Your $102 = 80 steps per mm
My $102 is 250 steps per mm.
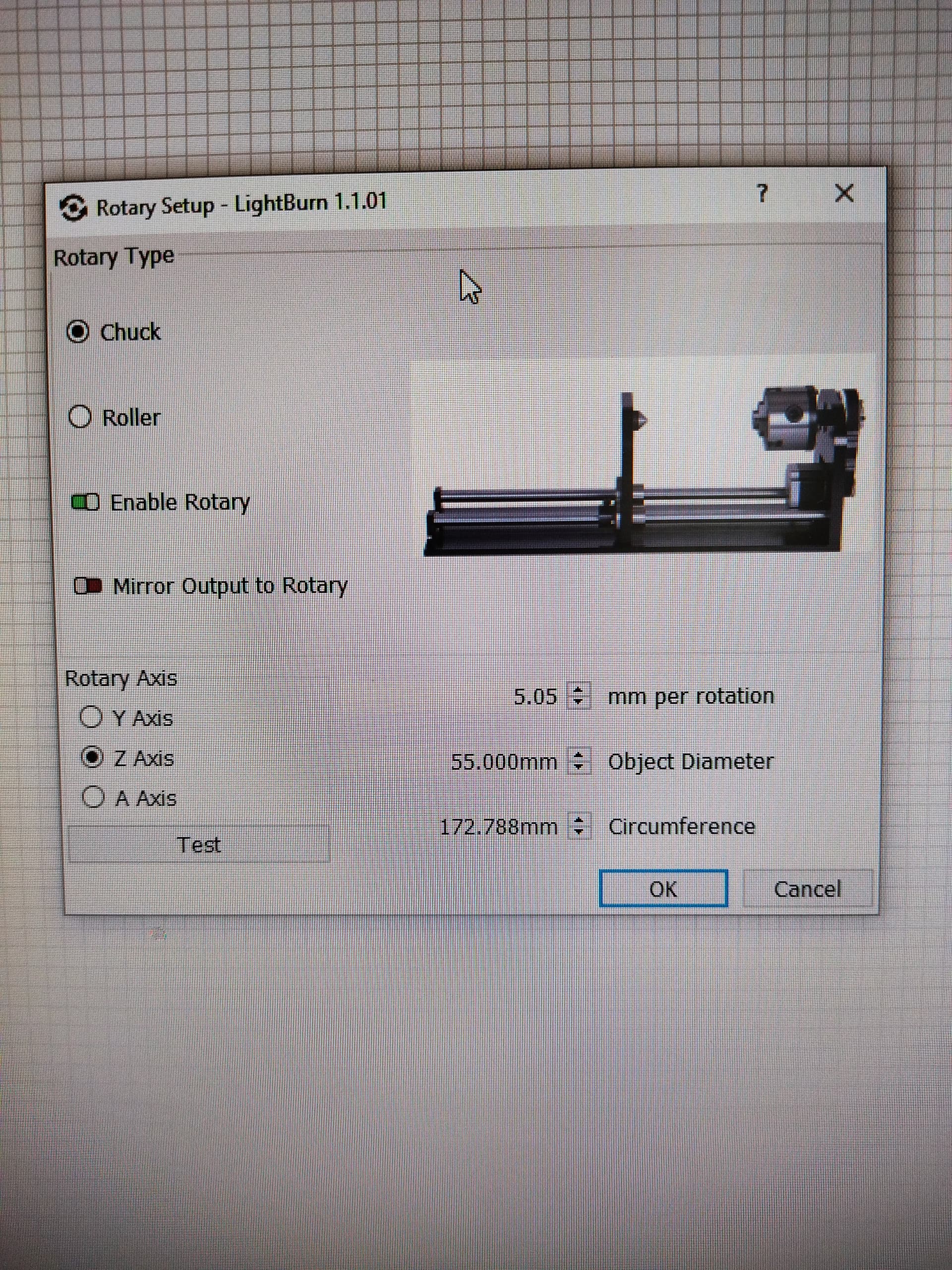
Open the Cuts / Layers window. Double-Click on the layer you’re working on. A window will pop up with the Cut settings editor. You should see a value for “Line interval”, kindly post that number. I think the problem is the distance between Line interval and Steps per mm.
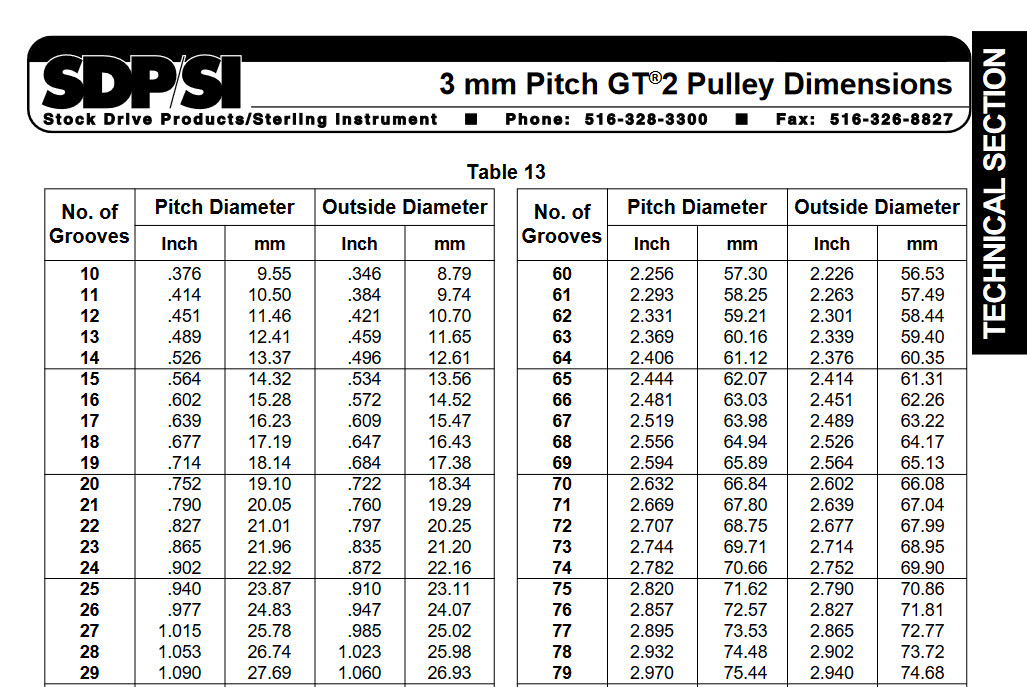
The problem with a gt2 pulley is that they can be 2mm, 3mm and 5mm pitch. Mine on my Bachin Maker are 3mm pitch.
