Longtime k40 whisperer user here and I use lightburn on my Falcon2. Recently I started doing all my work in Lightburn and then exporting it to SVG for my K40. I just today upgraded the oem board to a monport v2 and it connects and works as expected for test cuts and movements except this one area.
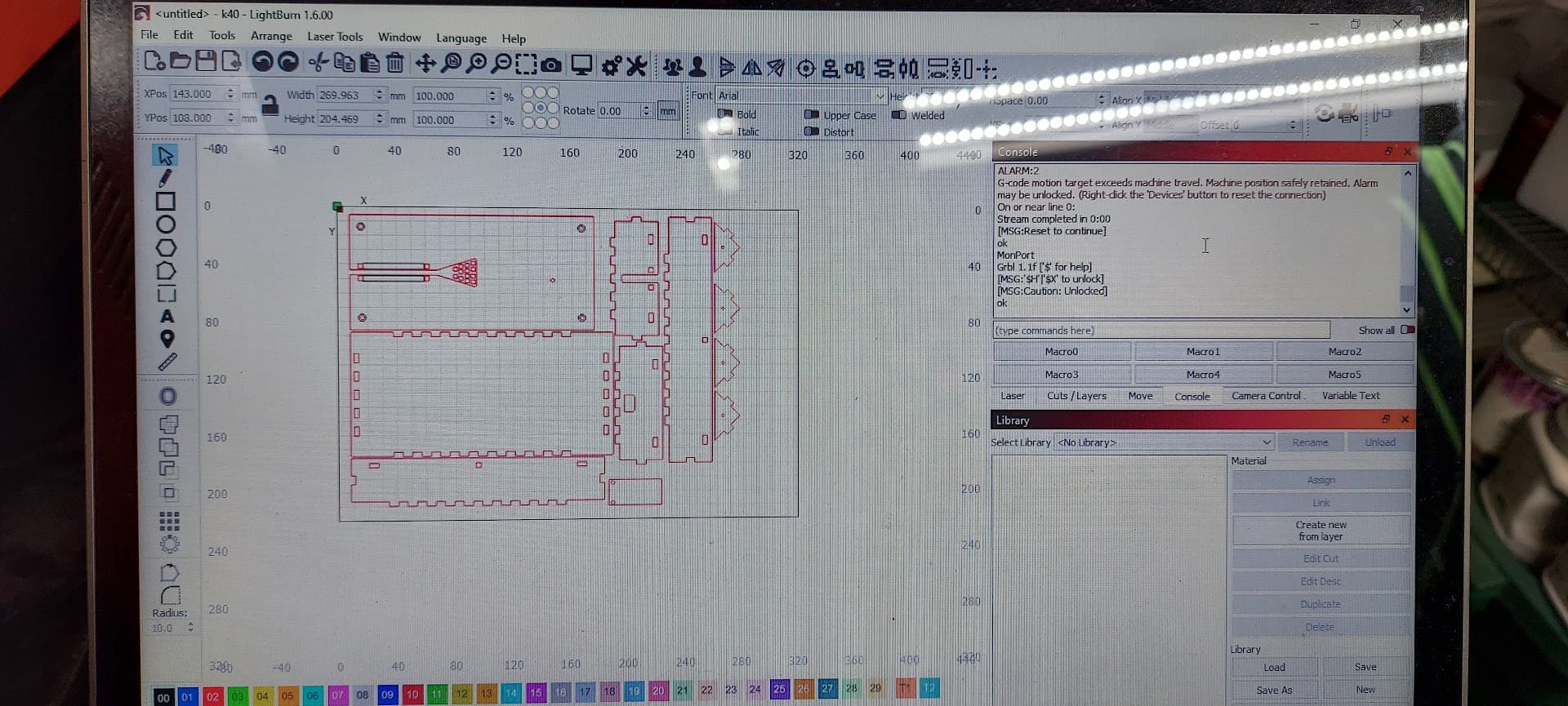
This file was exported as an svg and opens in Whisperer, cuts and has room left over.But using the new board and lightburn, I get an out of bounds error.
