I’ve run into an issue after reinstalling Lightburn, not a major one but still one I’d like to figure out
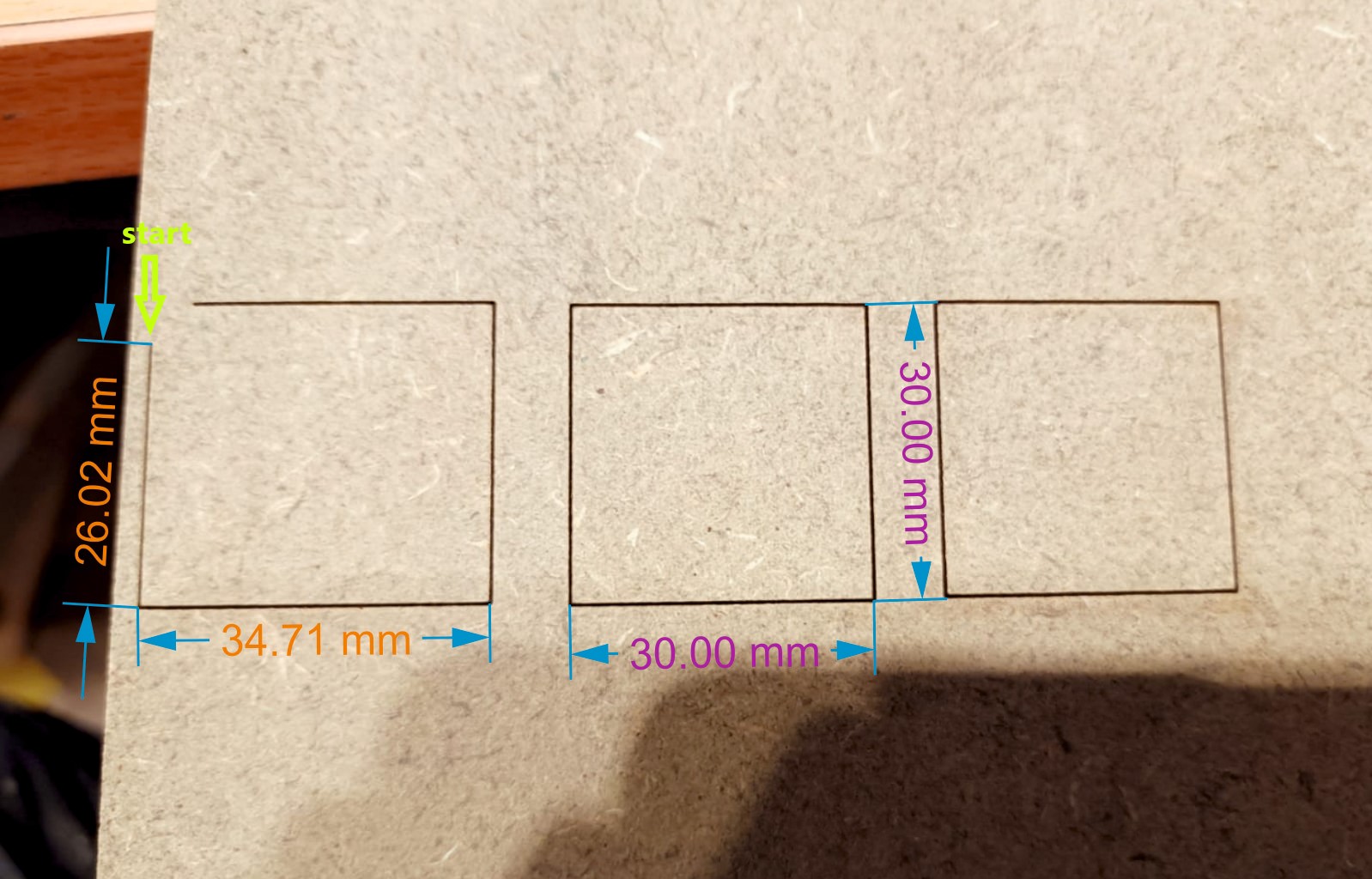
When working from home, the first cut will always be a little off. This should be 3 identical 30mm squares, all in the same cut, origin top left.
It moves from home to the leftmost square, overshoots in Y and undershoots in X, so it’s starting in the wrong position. But it seems to be aware that it’s done this, because it cuts that first line too short and the next too long to self-correct. Then it finishes the shape correctly, and moves on to finish the other shapes without issue.
