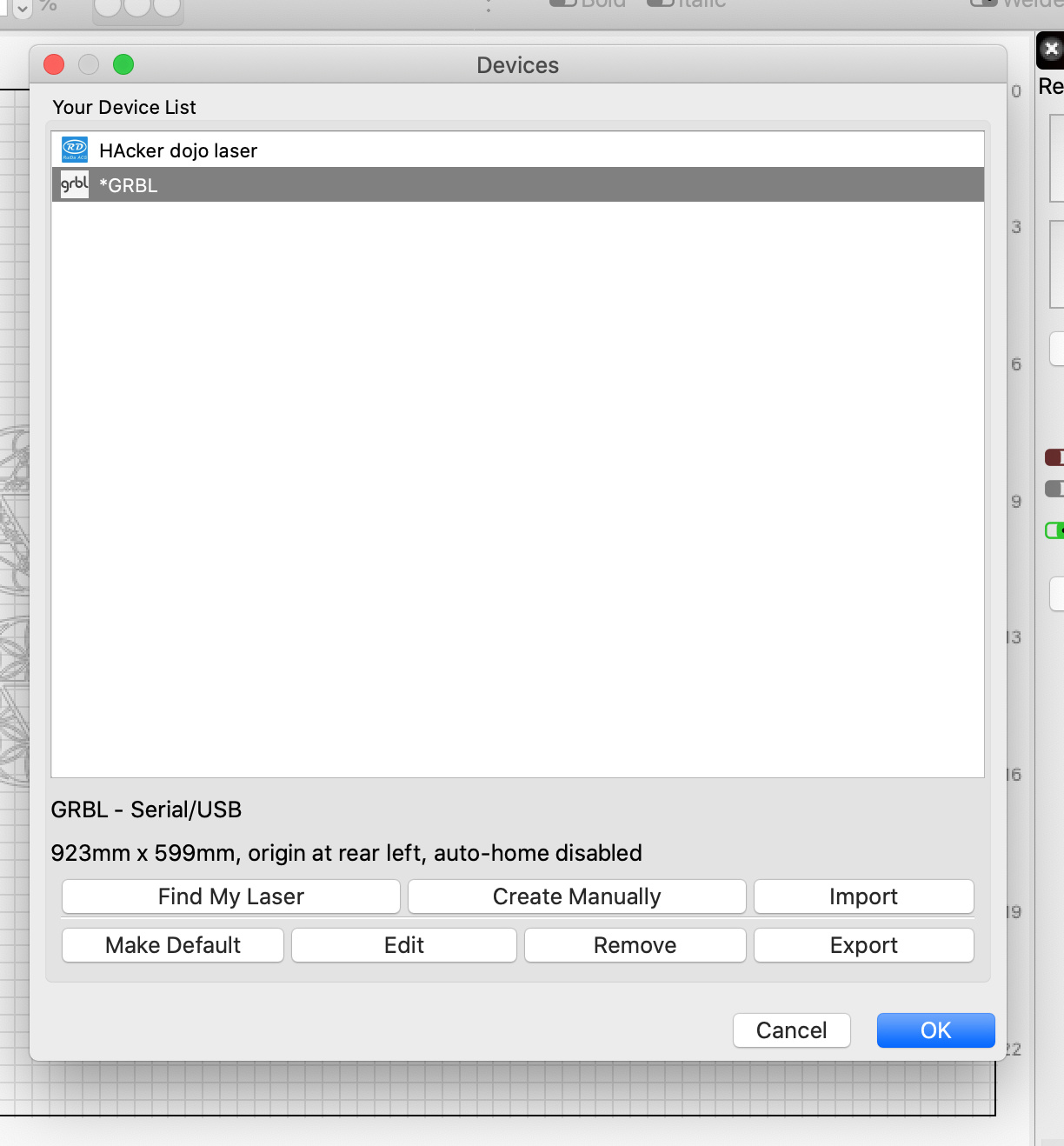
I bought a used 2017 100w HL-1060 laser machine. 23" x 37" bed. It was a non DP model that the previous owner upgraded to a GRBL controller board (SuperGerbiL). I know nothing about this type of upgrade. I have 3 years of experience with laser machines at shared spaces similar to Makerplace. Never had any issues like this.
I have been experiencing intermittent issues since I set up this machine at home a month ago. About 30% of the time, there are no issues. 70% of the runs result in weird cuts as can be seen by the pics. I can do one run and have issues and rerun it with none. I tried different designs and shapes and still the same intermittent issues. I tried changing the speed and power but didn’t see any improvement. I am guessing it’s a configuration issue and I need to adjust a combination of settings. I’ve tried everything. Realigned the mirrors, replaced some mirrors. Still having issue. Please help.
