I have a boss HP3655 150 watt.
Not really a software issue.
Did you ask Boss?
Not my intent to say he posted in the wrong place.
Cutting steel is specialised. The machine, and specifically its head and lens, needs to be much more robust than in a common-or-garden laser engraver. The ablation temperature is thousands of degrees C, compared to ~500C for wood.
If his machine was rated to cut steel, I would expect that Boss would have a lot of information on how best to do that.
My experience of steel cutting by laser is that it is cleaner than plasma, so a lot of slag on the back side could be any number of reasons, from power to lens to alignment to focus. But not software.
You will need a water jet machine to make clean cuts without slag. They use an abrasive with very high pressure water jet.
You have the right kind of machine to do this. My only thought is for and given power setting you are using, try to dial in the O2 pressure and cutting speed.
I would start with something that sort of works and then do a series of cuts at speeds above and below that to see what yields the best results. Then repeat at the best speed and do the same with O2 pressure
Can you post a picture of a sample cut?
Being a retired pipe welder who has welded and cut stainless steel thin wall schedule 5 pipe, with a plasma cutter, there is no way a laser with air assist won’t produce slag. If you use argon instead of air in the air assist, you may have a cut that won’t have the oxidized slag which is produced from an oxygen rich reaction to molten stainless steel. But then you have a suffocation hazard from all that argon lol. Simply put, we use an argon purge inside the pipe when we weld it with TIG, so it doesn’t sugar the root pass and make a poor quality weld. When I cut stainless, I use a Metabo with a wafer wheel, and I don’t get any sugar or slag. I have seen water jets that can cut any design you want, but they are expensive. A plasma cutter works well, but it produces slag from the oxygen reacting with the stainless steel. Then I have to grind it to remove the slag.
