My finer understanding of cutting at high speed through thick materials agrees with what Russ Sadler went through- the laser seems to only penetrate through a short distance, then the rest of the cutting is done via a lance of hot gas. The cut actually drags behind the axis of the laser in a parabolic curve. And it’s cut at later moments behind the beam, if the beam keeps moving the same way.
Ever notice a curious effect where you cut off the edge of the stock, and the beam cut fine until about 2mm from the edge and it actually didn’t burn through there? That’s because the drag cut stopped as the beam went over the edge and the hot gas was no longer confined to the channel and was unable to finish the cutting.
More importantly, it’s why you get incomplete cuts at the stop and sharp angles on thick material. You can get a speed that cuts consistently through your stock on the straightaways, but where it takes a right angle turn or stops or crosses itself, it won’t cut through until you bump the speed down significantly, wasting much of the laser’s potential.
Note that a dwell-at-end-of-cut has no effect on undragging, because when it comes to a stop the gas bores a vertical hole and gas will not flow down the unfinished channel.
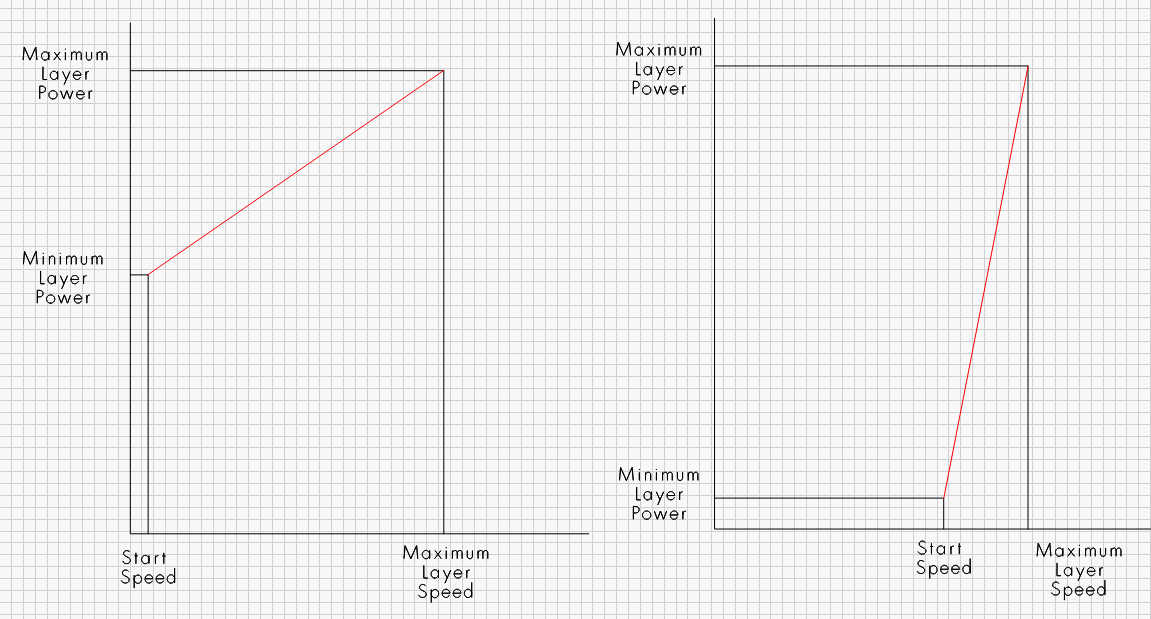
I did an undragging test which did some right angle turns and crossings and changed to the next layer about 3mm before the corner, made it cut slower just there, then the next side starts full speed then brakes to a slower speed before the next corner.
The result is much better cutting, more consistent capability on thick materials.
That was exceptionally difficult to set up, as I had to make a bunch of token layers sequentially so it would change speed mid-cut. This limits experimentation.
I’m not certain of the exact math here that would yield the exact energy profile. But just putting a brake to a slower speed about 3mm from the endpoint, a crossover, or right-angle turn, it does reliably undrag and yields MUCH better cutting on thick materials.
The thing I don’t have worked out is how to respond to other angles and tight curve radius. I have seen curves that cut just as well as straightaways, it’s just the right angle corners needed an undrag- I don’t know what a 35 deg or 45 deg angle needs yet, though.