MacOS Catalina V10.15.5
Experienced with the up to date versions of lighburn for the last month or so. (just updated to 0.9.13 today so haven’t tested with this new version yet)
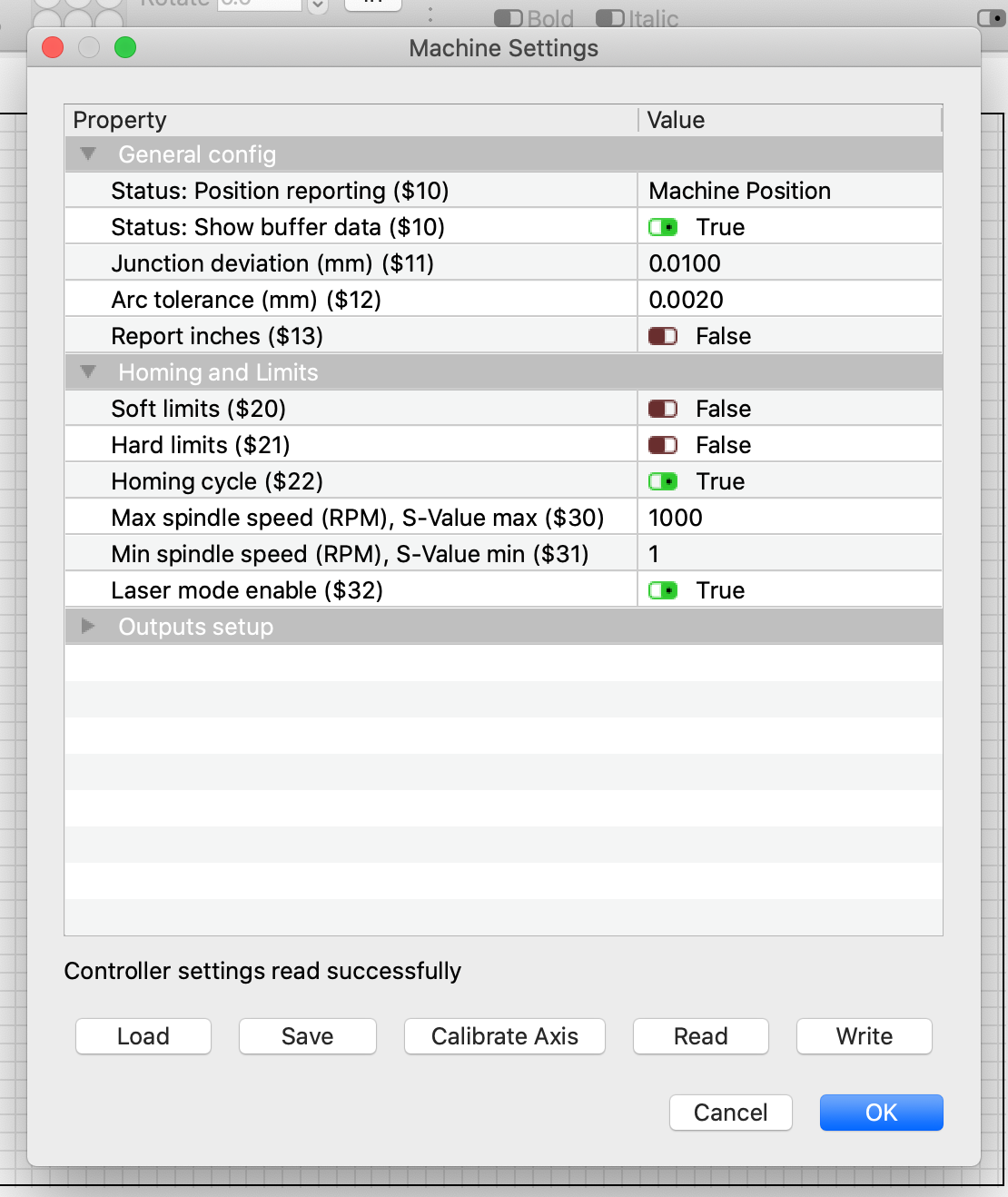
$0=10
$1=255
$2=0
$3=2
$4=0
$5=1
$6=0
$7=0
(ATC M6, pulse/ff)
$8=100
(ATC Tool Td, milliseconds)
$9=100
(ATC M6 Td, milliseconds)
$10=31
$11=0.010
$12=0.002
$13=0
$19=0
(Softstart, milliseconds)
$20=0
$21=0
$22=1
$23=3
$24=2000.000
$25=2000.000
$26=250
$27=2.500
$28=5
(Spindle freq. 0 to 15)
$30=1000
$31=1
$32=1
$100=157.000
(x:stp/mm)
$101=157.000
(y:stp/mm)
$102=160.000
(z:stp/mm)
$103=160.000
(a:stp/mm)
$104=160.000
(b:stp/mm)
$110=12000.000
(x:mm/min)
$111=5000.000
(y:mm/min)
$112=3000.000
(z:mm/min)
$113=5000.000
(a:mm/min)