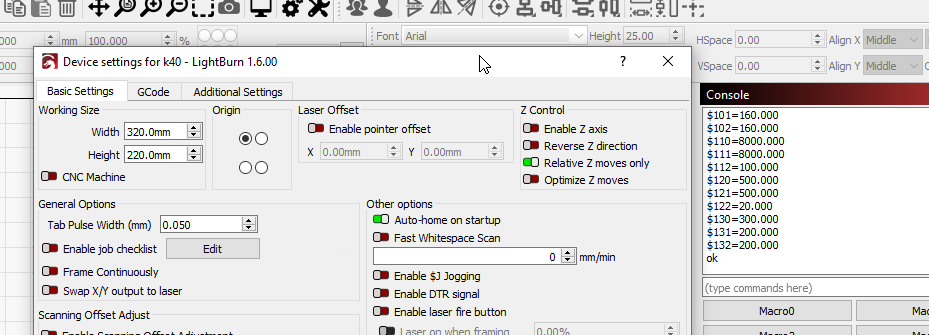
I assume I have a setting wrong somewhere. I have set the cutting area to 330x 220 in the device setup, but no matter that I do, as soon as I try to move the head past Y 200 it throws the error.
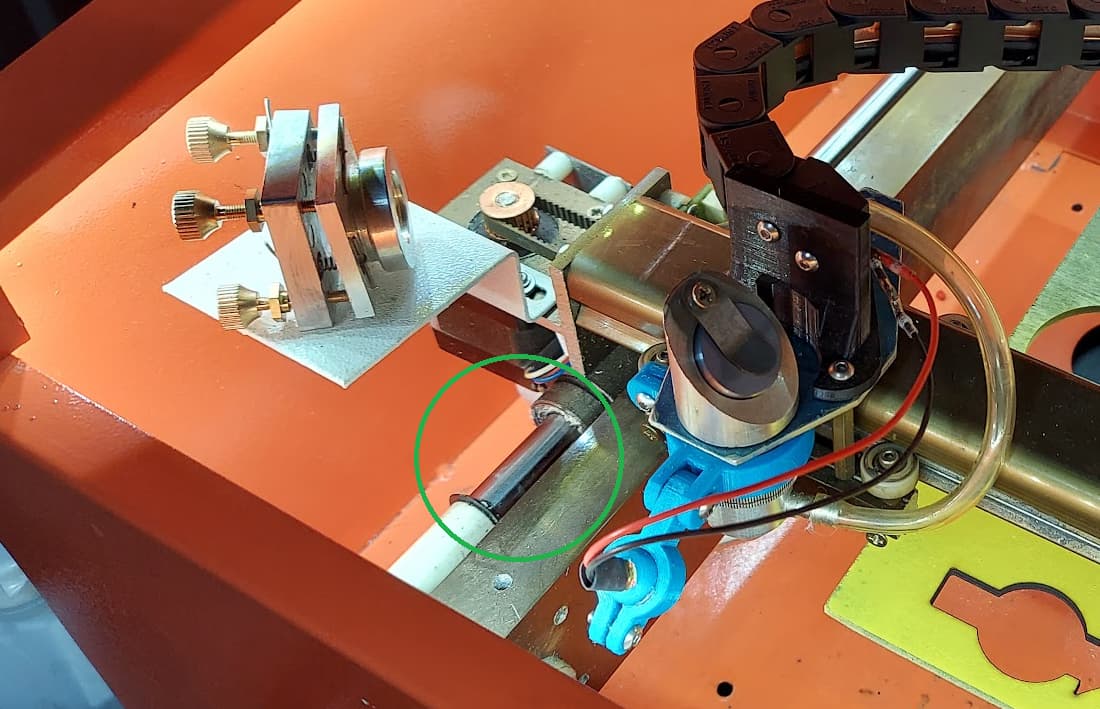
I am certain I have more area that the Y can travel. The green circle here shows that. It does not have an endstop for Y but I know the real distance is closer to 228.
thanks for the info, in my device settings, its set correctly but the console shows 300x200. I assume something in the control board is overwriting any Lightburn settings?