So from that example it doesn’t happen when the head is moving from shape to shape within the cutting area of the laser, additionally it doesn’t happen when I frame the cut first and then run the cut from the frame position without homing it in between, thus presumably the issue is somewhere between leaving home and starting the cut, but I don’t know Lightburn’s settings well enough to even start figuring it out. My first thought was the cut optimization settings but if I turn off Optimize Cut Path it just does it in a slightly different way.
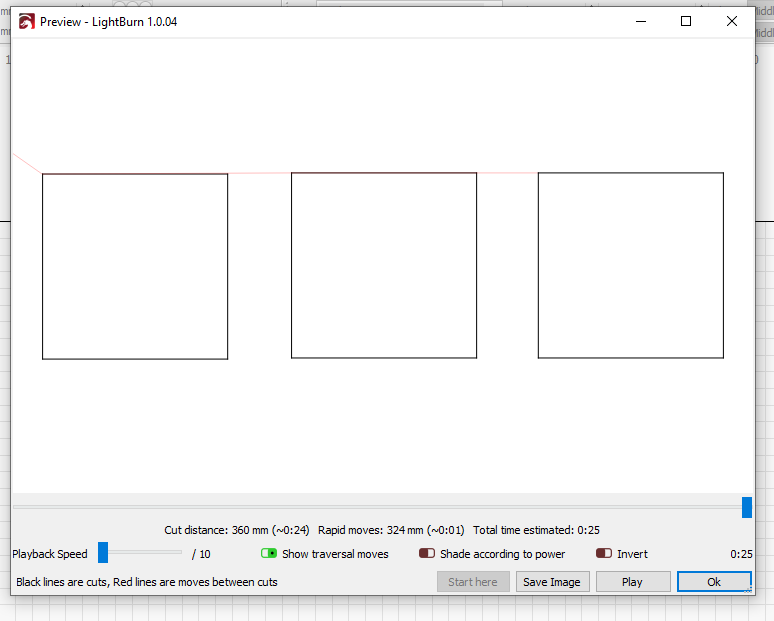
This is interesting. The Gcode is calling for 30mm for each engrave move.
Is this a diode laser or a CO2?
The STM GRBL like other GRBL has a cornering algorithm called AMASS that can do strange stuff. The G0 speed and the maximum acceleration settings shouldn’t impact this but I’m curious.
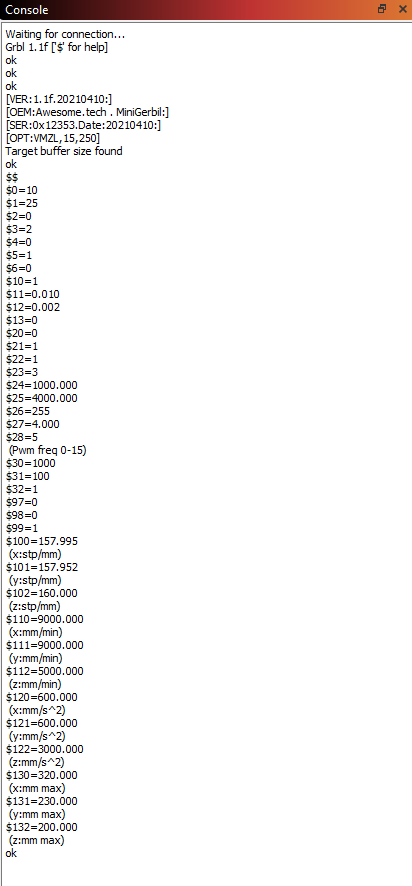
I don’t see the G0 speed in the GCode. Is it in a config file or are the Machine Settings accessible by entering $$ in the Console Window?
