yeah sorry hit the wrong button ok
$30=0
ok
$131=850
ok
Pound…dollar… Money either way, right? ![]()
2 Likes
I understand the issue, but the best procedure is to keep this public. Someone else may see a problem since it’s with a different mindset…
I think best practice is to ask someone at Lightburn, to upgrade the account so they can post pertinent content. The posting rules help keep the bots at bay…
Maybe @JohnJohn can fiddle with the OP account so he can post what he needs to address his issue.
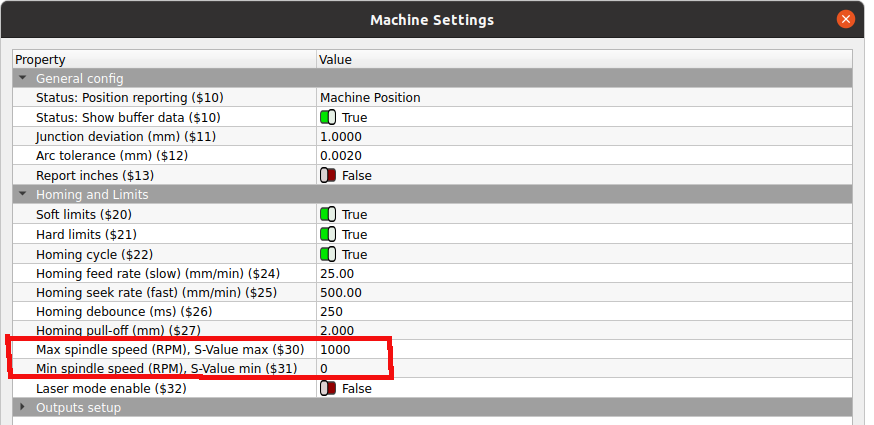
The $30 and $31 are spindle maximum and minimums… The proper values are sent to the machine assuming that Lightburn (or any other software) has the same values…
The default for the $30 variable is 1000, as is S-Value Max in the device settings… The lowest power you want is for the laser to be off or 0. This is the correct value for $31 or S-Value min.
S-Value Max is the maximum spindle speed. You may not want a spindle to stop during a move across the material as you normally lift the spindle up, out of the way.
One of the reasons I don’t suggest hand entering these numbers… too easy to make a mistake when the software has this handled for you. Written in your native language… Same with bit patterns, let Lightburn help you ensure you’re telling it the correct bit pattern.
![]()
Maybe I’m not seeing this correctly…
0.1 on a scale of 0 to 1000 should be 1/10,000 or 1/100th of 1%.
It should be sufficiently low. It’s well below the visible blue-light Framing settings.
You may find that xTool locks the Machine Settings on most of their firmware versions.
This is a temporary precaution to reduce attacks on the board off-hours. I can bump you a level.
You are welcome to upload/attach pics or text files and paste LightBurn Console window output directly into your replies here.
This is a good point.
I found a pretty solid thread here:
Videos attached from post #3


Normally, Yes… but this is an xTool device. It’s important to work with, (or around) their assumptions and innovations.
I don’t think it ‘should’ matter. The first lead-in move should be a G0 move and the laser shouldn’t be on at all. But, if it’s a G1 move and it’s running at .01% power, having a low acceleration and a high Max rate may cause it to think that it’s moving too quickly and attempt to compensate and overburn.
I understand that XCS probably works in mm/second in their interface. We can also work in mm/second and that can be set in the Settings window, under Edit (along the top row). GRBL and all the GRBL based engravers work in mm/minute. The xTool D1 Pro should be expecting move and engrave commands in terms of mm/minute.
Please confirm that you’re running LightBurn with Metric units selected. Some of the xTool products had serious problems with imperial ‘Inches’.
There’s also a chance that it’s a Firmware problem, or a LightBurn problem but some of these chances are slimmer than others.
The M.Pos (Machine Position) implies that there are three axes.
“Up” is a terrible word choice for Y-Axis Homing. Is there an error message after ‘up limit triggered’?
I need to know if it’s remotely possible that a Z-Axis (Actually Up) limit switch is being triggered with a move (to the Back or the Front) along the Y-Axis. If there is a provision for a Z-Axis limit switch on the controller, Plugging the limit switch in there instead of the Y-Axis port might mess things up. I’d be expecting an error message if that’s what was happening.
If Homing is good, turn on the “Show all” switch in the Console window in LightBurn, and run your project again. Running on a previously ruined piece is ideal.
After you’ve made about half of the Lead-in mark, you can unplug your engraver from power and make the engraving stop with an error message.
Scroll back, select and copy that text from the LightBurn Console window and paste it into a reply here. I need to know why the lead-in is active.
That lead-in shouldn’t be powered but if it is, the difference between, how fast the engraver is going vs. how fast it thinks it should be going, might be multiplying that small percentage of output into something that might be making a mark.
If the lead-in mark doesn’t happen this time, it may have been corrected by adjusting the units of speed in LightBurn.
2 Likes
Thanks to all who replied. I should have posted earlier, Gil cleared my problem when we communicated via private messages. We had to do this as my account was restricted due to being a new user. I was only allowed to post two links and it was seeing the homing coordinates as a link. It was posting them in blue text as a link would be seen.
Again many thanks!
Glad you have if fixed.
I kind of screws everybody else wanting an answer to hear it was fixed via private messaging and will help no other person resolve the same conflict. It is best to keep in on the public forum.
If you mention limiting posting ability, most of the people with power who can override the default settings will do so, allowing you to post what you need to get a solution, publicly.
It would be nice if you could post what fixed the issue… That’s the real purpose of this forum.
Have fun
![]()
Yes, it was unfortunate, but the forum only allowed me to post partial data from the console, this was because it was seeing the home point values as a link, several such “links” were reported in the console window. So I could not post the full content and had to resort to private messaging. The fix was, I think, a combination of allowing Lightburn to find and reconnect to the machine and using that profile rather than the previous instance, rewriting the values for $30,£31 as described above and setting the Y axis bed size of 850. Thanks again.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.