn because it is not up to speed.
Overscan allows the laser to ramp to speed before actually turning on. Of course, the physical inertia of the machine has to be taken into account. Even 5% overscan might not be enough “running distance”.
Variable power means the controller will throttle back the power when the laser is actually traveling slower. Finding the best power and speed combination will take some experimentation.
Just so you know, tiny test squares and large test squares will give dramatically different results in the Material Test.
He can figure out the overscan required by using any of the on-line calculators.
He’s using a visible ssl (diode), wrong tool for this job and it’s controls are quite limited compared to a machine designed with this in mind. I think he’d getting pretty good colors for that machine.
The speed of the gantry really limits how evenly it can be heated…
I totally understand that no one wants to read everything here. So I’m totally fine answering this as many times as it’s needed. Yes that would or could be a problem but its not in this case. my acceleration is set to 10000 and seemingly much faster than normal aldo its still working perfectly.
The majority of tests at Number 3 in the picture below are done with these settings. problem being color fading from hot to cold first 2 centimeters then stabilizes.
Test 2 in the picture above is done with these settings:
The outcome should just be a single colored square, but since it decelerates and accelerates in every corner while spiraling out we can see that the discolored area is still much smaller even when it is fully stopping and going again while at constant power.