Has anybody got an air assist with a gas flow meter installed? I already have a branch in my shop for airbrush and small HVLP, so the regulator and drier are handled. I have a solenoid enroute, but thought it might be nice to also have a flow meter so I can be a little more accurate and repeatable.
Anybody know what kind of flow rates I should be targeting? 1-10 CFM seems reasonable to me, but I really don’t know.
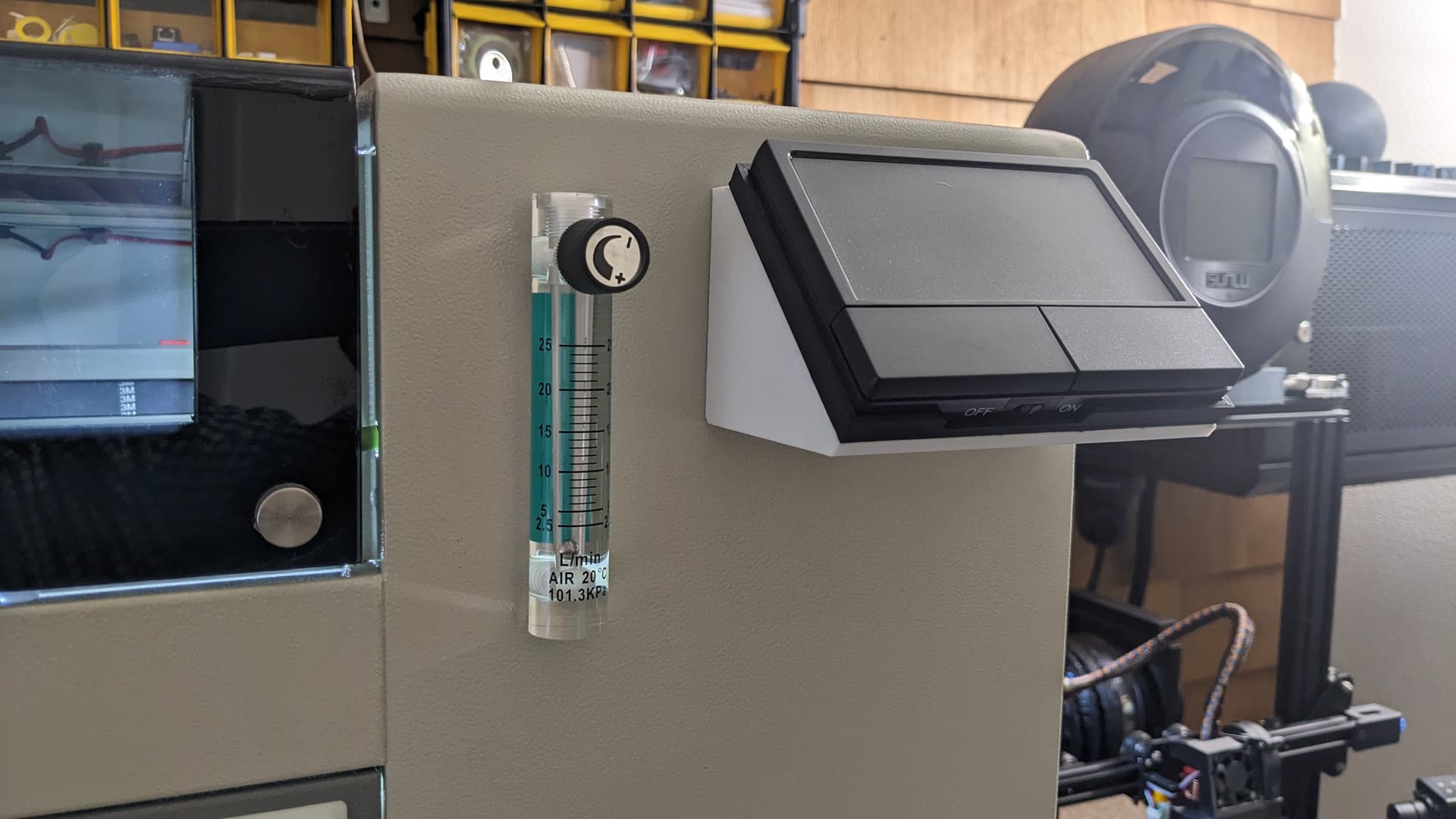
For now I’m just planning a single circuit, M8 controlled off/on with manual flow rate/pressure adjustment. I may add aux/bypass later if it becomes necessary.