$114=5000.000
(b:mm/min)
$120=8000.000
(x:mm/s^2)
$121=999.000
(y:mm/s^2)
$122=2000.000
(z:mm/s^2)
$123=3000.000
(a:mm/s^2)
$124=3000.000
(b:mm/s^2)
$130=230.000
(x:mm max)
$131=200.000
(y:mm max)
$132=200.000
(z:mm max)
$133=200.000
(a:mm max)
$134=200.000
(b:mm max)
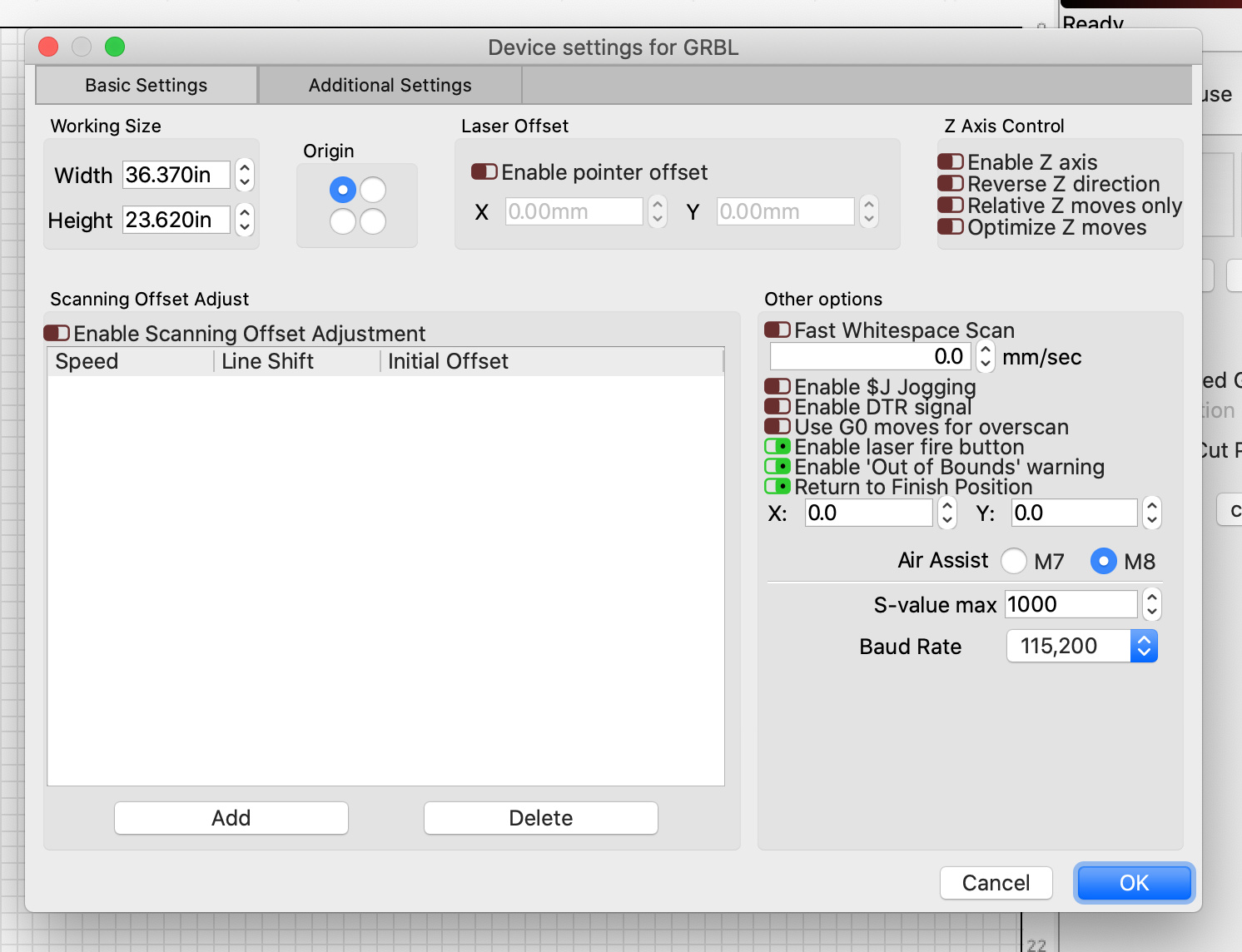
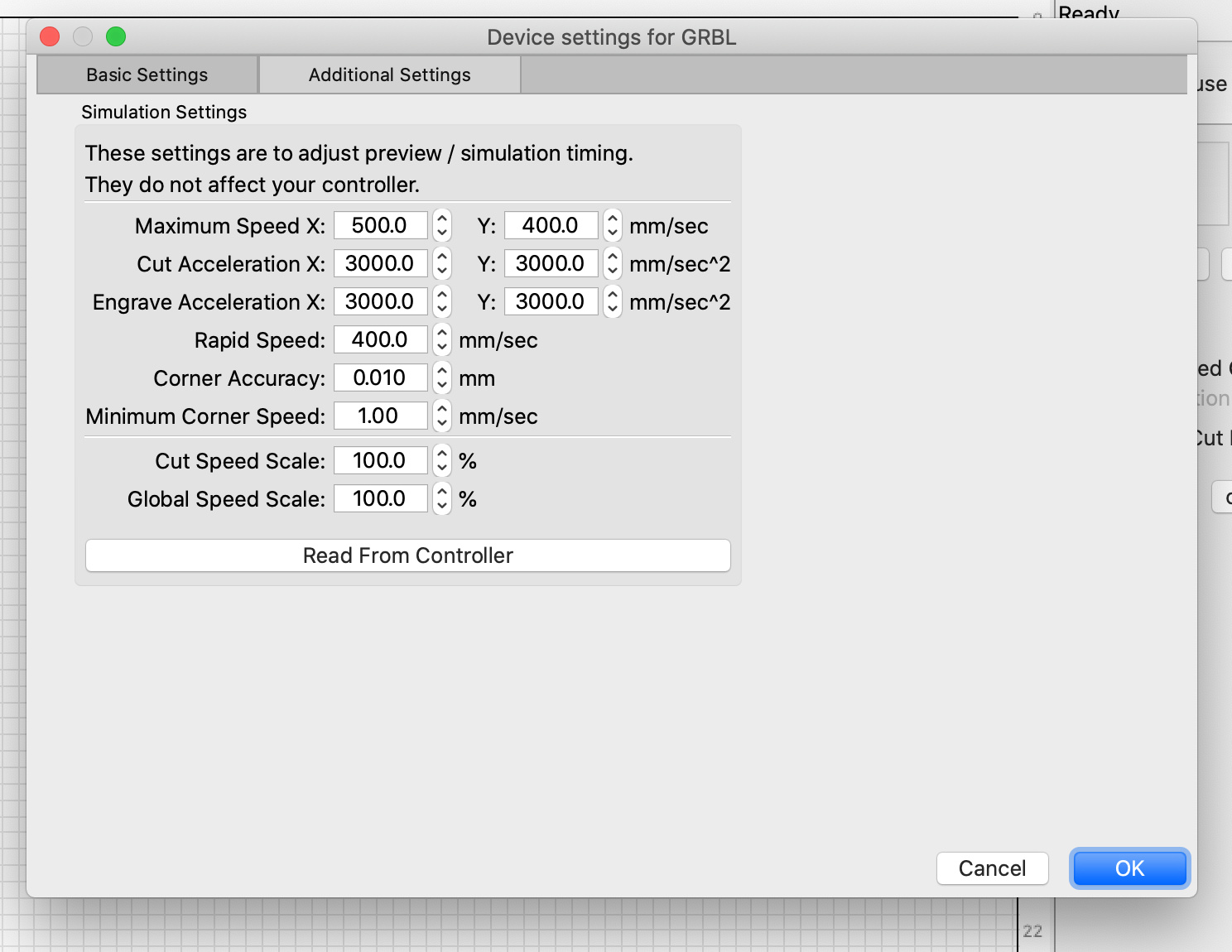
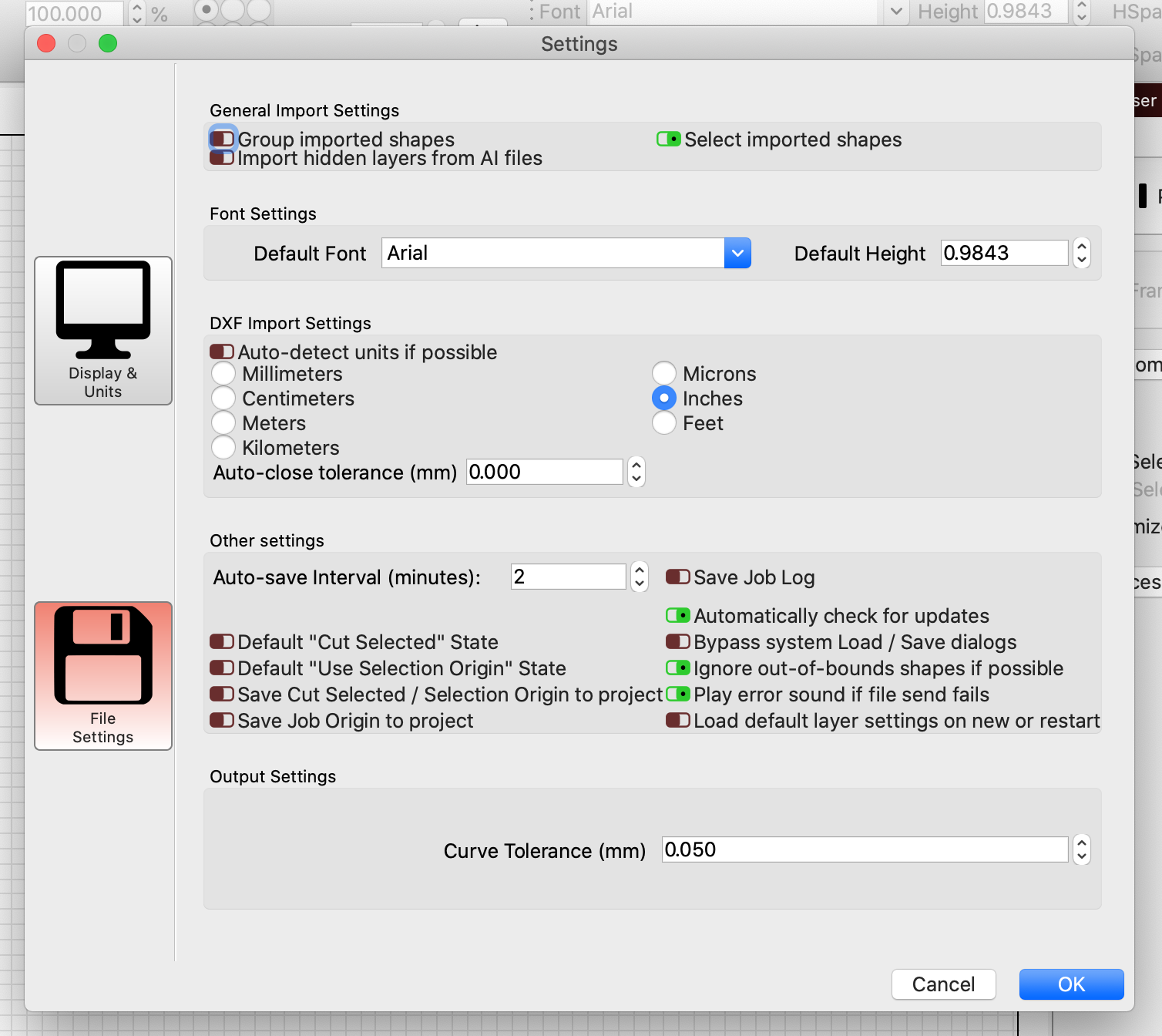
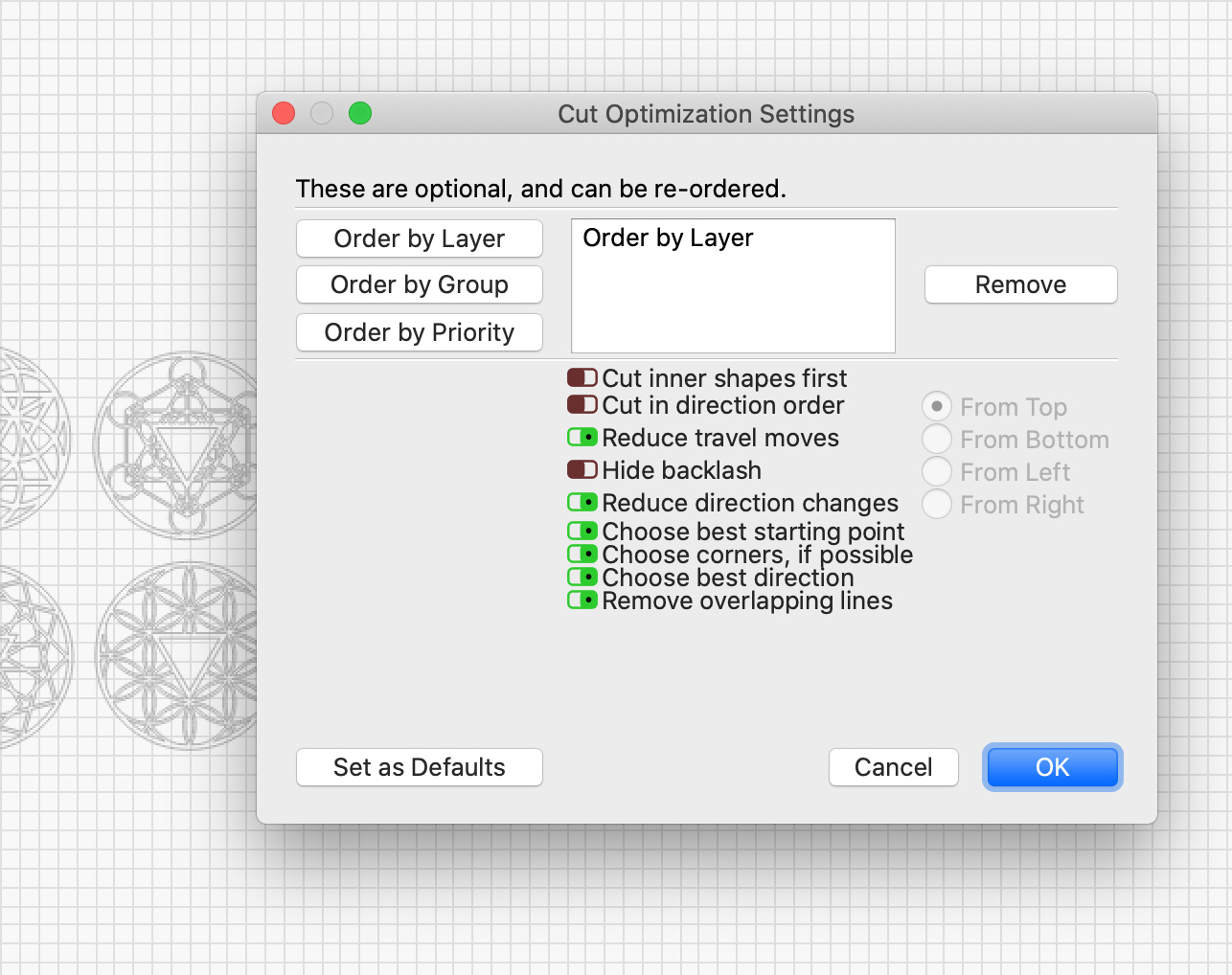
Adding screen shots of settings.
more settings (limited to 4 pics per posting)
Using GRBL 1.1f
pic showing triangle being cut with bottom side much skinnier than the other two sides. If I reran this two or three times, one of them would work correctly and have all three sides of the triangle the same thickness.