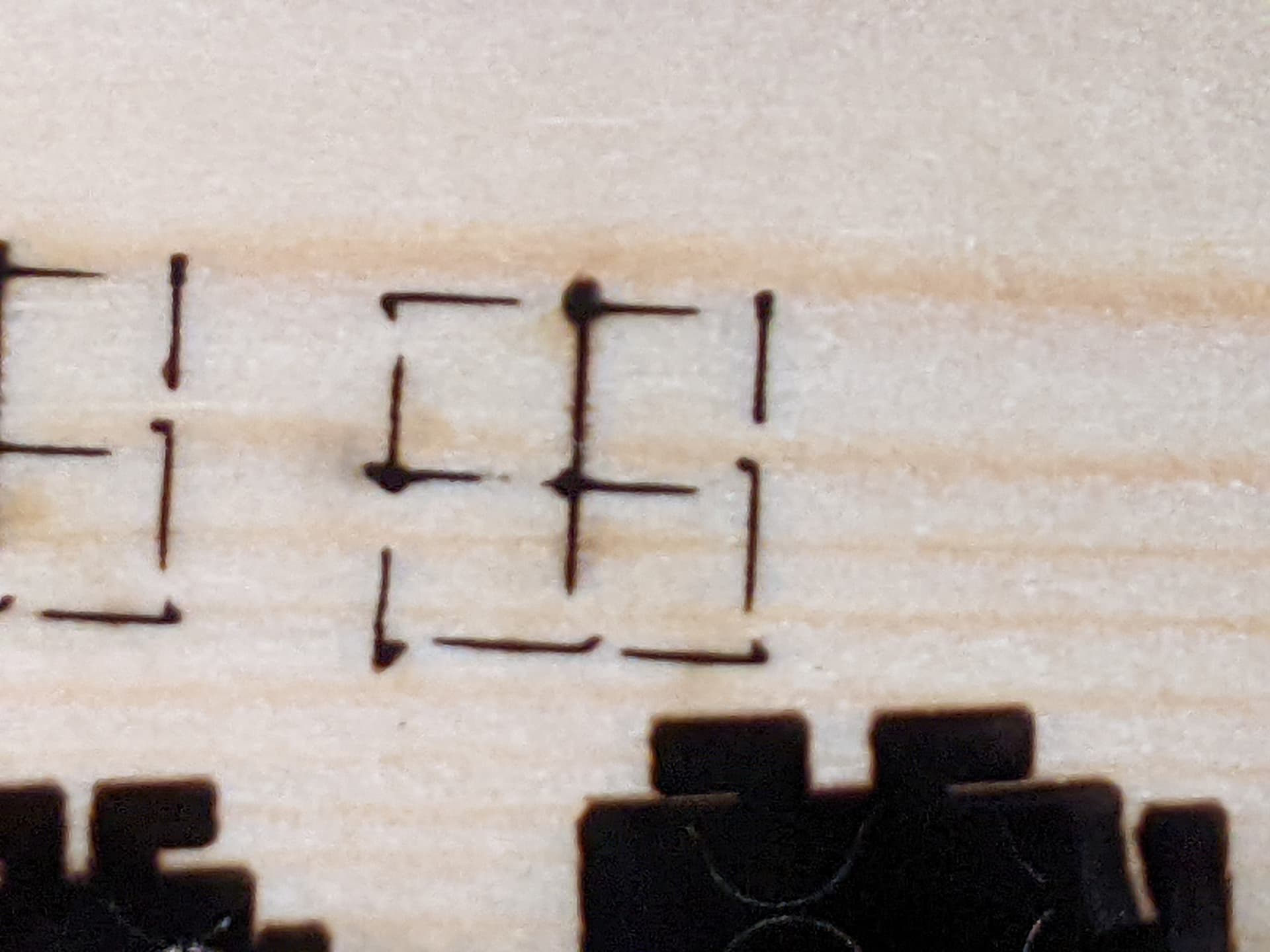
For example, here it a draggy cut, the + is cut first in the center, then a square is cut around it. Where it corners, the channel gets broken and it makes an overburned corner with a slight squiggle.
The other things of note is that even when the second line of the + goes down, it loses the channel as it crosses the prior line. And at every stop point. The length of the uncut portion is basically the same for all 3 scenarios.