Oh. 22W quad diode laser. Ikier K1. Nozzle appears the be about 2.5-3mm dia, but there are two annular orifices, so I can’t be certain which is in use for what. I suspect the outer ring is diode cooling airflow and the inner hole is air assist. I didn’t want tear apart the head to see.
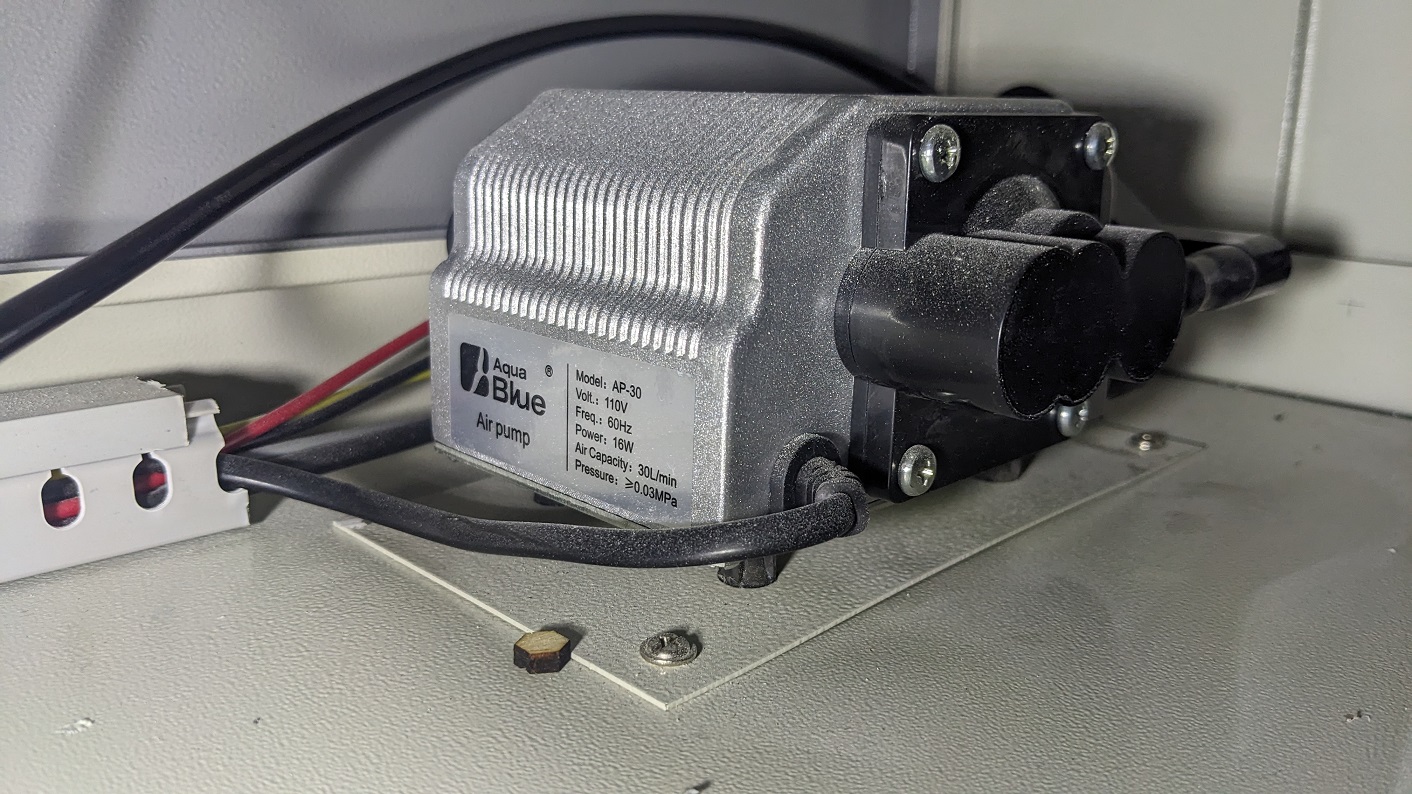
The aquarium-style air pump that came with my OMTech 60 W CO₂ laser produces something like 12 l/min through all the plumbing required for dual-flow air assist:
It seems to do all the things required of assist air, even without an air compressor producing much higher pressure.