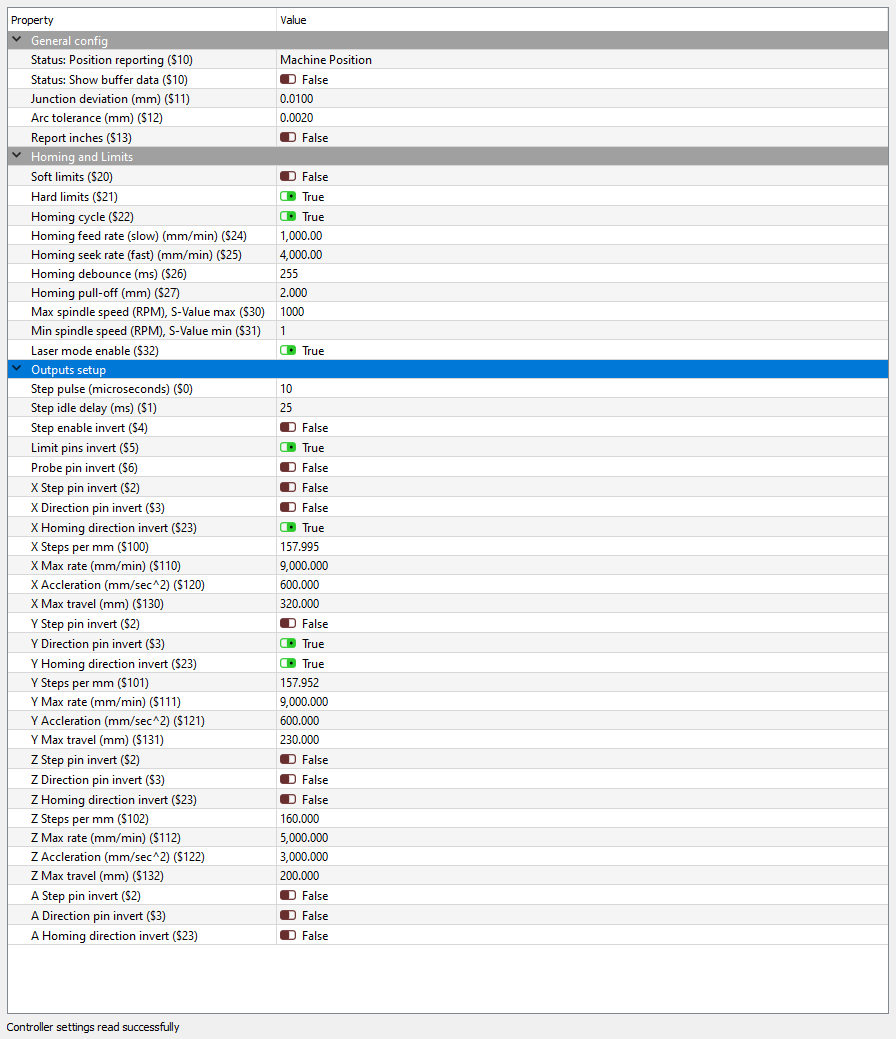
If the ($$) Machine Settings and the ($i) info are available please copy and paste them into a reply here. If it’s closer to FluidNC and it uses a config file, I’d be interested in that as well.
Although it seems to be compensating, I don’t believe that it’s aware of the reduced Y axis and increased X axis distances. I would be fairly insistent that if positions were known that the X axis corrections and Y axis corrections would be managed separately. GRBL is generally open loop but the STM versions could support feedback motors.
Which stepper Motors and Stepper motor drivers do you have in your build?
The additional length on the first horizontal line in the first square is very strange. It’s not the GCode and it’s not backlash because the line is engraved in the same direction of travel as the move from home. Microstepping, stepper motor drivers divide the input pulse as much as 256 times to provide quiet motion. Any given driver could add steps if they were problematic, by reacting to noise or by changing mode (the amount of microstepping).
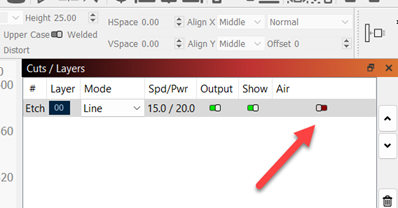
CO2 laser tubes use plasma and they can have a hard time starting at 20%. Once they’re started the ionized gas helps sustain the arc.
Diode lasers, being solid state will still work at very low duty-cycles.
I recently saw a GRBL controlled Monport K40 variant (CO2 laser) that had $31 set to 50.
Please set $31=100 and re-test. This should move the bottom of the scale up and partially out of the inactive range of the tube. This should make the tube easier to start and it might burn a little bit darker. I look forward to seeing the test results.
The struggling tube may have generated the noise that lengthened the other axis but that’s a wild posit.
I’d like to confirm that the setting change was entered in the Console Window as $31=100 and that it remained after it was entered. Please enter $$ in the Console window and press return.
Maybe there’s something else in that report that will let us know what is happening.
Rarely folks will close out of the Machine Settings dialog without ‘writing’ the settings to the controller. Sometimes manufacturers lock the settings with some kind of write-protection.
As I said if no solution can be found to the problem it’s fine, I can still use my machine as intended if I frame before every cut, which is probably good practice anyway. At this stage it’s more just curiosity, it’s a strange kind of blip.
Thank you for the Machine Settings. Very interesting.
I haven’t seen the settable pwm frequency prior to this. After a quick review, I see that $28=5 is a recommended setting. It commands a base frequency of 1.5kHz.