Okay, I’m sure this is probably a simple fix (hopefully!)
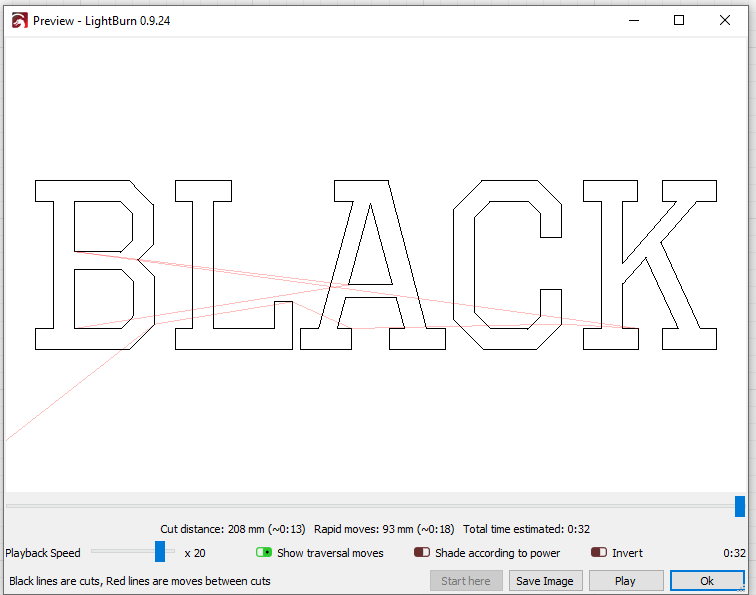
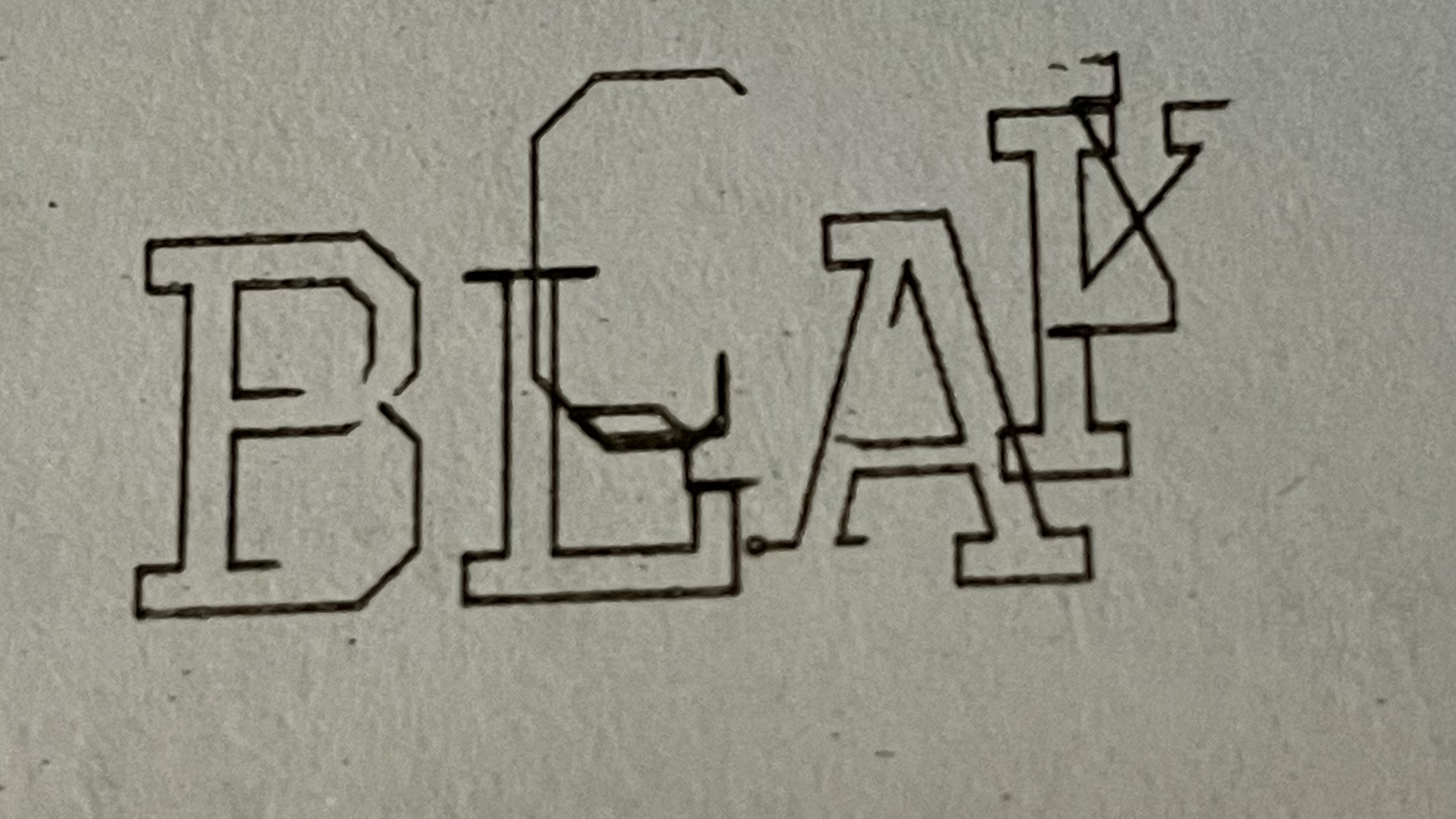
So, I can’t seem to get the code to burn the correct “path”. I’ll try and add a picture to explain. I’m sure you’ll want to see some code/ software versions to help diagnose, so just let me know what it is that I need to post and I’ll do my best. (I’m very new to this so apologies for my ignorance in advance).
