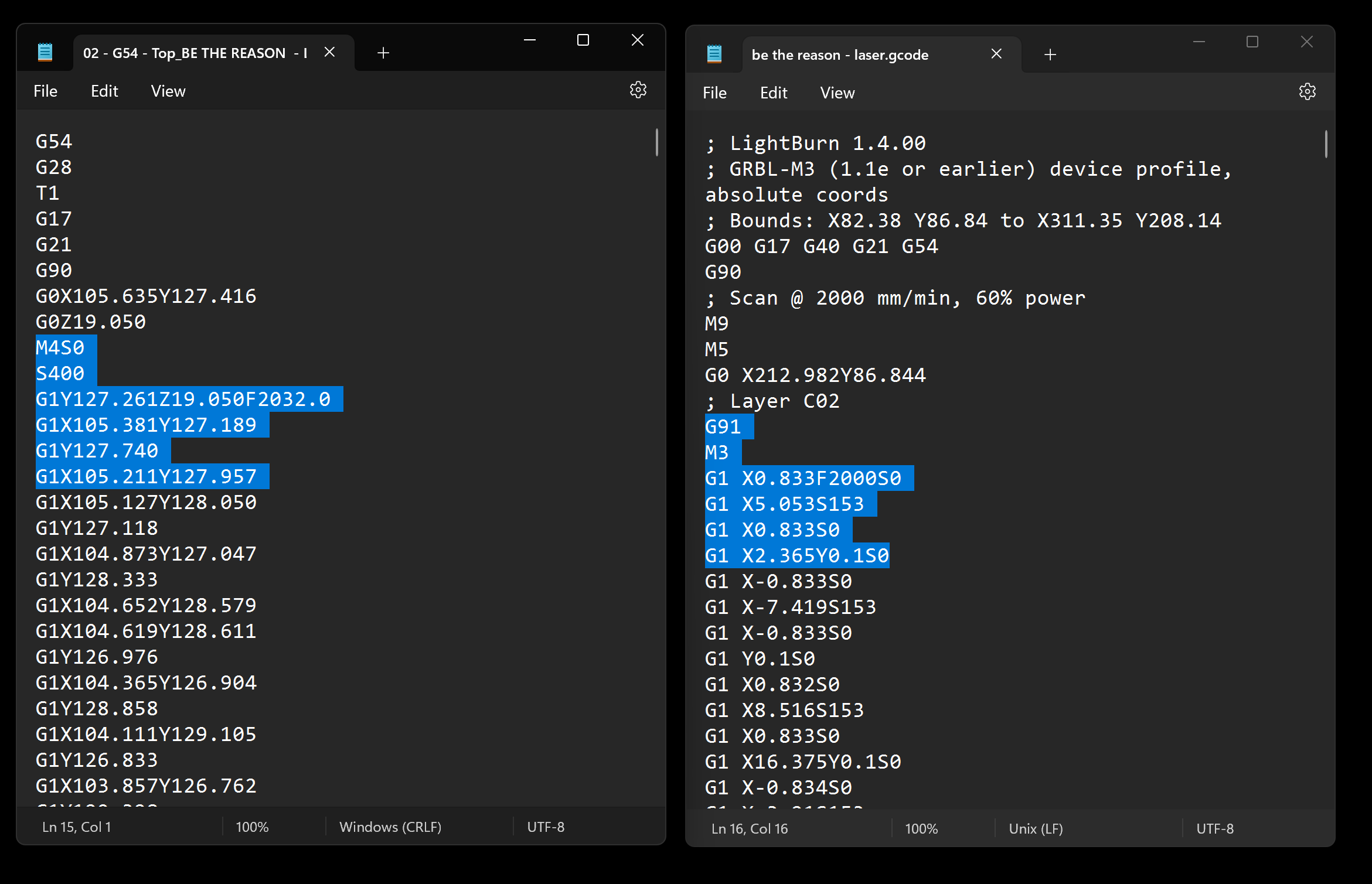
I have a custom built laser. It uses an AnnoyTools GRBL board for the controller, a Raspberry Pi 4 based touch screen g-code sender running bCNC. I have been using the laser module on V-Carve Pro and would like to use LightBurn to enable me to do things the V-Carve Pro will not. Everytime I try to output my g-code for my machine LightBurn will add the G91 command for offsetting the job location instead of my machine absolute position. This is creating major issues when in the shop & I try to run the g-code. It keeps resetting my machine’s “default” G54 position and causing me lots of problems when running other g-code that I have to use daily. The picture with the sections “highlighted” should be the same numbers but as you can see LightBurn added the G91 to set the location to “relative” instead of “absolute”. I prefer to run all my CNC’s from the machine home position to properly locate my work. I also use the machine table/wasteboard as my zero instead of material surface.