I assumed it was 2mm until i measured it with a caliper.
This would have come out at 80 microsteps per mm if the belt pitch was 2 instead of 3.
In the move window, request a 40mm z-axis move.
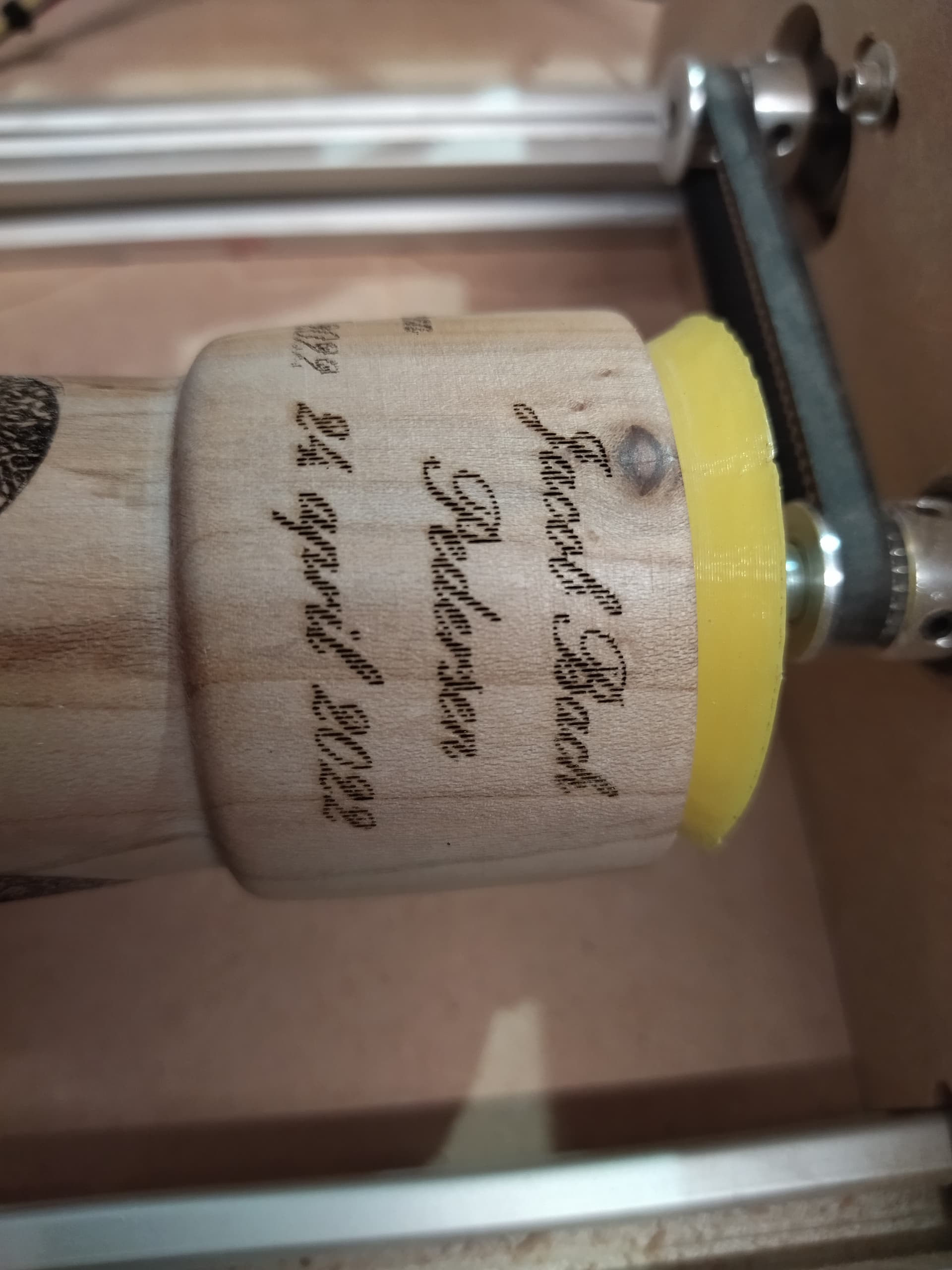
If it moves a measurable 40mm along the circumference then the current assumptions about motion and geometry are correct and the line interval should change. I’d use a sewing tape measure or a length of wire to confirm.
This just did not make any sense to me, as all settings were correct in software, I figured it had to be at hardware issue. Tried a new arduino, different stepper motors and drivers, all with same result. I then replaced the cnc shield for the arduino, and there it was. All is working fine now.