Thanks for clarifying. That’s odd but interesting. This changes the nature of the problem then. This goes from a “why is LighBurn commanding moves different than expected” to “why is the laser not doing what’s commanded”.
Try one thing. Can you position the laser and run the saved gcode for the center job? Is the behavior what you saw initially or does it match the annotation?
The behavior is what I saw initially. It does not match the annotation. I did it twice.
I’m beginning to think I have to reload the GRBL firmware or do you think I should revert Lightburn back to an earlier version? Unless you have some other thoughts?
Was this working differently in an earlier version? Based on what I’m seeing in the gcode I can’t imagine this would be the case but worth a shot. Maybe something I missed. I’d consider the firmware route first.
I wish we had something a little more solid to suggest one way or another on this. But I don’t see it hurting. I suggest you take a backup of your configuration to have as a reference or to reload.
I have to say it was running normal before the 2 updates. I haven’t done the latest update 1.1.02. I think I mentioned early on that I was doing a Feed Rate test and running a 5" line along the X Axis. I set the feed rate at 1000 then 2000, 3000 and 4000. On the 4000 mm/min run at about 3" the machine just stopped. I wasn’t sure how to get it going again and I’m not sure what I did to get it started again. However, that’s when all this started. I have to apologize, I just checked this thread and I don’t see the reference to the Feed Rate Test. I hope this doesn’t upset you too much. Again, I apologize for not point that out earlier. I may have mentioned it to a friend (not on this forum or any other forum. He just programs HAAS CNC’s at work.
No worries. Trying to think if that changes anything… There may have been some exploration as to what you had done but not sure it fundamentally changes where you are. I’m curious if something “broke” during the test, though.
At some point I’ll consider getting one of these or something similar.
I’m going to upload the firmware to the GRBL controller now. Then I’ll let you know if anything changed, improved or if I am going to use this 3018 as an anchor. In regards to if anything “broke” during the test, nothing mechanical just my spirit. My friends say I have all the patience of a saint with other people, not so much with machinery. If the machine is supposed to do A to accomplish B and it doesn’t, I get very frustrated. I’ll get back to you shortly. Thank you, Bob
I had great success after uploading the GRBL Firmware. I just had to make a few tweaks to some of the settings. I did save the settings from Lightburn but I was nervous about reloading them. I made the adjustments to Obviously $30=1000, $32=1, $120=1000, $121=1000, $130=254 and $131=154. The Job Origin is behaving correctly, Homing is working correctly and I burned a simple 3 layer project that came out fine. I think, like you said, something “Broke” during my Feed Rate Test. I guess it didn’t like 4000 mm/min.
That’s such a relief. Thought I might be going crazy trying to get my head around the symptoms.
Can’t imagine a mechanical issue broke something mechanically but curious if maybe you got some back EMF from the stepper stalling out and it forced something in the firmware or EEPROM to get corrupted.
You probably want to save your settings… out of curiosity can you publish your $$ settings here. Would like to compare to what you had before.
The consequential ones of note:
$10=3 - this is going to have you report in machine coords instead of working coords. It will likely prevent your offset from working correctly. Have you noticed any issue with this?
$23=3 - this was 35 before. I’m not sure what that means but this setting is for homing direction. Does your motors still move in the correct direction for homing? If so, you should be fine.
$130,$131 - these are your software size parameters for X,Y respectively. You’re not using soft limits so these aren’t directly leveraged. Still good practice to have this match your laser.
Thank you for the feedback.
$0=10 was recommended somewhere in Lightburn instructions
$1=25 Seems to be running ok so far but I’ll make a note of the 193 in case things act weird. (Step idle delay, milliseconds - Sounds like something more related to using a router)
$10=3 I haven’t set up the offset yet but when I do, I’ll see how it behaves.
$23=3 Yes, my motors are doing what they are supposed to do when homing or jogging etc.