The nozzle orifice at the end of all that tubing & plumbing has very little influence on the flow. I occasionally consider replacing the cheap heavy-wall PVC tubing, but then I feel a nap comin’ on strong.
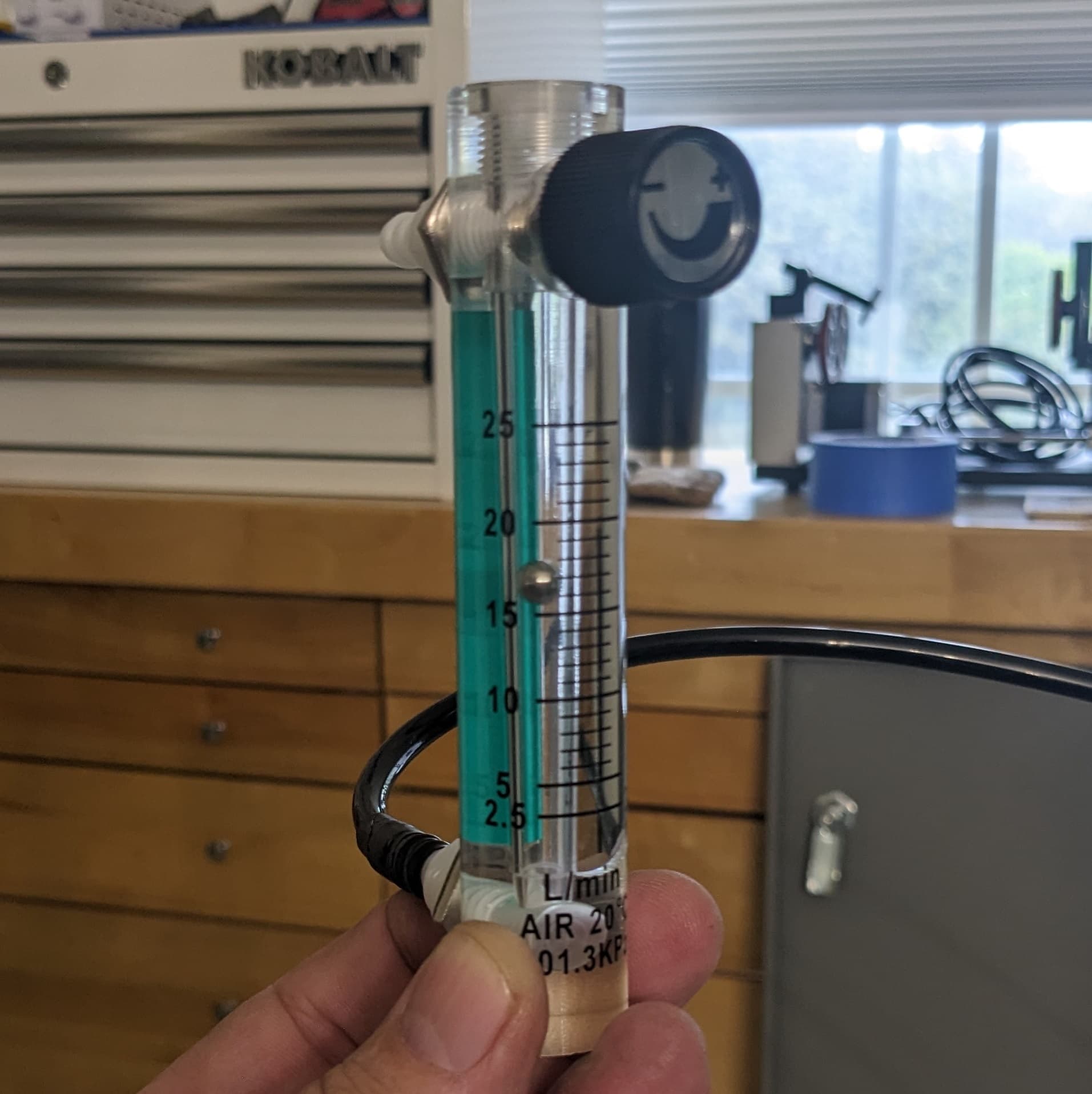
This airflow meter is brilliant… confirmation of airflow, if nothing else.