8000 for the X axis acceleration is probably too high, which could cause the X axis to skip.
Also, how large are the cut items you’re showing here? There is nothing in the pics to suggest scale, and the cuts look thick, suggesting they’re badly out of focus, but if the item is only 2" across then that wouldn’t be true.
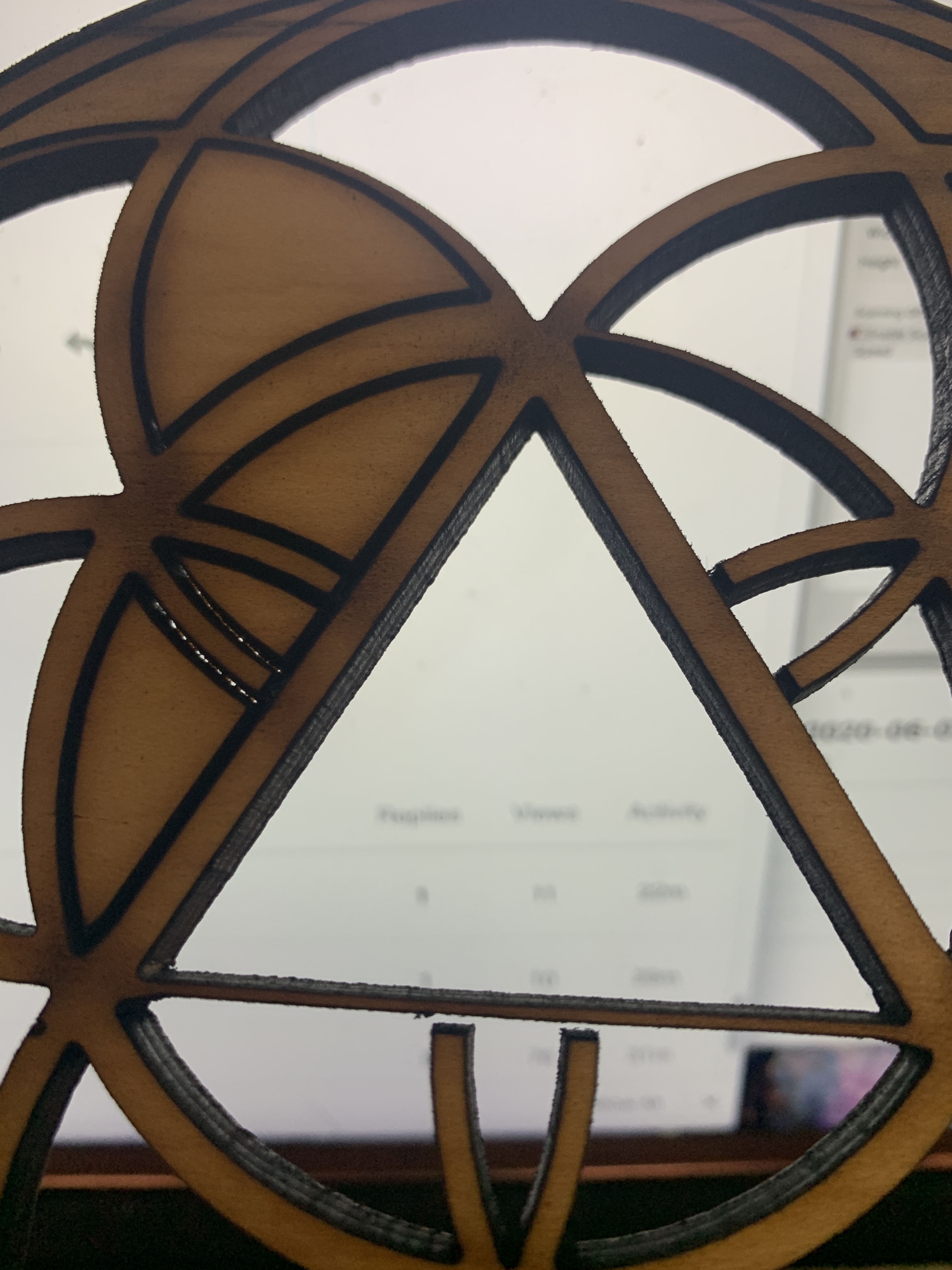
All the cut out shapes you see in the pictures are usually an inch or so. Here is a pic showing two issues on two different pieces.
The top piece of wood shows three pieces cut out perfectly and the fourth (closer to the lighter) way off on both ends of the triangle shape. This behavior disappears every few runs.