There is no way to use a laser that I know of, with an air assist, and not get slag or ‘sugar’.
Thats simply not true. Laser cutting done correctly produces a clean edge. Fibre lasers and CO2, dialled-in, are used over plasma and water jet for precisely that reason - in the case of water jet, they are cheaper to buy with lower running costs, in the case of plasma, give a superior result.
Your experience of using a hand gas welder, water jet or plasma is nothing like using a laser to cut steel.
The key being ‘that I know of’ - it’s a specialised industry with a lot of operator skill to get a good result.
There’s a few different techniques - using argon or nitrogen at high volume to prevent oxidation and clear the cut physically, using oxygen to raise the ablation temperature and clear the cut with less volume, but better metal flow.
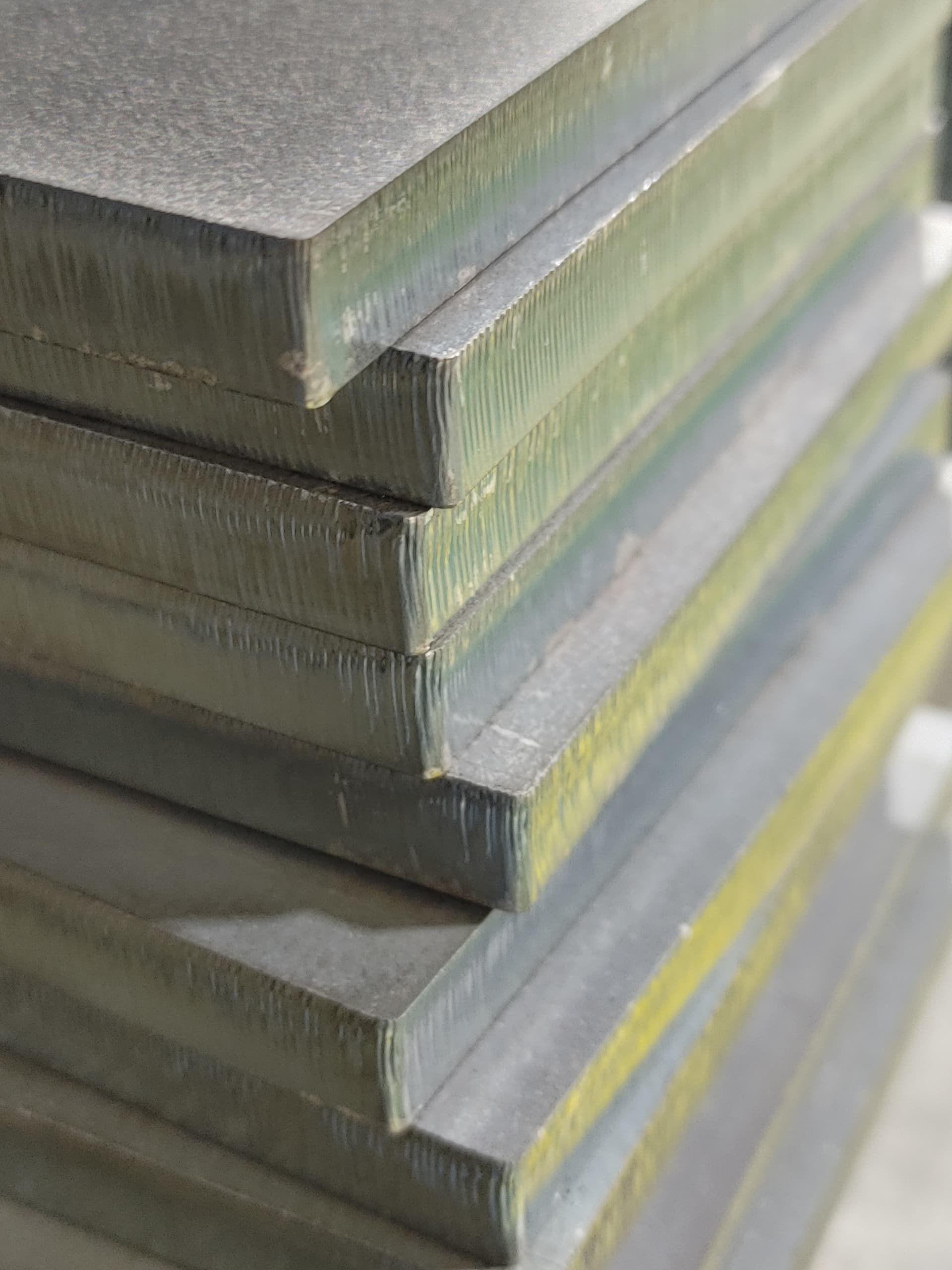
Burr-free laser-cut 6mm steel plate.

1 Like
This. And the size of gas nozzle, the flow of gas, the choice of gas, all contribute.
This is steel, not stainless steel. I know about the different characteristics between the two. Anytime you use air with stainless steel, you will get a sugaring of the cut, or weld. The argon or CO2 will give superior results. But with a150 watt CO2 laser, I can’t see that cutting stainless steel, at least not anything except thin sheets. I read up just now on your machine, it will cut thin steel and stainless steel.
Here is some of the 16 gauge stainless steel I was cutting. You are right about the sugaring going on because I am using oxygen to cut. I was just wondering. I know I can cut the stuff just wondering if it was doable. here is a picture of a piece I cut out with a 1/4" hole.
