Lightburn 1.3.01, K40, Cohesion 3D mini and a recently added Lightobject Z table. All seems well configured and works well, generally.
The Z zero is set with a switch in the high position, no problem with parts (not too tall) laying on the table, but if I want to use an honeycomb laying on the Z plate, the first laser move collide with the parts, that’s the problem.
Obviously, if I began by lowering manually the table before starting the job, all went well.
At the beginning Lightburn move X and Y, then move Z accordingly to the offset and/or material height, too late to avoid collision.
Is there a way to automagically/parameter take care of the problem ?
the beginning of a saved gcode: For the example, a 12mm honeycomb and a material height of 13mm.
; LightBurn 1.3.01
; GRBL device profile, absolute coords
; Bounds: X80 Y71 to X125 Y107
G00 G17 G40 G21 G54
G90
M4
; Cut @ 4000 mm/min, 80% power
M7
G0 X89.92Y74.074
G0 Z25
; Layer C00
Thanks for your advice, but that will make no difference if the part is a tall one, with or without “honeycomb” add-on.
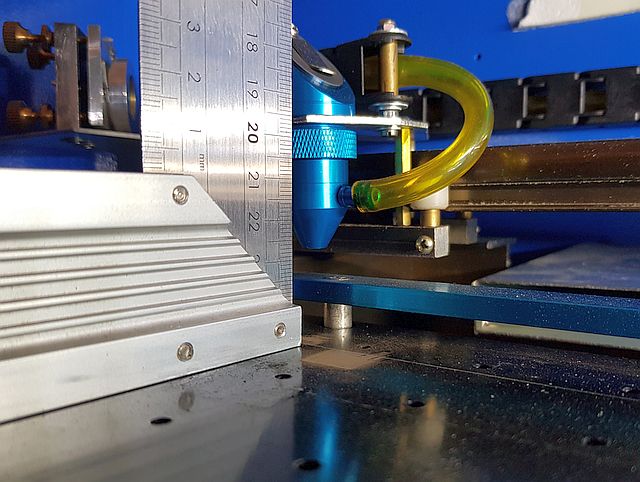
The Z zero is set by homing switch in the upper position off the Lightobject Z table, with my laser head, I’ve 21mm of clearance between the bottom of laser and the plate. So if I want to engrave anything taller than 21mm, just after a full homing (at start up or between jobs) for X,Y and Z. The head collide will the part because the first move are X and Y in the Z=0 plane, before setting the Z. With the 12mm “honeycomb”, it’s worth, nothing taller than 9 mm.
Problem would not occur if, movements at the beginning of the job were in a more logical order, moving Z which give clearance, then positioning X and Y.
G0 Z25
G0 X89.92Y74.074
instead of
G0 X89.92Y74.074
G0 Z25
Most CNC machines perform the homing cycle once when the controller starts up. I configured LinuxCNC on my little Sherline to home the Z axis first, moving it up as far as possible, then X to center the platform on the pillar, and finally Y. It’s my responsibility to ensure there is nothing on the table that can interfere with any of the homing motions.
The laser is set up to not automatically home the Z axis. Again, it is my responsibility to not have anything on the table that will interfere with the head’s motion across the platform during the homing cycle at startup, so I don’t leave anything there when I turn it off in the evening.
The Z axis homing uses a switch on the laser head to set the proper focus distance, so it’s my responsibility to position the head where the switch will make contact with whatever the laser should focus on.
So, if your machine automatically homes all three axes on startup, it’s pretty much your responsibility to ensure the homing cycle will work properly. After it’s homed, then you set up the parts as needed.
I know about, cnc, linuxcnc, homing process and so on.
Sorry if I’m not clear, English is not native for me. It isn’t an homing issue.
The Z switch isn’t on the laser head but whitin the motorized table.
power on K40, nothing on the Z table.
start Lightburn, when connected to the K40 it perform an X, Y homing, Z is ignored by this operation, so I’ve a macro that launch the Z homing.
Laser head is at, X0,Y210,Z0
I’m ready to launch a job
I put a part on the table, align with camera, blabla …
Lauch the job then :
if the part is lower than 22mm (my clearance between laser head and plate on Z0), it works
if part is taller, she is moved around.
It’s just a problem due to the orders send at the beginning of job while positioning laser head. Taking care of material height and Z offset by sending Z move before X,Y will be more advisable.
In my mind, with a motorized Z table and homing on each axe, the software (laser engraving/cutting or CNC) is in charge of the clearance of movement around part obviously if all parameters are correctly set (machine and part)
In order for that to work, the path planner must know not only the position & size of all the parts, but the shape & size of the laser head, so that it can create ‘keep out’ zones around all the parts.
I know some CAM systems use that information to dodge around clamps / fixtures / vises inside the work volume, but that’s far beyond the capabilities of the simpleminded laser controllers we have.
Lacking ‘keep out’ zones, the only way to ensure the laser head avoids tall obstacles is to not put them on the platform!
I don’t wish anything too fancy, just that at the begin of the generated job/gcode the software move the the Z which is specified by “material height” before moving X and Y.
With a manual table, that what have to be done, a cncized table could do the same.
All is in place, except 2 lines of code that have to be swapped when generated.
Gcode example:
Are you running Smoothieware on your C3D Laserboard Mini?
If you’re using Smoothieware the homing order parameter is in the Config file.
There is a ‘Reverse Z-direction’ switch in LightBurn under Edit - Device Settings.
Smoothieware makes a distinction in the config file between the Limit Switch and the End Stop switch. if you had a depth probe on your laser head for focal height and a zero-limit switch at the bottom of the z axis travel, would you still need to change the homing order?
If you’re using GRBL 1.1f some of the homing parameters are available at the settings level (accessible by the user) :
For GRBL the advanced homing options are in the config.h as noted at the end of the paragraph on the $22 setting.
Hi,
Actually I run Smothieware on a Cohesion 3d mini. Works quite well even if modifying parameters on SD is not as easier than with GRBL and EEPROM config.
I envisage, eventually, to replace the 3d mini by a MKS DLC32 (native firmware or grbl32), but I’m not fixed. Parameters aren’t changed everyday, but grbl seems to perform better than smoothieware for engraving.
I’ve no problem at all with K40/Cohesion3d/Smoothieware/Lightburn homing.
When Lightburn connect the K40 it home X and Y, then I send a $H which home XYZ as parameter is set via config file
# optional order in which axis will home, default is they all home at the same time, # if this is set it will force each axis to home one at a time in the specified order homing_order XYZ # x axis followed by y then z last
Until recently I was operating a manual Z table. I had to set height before sending job and eventually adjust height between layers if needed.
I would like that Lightburn take care correctly of the “material height” which is set in the “Cuts/Layers” panel
My concern is how the gcode is built.
When launched, the laser head reach the starting position (X,Y) in the Z0 plane before that the Z is set considering the “material thickness”.
I’ve probably one or two ways to tweak the problem.
. set the Z homing switch in the lower position. So at the beginning, laser XY positioning will be far away of the part, then the table will be upped at the right height.
. Add a generous Z move in the “start gcode” script to be sure that laser head will not collide on first movements.
Not all parts were problematic, only those taller than the clearance between table and laser head on the Z0 plane at the beginning, obviously not too much taller to be engraved with the Z table at the lower position.