The bottom piece of wood shows another issue where the corners of the cut out shapes are overcut. This is happening for almost every corner of every shape in that piece of wood. If I ran it again it might complete perfectly.
I see different issues with different runs. The pic with the triangle showing two thick sides and one skinny one (they’re all supposed to be thick) is a good example. It happens regularly. Why only one side of the triangle is always off?
Because when stepper motors skip, the machine loses its position, and the cuts that follow are shifted.
I reduced it to 999.000 which was the Y axis setting. I ran a job and it worked well. Ran a second bigger job (40 mins) and it worked well for all 10 of the detailed cut outs. except for the very first cut on the very first cutout. You can see in the pic.
That looks out of focus to me. Have you done a ramp test or anything to figure out where your focus point is?
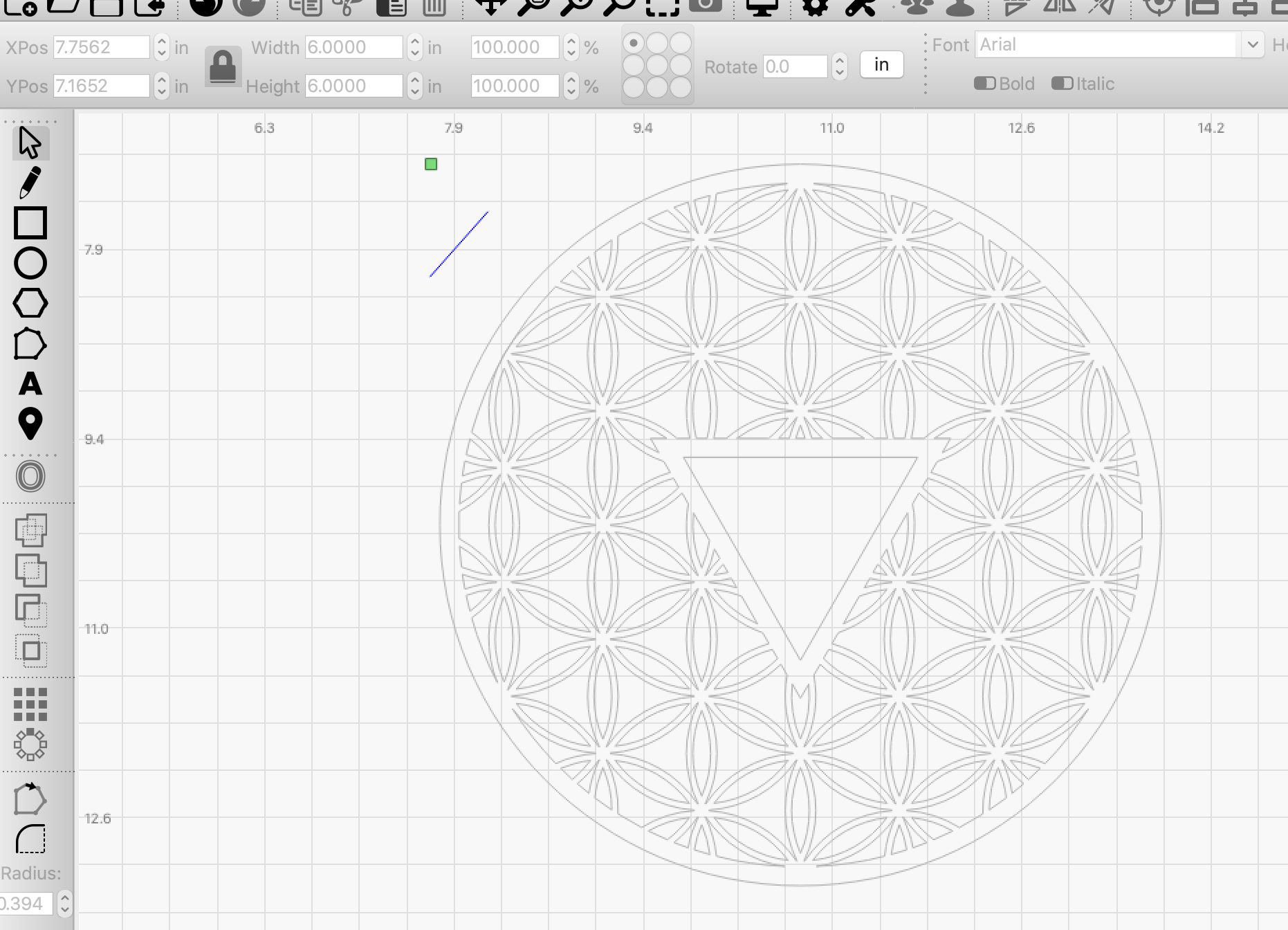
I did a ramp test and adjusted the focus a bit. It did improve the sharpness of the cuts but didnt make any difference to that first cut that is consistently off. To fix this, I added a dummy line for the first cut. A small one inch straight line. This line is always being cut like a V. But then the laser continues to the rest of the design and cuts it perfectly. No more issues with intermittent weird cuts. Still the first cut issue but we can work around that by creating a dummy line. Attached a pic of that first line being cut incorrectly as a V before the laser moves on to the actual cuts. Any idea why this straight line is being cut as a V?