Thanks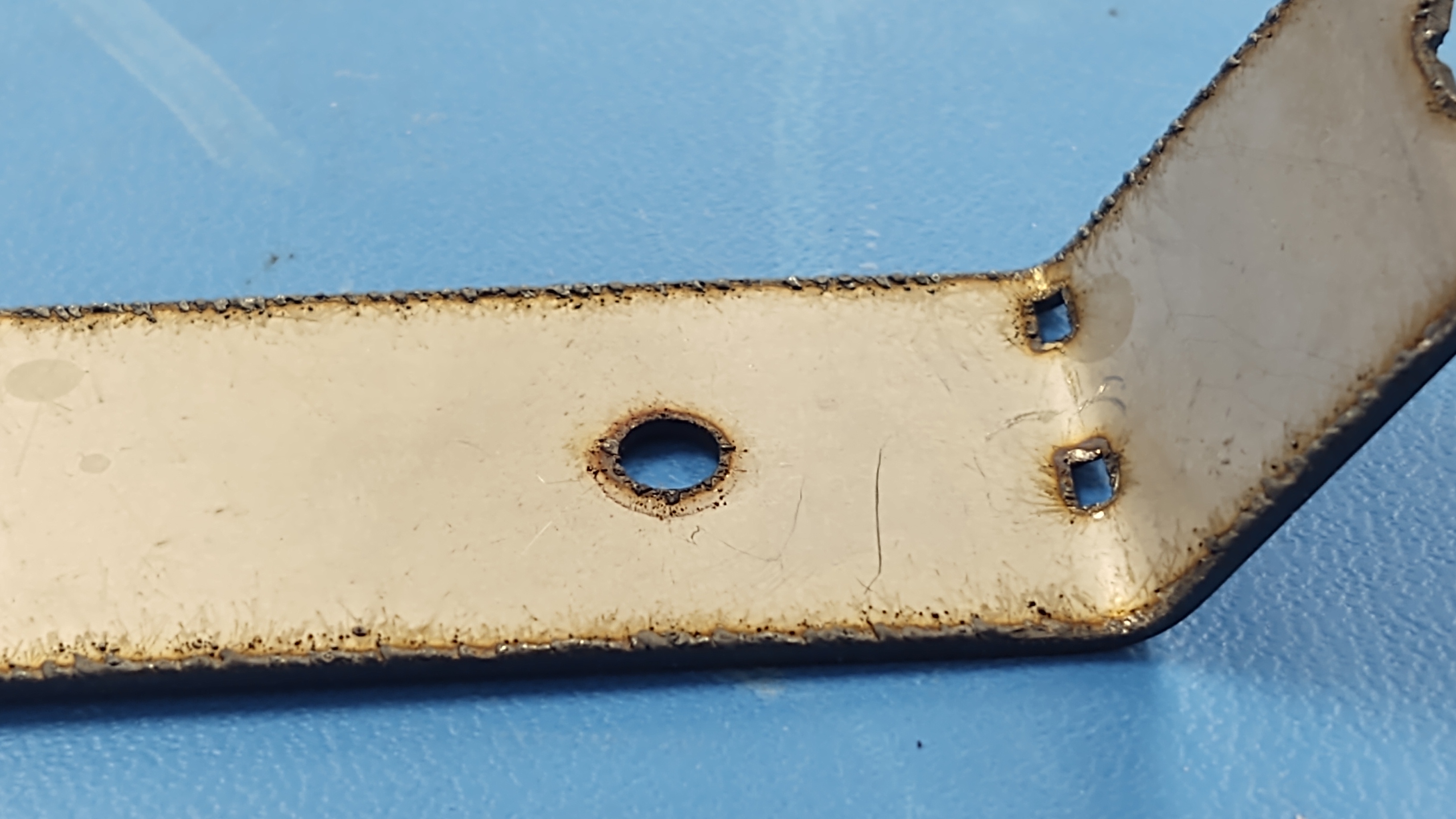
I will agree on needing to change up gasses to drop that oxidation down. You can get some really nice cuts out of most stainless. We do 7 gauge 316 with one of our suppliers, running a 8kW Optiplex, and their nitrogen tank is 2 stories tall. I also know that there is still some slag with the guts, and the parts go through an auto-sander before shipping to us to take care of it (then we put them in our vibratory finisher).
Whats that coating? if thats on both sides, and you are pushing it through the cut, from my limited welding experience, that is not going to get you any great quality.

How much slag are you getting? Did you get the factory Stainless sample cut pcs in the Boss provided toolbox with the machine? I’m getting a bit more slag than the samples have and going on the assumption that the samples are probably as good as it’s going to get. I’m having trouble getting follow mode working properly. Going to try a couple more things today then post to see if I can get some help.

Left 1mm with standard setting from software with Nitrogen (Looks Bad), Right, I changed the focus until i fould the sweet spot (Looks good).
Why? Because you can´t know that the software ´0´ focus is calibrated with the hardware in the laser head. Bottom of the 1mm Stainless Steel. -0.9mm. Air 20bar.
3kw Fiber Laser.