Hi, in the reply box the upload tab is the 7th from the left.
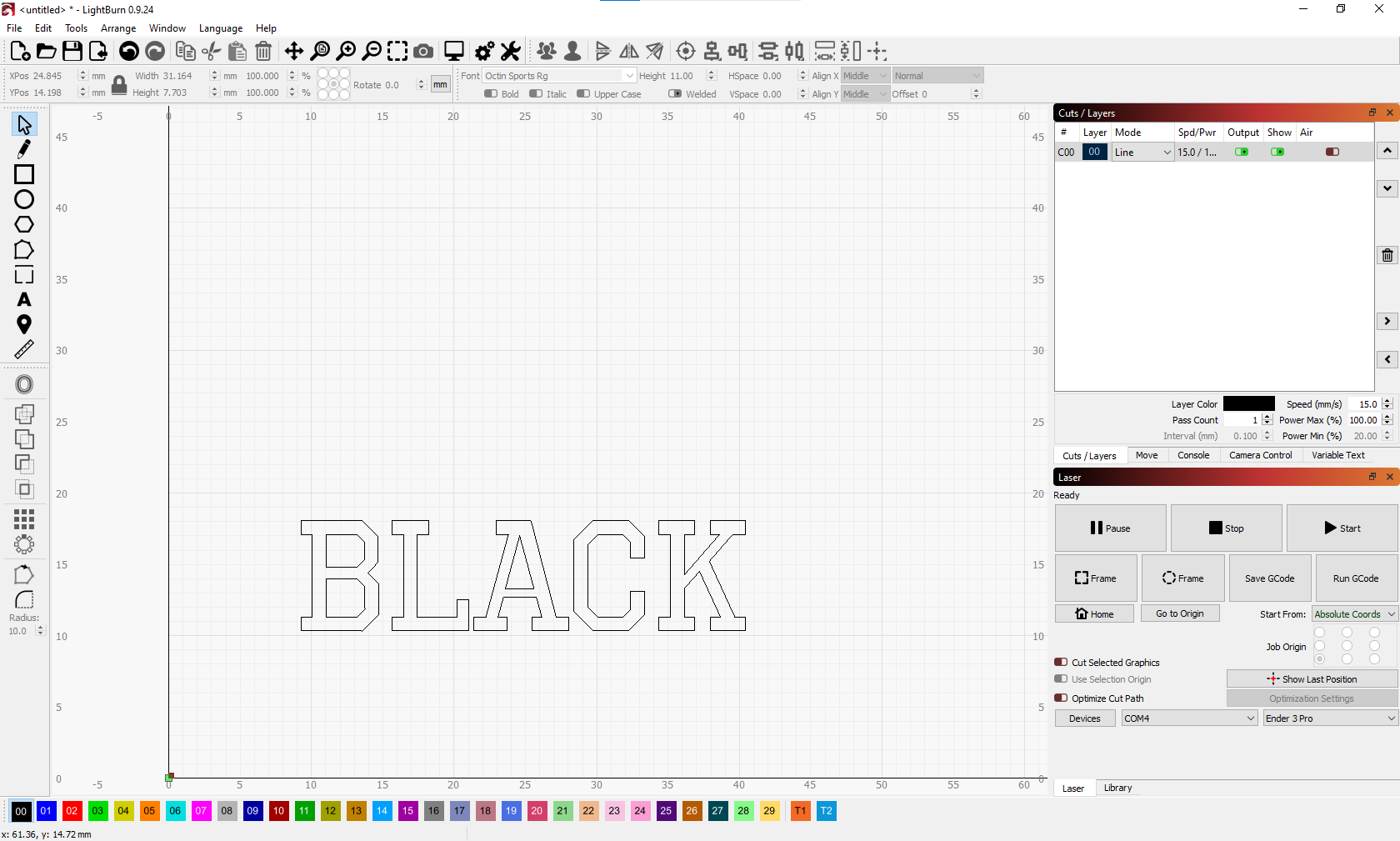
You’ll need to upload a screenshot of the ‘cuts/layers’ settings of the project you’re doing just for starters.
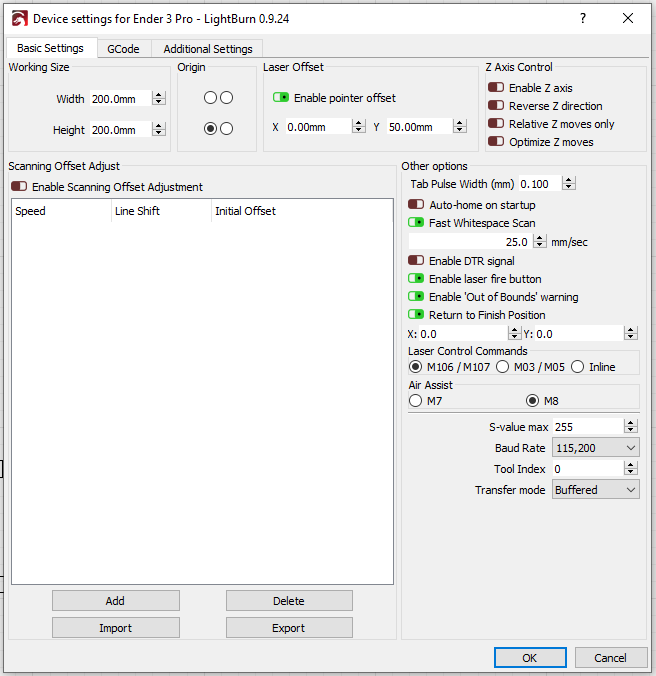
Hi, first thing i noticed is that you have in the ‘settings’ mm/sec best for co2 thinking it should be mm/min ‘best for diode’, don’t know anything about your machine i’ll have to have a quick read up.
Did you try it with mm/min?
The only thing i can think of is the belt tension or something else slightly too loose.
It looks like it’s jumping going by the pictures.
Hopefully someone who knows more about your machine will get back to you soon.
Sorry i couldn’t be more helpful.