here is a screen shot of the dummy line next to the actual design we are cutting.
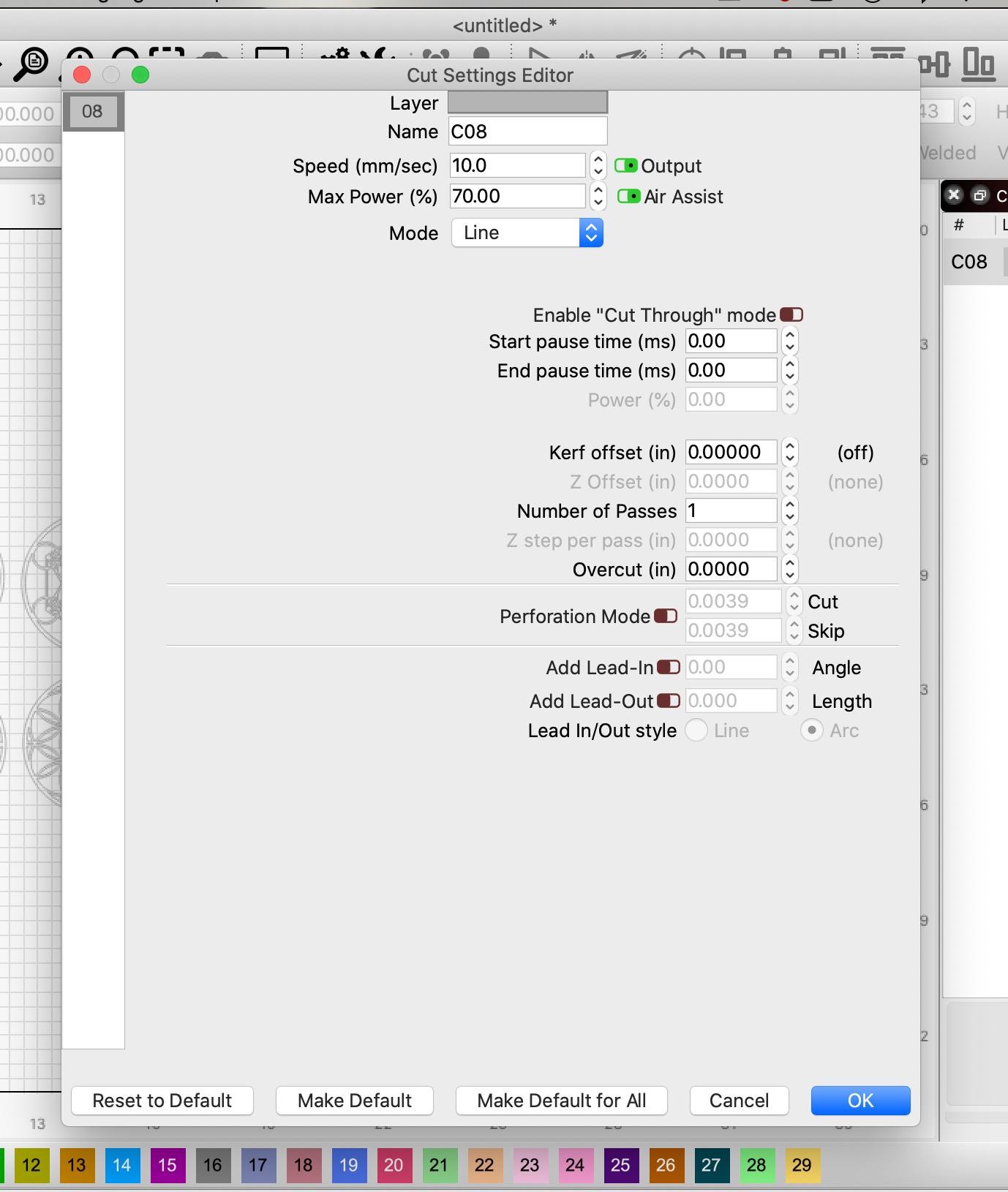
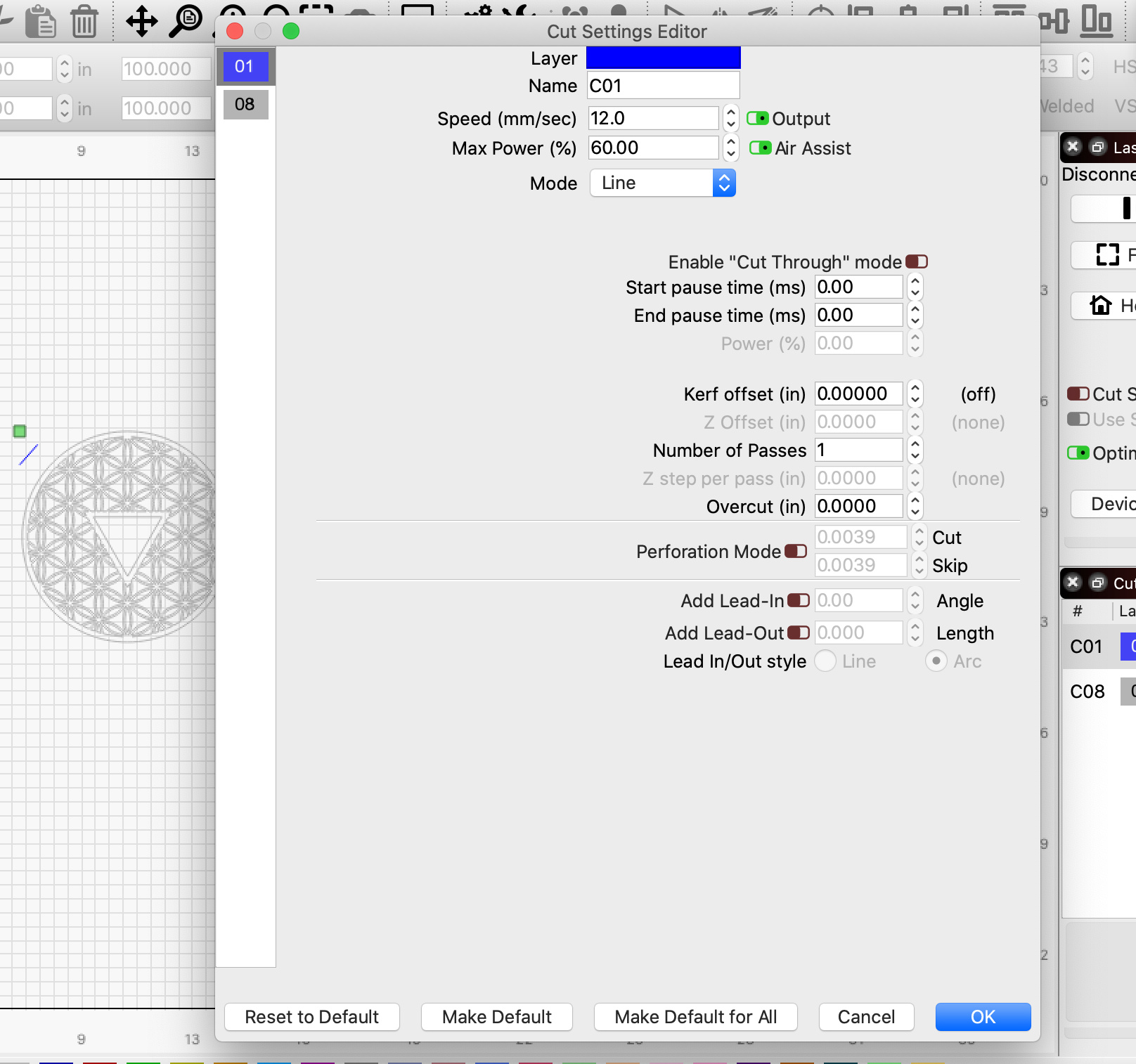
That’s bizarre. Can you show the cut settings editor window for the blue layer?
You might try adjusting the following settings to see if it helps. I know Oz suggested lowering your X acceleration but what is it at now? You might type $$ into the console and copy and paste the results here.
Super Gerbil is a big brother to the Mini Gerbil and I know from experience with the mini the $10=31 caused me weird problems. You might set $10=1 instead. May not cause problems on the Super Gerbil but it won’t hurt to try changing it.
And I found for acceleration I preferred:
$120=3000
$121=3000
No matter what the design is, the first cut is always off. Dummy line is working for now but ideally I’d like to figure out what is causing the misfire.
I would contact AwesomeTech and see if they have any suggestions. To me that feels like a hardware issue. An easy test would be to save the GCode and run it on an online gcode simulator. If the output there is correct, it’s not the code.
We adjusted the X acceleration down to 999 to match the Y acceleration. All the other settings remain the same as shown in the original post.
Should I keep it at 999? Should I increase to 3000? Or should I keep increasing it until it skips again?
Speed and acceleration are specific to machine and user preference depending on a number of factors, but if not set correctly can cause an axis to skip steps. Ideally I would find the acceleration and speed that enable the machine to run smoothly and as fast as possible without skipping steps. If you like how it runs at 999 and it’s working fine then go for it. For my machine 3000 is right, at 8000 stops and starts were to hard for my liking. I still recommend you change your $10 setting and as Oz suggested you might get with Paul or Dan over at Awesome Tech and see what they suggest.
We changed the $10 setting to 1 but did not make any noticeable difference. However changing the x acceleration to 999 made a big difference, although not yet perfect. We are still seeing about 10% of the runs having random issues with one or two cuts. Would you mind looking through the rest of our settings (Top of post) to see if there is another recommendation you might suggest?