$130=264.2 mm I actually hit “Home” and backed off 2.5 mm on both axis
$131=155.7 mm Ditto from above
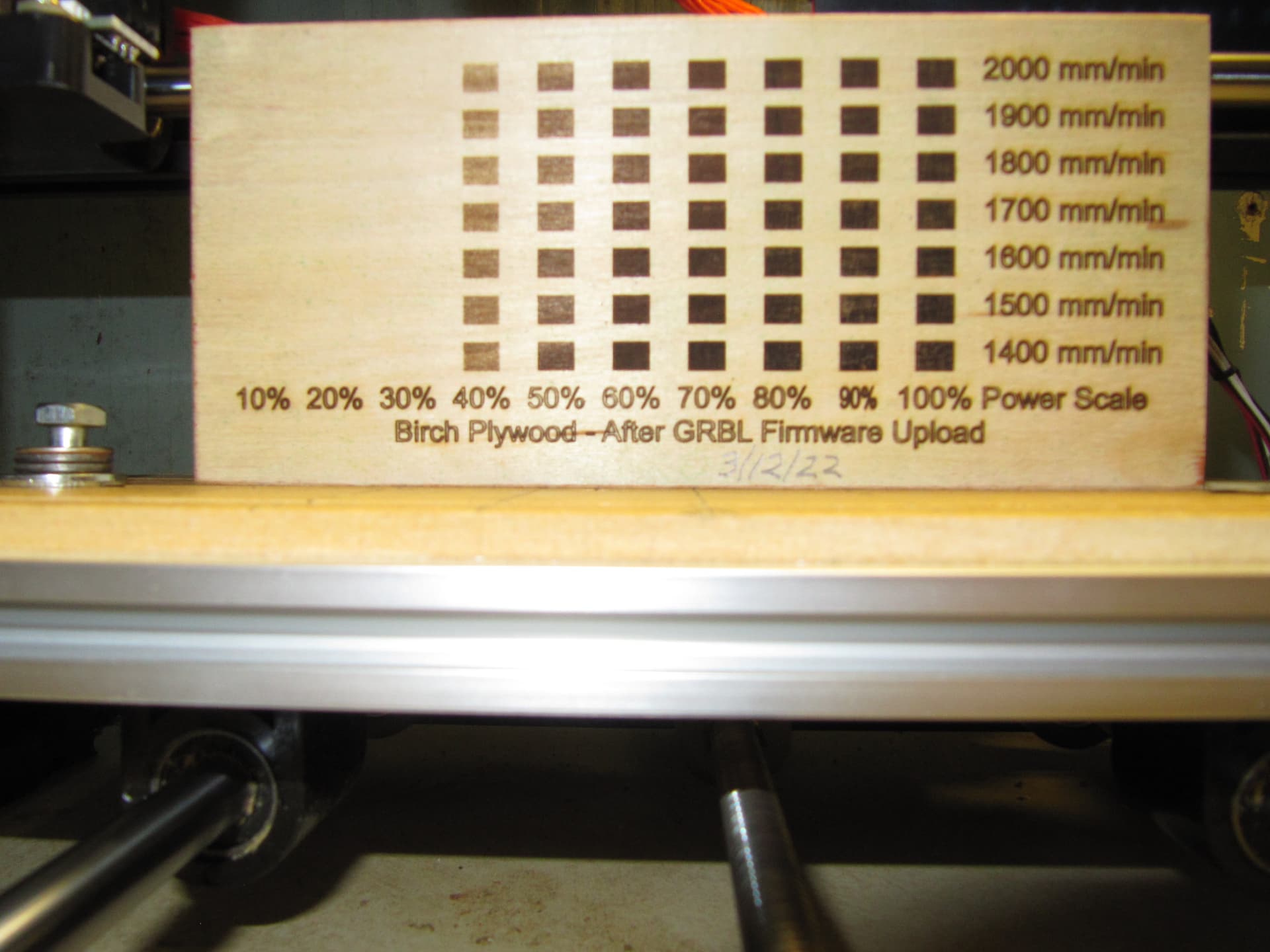
So, I ran another Power Scale Test and still get no burning below 40% power. I think I’m seeing a gradual darkening as the test goes from 40% power and 2000 mm/min to 100% power to 1400 mm/min. Do you think I can change $110 to 3000 mm/min and $111 to 3000 mm/min? So I can run the test again with the feed rate going from 2400 up to 3000 mm/min?
Yes. I’d continue to test this to see what the limits are in spite of what happened last time. I think that was an anomaly. And in either case you know what to look for if there are problems and more importantly how to fix it. You can also experiment with the acceleration to maximize that as well.
I see a note to mark the part of the thread that contains the “Solution” (ie Reloading the GRBL Firmware). I did that on the thread where I asked about “Gap Problems” and I figured tweaking the Acceleration Rates was the solution. I’m not sure if I’m doing that correctly. Is there a link to how to do that kind of stuff in this Forum?
This is my first Forum I’ve participated in.
As the starter of the Topic you can go to a particular post and mark it as the solution for the original purpose of the Topic. So identify the right post and mark that one as the solution.