Hi everyone,
im sorry to ask this question, i have seen that others had the same problem but im quite new to laser machines and didnt understand the sollutions. So i dont want to risk and break anything by blindly trying and better ask the professionals here.
As the title says, i need to reset the home position to 0, 0.
I got an AtomStack S20 Pro. Workarea is 400x400. I dont know what controller board it uses or how to find out, chatGPT claims that mostly a MKS Gen L Controller Board (?) is used…its a GRBL/Gcode machine according to LightBurn. The home position should be front left, as there are the tactile switches that tells the machine to stop there.
When the laser is anywhere and i click Home, it moves to front left but when i get the coordinates they are not 0, 0 but -16, -99. It does not reset itself when i click home and it returns.
There are no errors in the console when i startup the machine, move to somewhere and then click home.
How do i zero it when its in the home position? I saw some sollutions that needed to manually enter a Gcode string in the console, but as i dont know what the instructions mean im better safe than sorry and ask.
If my sollution is aswell to enter some instructions, it would be really nice if one could give a little info on what those instructions mean so i can learn from it, or where i can learn more. Never had to touch gcode with my 3d printer or cutting plotter as they auto calibrate, but seem its time to start learning gcode
Thanks in advance
Edit: Im using LB version 1.7.03 on linux and windows
Now when i send it from somewhere back home it lands on 1, 1.
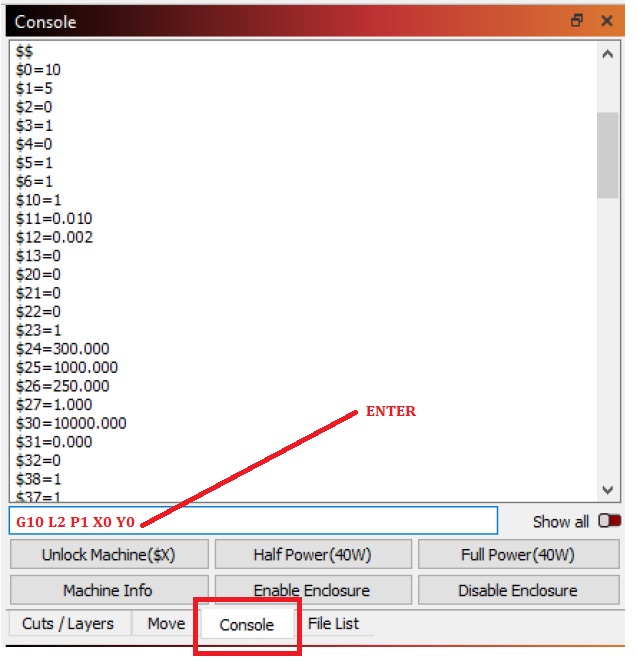
What does “G10 L2 P1” mean? X0Y0 seems obvious. And what would “$RST=#” do? RST would be reset, but whats #?
Sorry if i ask dumb/too much questions.
Edit:
And what can cause this to happen, so i can avoid it in future.
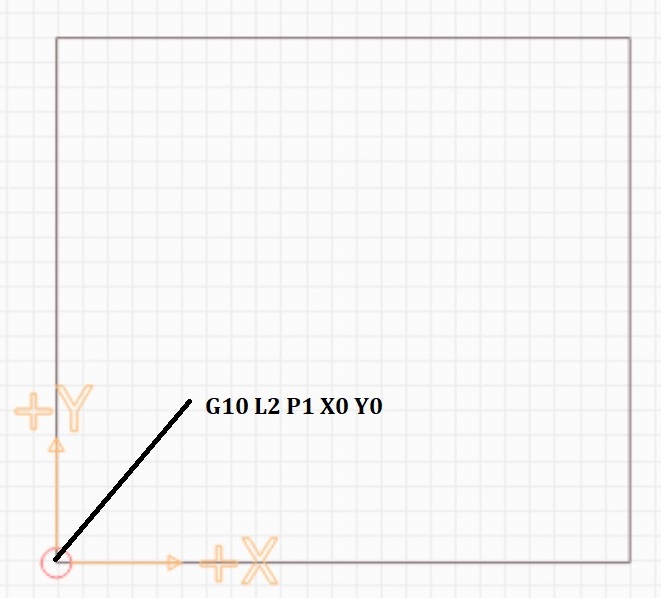
G10 L2 is used to set the coordinate system. P1 specifies the coordinate system for offset G54. X0Y0 in this case sets the offset to zero values, thereby removing any offset.
$RST=# in this particular case likely would have gotten you to the same point but in a different way. It will erase and zero out all G54-G59 work coordinate offsets. It’s a bit more blunt than the specific work offset change and slightly less predictable in case the reset behavior has been modified in the firmware.
In any case, your machine should be largely working predictably at this point.
Indeed… 0, 0 or 1, 1 doesnt matter. Thanks so much! Im reading up on the Gcodes now, at least the most important ones. Way easier to understand then i thought. Easier than ASM
Thanks again for the quick help.
Yes. Basic g-code is very shallow and straightforward but get more complicated with macros or other programmatic capabilities that are implementation specific. It’s more the CNC concepts that take time to learn.
This is firmware dependent. You’re likely arriving at 1,1 as a result of the homing pull-off. Different implementations handle this slightly differently where origin is zeroed out after the pull-off is achieved. Others zero-out first, then pull-off. If you really want to get to 0,0 post homing you can accomplish that with an offset but I’d suggest just adjusting to it.
Guess “pull off” means it goes home, hitting the limit button sets it 0 and then moves one back in both axis for 1 (?) and with an offset of -1 it would show as 0 to calm the inner ocd?
Wouldnt matter in future for me anyways i guess, as i plan to attach a crosshair laser pointer module that i have laying around collecting dust to the main laser for better/easier manual positioning. Measuring the x and y distance and use as offset. So 1, 1 or 0, 0…same difference.
Knowing all the ins and outs of “real” CNC is for sure way more complicated, an art like welding. Basics are easy, doing it right is the difference between hobby and job perspective. But its nice to know at least how to read G and how it works. Thanks to you i can probably troubleshoot the next error myself
Yes. But if you do so then you’d want to switch from referencing machine position to working position. You do this by changing the value of $10 from the current value of 1 to 0.
see…another thing learned. I would miss to set the reporting relative to workspace instead of machine origin and would be here with the next question. Always learning on
y apartir de este comando tu home y tu inicio sera la esquina de abajo a la izquierda
yo tengo la Atomstack a30 pro y pase por lo mismo .
ya me comentas si fue bien.
saludo