I’m already on Amazon looking for the best one.
Another laser mod is in the works… Thanx.
I like the idea of another meter, gauge, dial, knob, button, or switch on my laser.
You can’t have too much information, in my book.
I’m just a little nervous about the fact that my little air assist pump delivers air in tiny puffs instead of a constant smooth flow. I wonder if this will be a problem on the meter?
I am happy with my little pump though… it’s almost silent and does the job for me.
After all, it’s Air Assist… not Air Assault.
I don’t know if the buzzy pump has a reservoir inside, but AFAICT the volume distributed along the tubing between it and the nozzle smooths out the flow just fine.
Yeah, I was going to go for the ‘under-the-laser-fresh-air-drill-a-hole’ plan.
I’ll likely do that when I modify the air lines to go through the metering valve.
Ed, just to confirm… the pump you added the intake tube to was putting out 14L/min at it’s best? And also to confirm, that pump (like mine) was advertised to be 30L/min… Chinametrically speaking? I ask, because I don’t want to get the 30L/min gauge if it’s never going to see that… instead I would get the 20L/min gauge.
That was about it, as measured through all the tubing & valves & fittings & suchlike. I have no doubt the pump would produce higher volume into free air from the pump outlet, much like lawn mowers rated in Sears Horsepower measured as the engine blows up, and it might even be a factor of two.
I’d also be willing to bet that 14 l/min is largely independent of pump pressure, because half a dozen feet of 6 mm tube presents so much resistance. All the flow calculators I’ve seen choke when presented with tiny tubing at low pressures.
It actually came installed in my Monport 60W CO2 laser.
Not sure the actual brand, but I’ll likely get a closer look at it this weekend and report back here. Amazingly quiet though.
I ordered the rest of the parts I need for mine, but I opted for a 3-30 LPM gauge. I still can’t can’t quite wrap my mind around these flow rates. They’re SOO low. 3 LPM is only 0.1 CFM. Even my tiny little Iwata airbrush consumes more than that. The diode cooling fan is downdraft, fixed speed, and moves probably 10x that so I’m considering assist air at less than 3LPM effectively off.
As the saying goes, “One careful measurement outweighs a thousand expert opinions”.
A piddly 14-ish l/min = 0.5 cfm air flow (*) looks like this when cutting MDF:
The focus point is 18 mm below the nozzle, on top of the MDF, and the air assist stream stays collimated enough to have no trouble pushing the fumes down and out through the kerf.
The red-dot pointer beam angling in from the right shows there’s some smoke in the air above the MDF, but most of it stays out of the way.
Higher pressures will certainly produce more flow, but it’s not clear (to me, anyway) how much the cutting results improve with more flow.
(*) I didn’t have the air flow meter installed, but the results now look pretty much the same as then, so the flow is similar.
I bet your nozzle is a lot efficient than mine. There’s not any research I’ve found on sub-killowatt (let alone hobby diode) laser air assist. The stuff we have at work is cutting 1/2" carbon steel and the assist on those is apparently exiting the nozzle at/near supersonic velocities.
The only real numbers (til now) I’ve seen in reference to hobby laser is the commonly accepted “9psi” and a small handful of others pushing upwards of 20.
I’ll just have to run some tests and see what happens. I haven’t ruled out making or retrofitting my own nozzle. Still need to see what this OE diaphragm pump is producing and take a closer look at the nozzle.
Either way, I believe CFM with a known nozzle diameter/area gives us a better comparative dataset.
With the dual-flow plumbing supplying 2 l/min while the assist air is off, the focus lens definitely remains cleaner. The top (curved) surface is open through the mirror aperture and I know the bottom was exposed to airborne crud before I started filtering the pump inlet, but a little flow seems much better than none.