In my 3d printer, we would often update the board using “M” commands, I assume the $$ commands here are similar. Where can I find the console codes to try and update that so it stays on 220.
Again, thanks for the quick help on that answer, its was spot on.
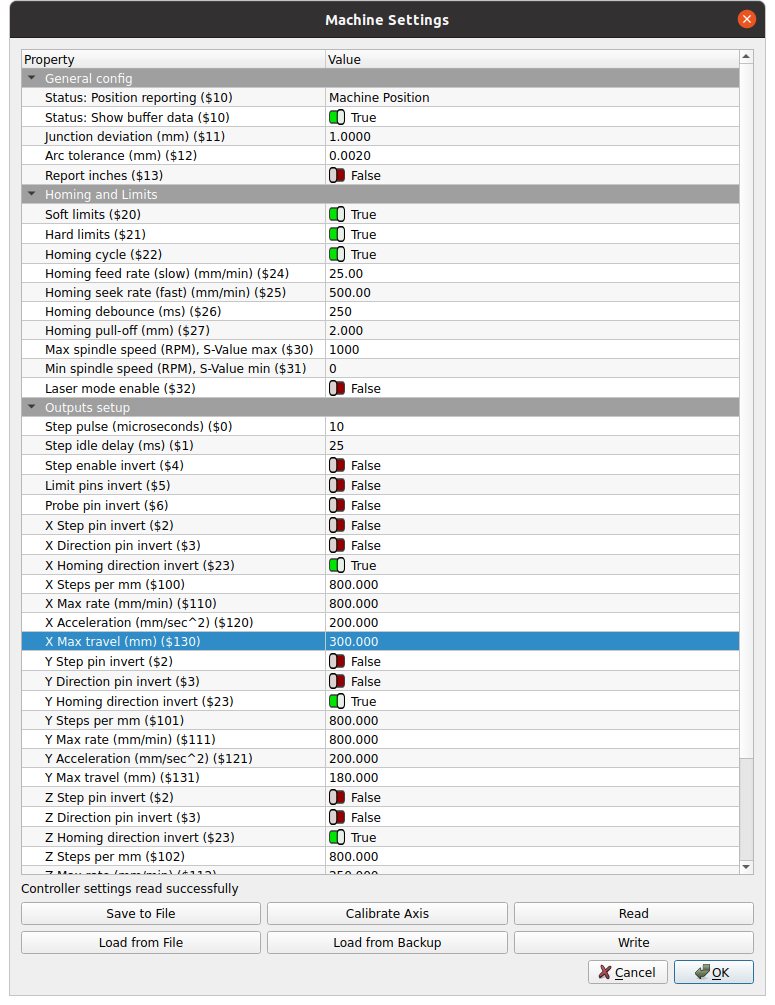
Lightburn cannot override the Grbl controller
Notice 130 131 values
they are X and Y max travle
They are set to 300 on X and 200 on Y
So the machine controller is saying it can only go 300mm on X from zero.
Are you certain the max bed size is 320x220
if so, type
$130=320
Press enter
$131=220
press enter
Then you should be able to move the bed fully
Make SURE though or it will ram on the ends
I know it’s quick and relatively painless to change these via the console interface, but they loose their meaning. It’s easy for people to transpose numbers…
It’s much more wise to go through Edit → Machine Settings where these are not only numbered but described in the users language. I have to have a chart if I’m not using this gui.
It is also setup so you can easily backup or load a different configuration. You have many configurations depending on what you doing. I have them for different rotaries and different objects.
I’m just suggesting this, as machine settings works on any machine (but fiber), the $xx=value is only good for grbl machines. Using this, makes it clear what you’re changing without some kind of chart equating my language to a number and only that only works with grbl machines.