Thank you for your input. I hope I will get it figured out soon, as I really want to purchase LightBurn & use it to supplement my CNC operations. I figure it will come down to me having to edit the g-code to work properly with my machine. My custom-built laser when homed, or absolute coordinates, is X=0.0 Y=0.0 Z=31.50mm. The “Z” zero being the table top. One problem is that LightBurn doesn’t really do the “Z” axis like I need, so I just don’t use LightBurn to generate the Z axis and will have to add it in the g-code. Thanks again.
I’m not really following your assessment of cause and effect. So curious if something else is going on.
Note that entire job is still described in terms of absolute coordinates. The G0 move before the transition to G91 is described in absolute coords. The relatives moves following that are all relative to that starting position so should be in correct absolute position relative to your origin.
I don’t understand how this could be the case. LightBurn switches to G54 work offset but doesn’t change the offset.
This is where what you’re describing seems to not necessarily follow from how it should actually behave. When using Absolute Coords start from mode in LightBurn there should be no issue in running jobs in terms of absolute position from a machine origin.
You haven’t really described the issue you’re having but based on what you’re saying I’m going to guess that you’re not working in positive coordinates.
I have been tinkering with it some today when I found a few minutes here & there. I have found that I just turned off the “Z” axis in LightBurn and then added the appropriate “Z” height setting for my material, it didn’t cause the G54 “re-set” issue. It was because that LightBurn references to machine “home” as X=0 Y=0 Z=0 and for some reason if I loaded the g-code with the LightBurn “Z” axis output the machine would move in a way that it shouldn’t and hit the machine “axis” switch and of course it would shut down with a travel “error”. Then once I cleared the “error” and re-homed the machine then loaded a different program… one that I have been running… it would cause a similar “wrong” move and crash again. I finally found that I had to input a g-code : G28.1 and redesignate my machine home position to get the machine to work properly again. I think it looks like I will just add my “Z” axis after LightBurn outputs my g-code.
Thank you for your input. I do really appreciate it.
I will continue to experiment with the LightBurn and if I encounter any other issues I will of course ask for help. Thanks to all. Have a blessed evening.
I still can’t reconcile what you’re dealing with and how your remedies are addressing those things but if you’re good then I’m good.
I suspect you’re doing more than you need to do and I don’t see why Z-axis couldn’t be made to work but I assume you have specifics for your setup that aren’t currently apparent.
If you want to explore further then circle back and let us know what’s going on.
Other than stepping down to cut thick materials, there is little need for Z-axis commands. The laser does not jog up and down like a milling cutter. I home the machine, Z goes up to the limit switch. I previously moved Z down until the laser was focused on the spoil board. I noted that value (z-30.000). After I home the machine, I jog Z down (incremental) to the spoil board minus the material thickness and leave it there. My Start From is always Absolute.
When I frame, Z is already in the correct position. That just leaves pressing the start button. Ligntburn has put in a G91 and a Z0 in the Gcode, meaning no motion commanded for Z axis.
The Move window Distance box remembers the Z distance, Z 23.000 for example, so I can Home the machine, hit the Z down button and I am quickly back in business.
That sounds like a good process that you use.
I just allow my machine to “home” itself and my “Z” axis is exactly 32mm off the machine bed (my zero). With that being said, I just have to “tell” the machine the material thickness, so it will regardless of the material thickness used, move to the perfect focus point for a good process. I have been using the V-Carve Pro laser module for a few years now and love it.
I just thought that perhaps LightBurn would allow me to do some things that aren’t easily done with V-Carve laser module.
I’ll get it figured out… eventually… I am retired from running commercial CNC woodworking machines, which is why I decided to build my own 10watt optical power diode laser.
Thank you for sharing information.
@MikeyH I didn’t mean to necro-post. I do have something new, related to G91, but not necessarily meant for this thread. (see how old it is now)
Some other machine (it’s WeCreat) doesn’t always send an OK back after a G91 command.
We only saw this as problematic in an internal version. However, I realize that the situation is not quite the same.