Hallo,
ich habe ein Sculpfun s9 und ein Problem er macht keine normale kreise mehr seit gewisse Zeit ich habe alles, was möglich ist gewechselt und eingestellt trotzdem kommt immer das gleiche Ergebnis.
Ein Bild füge ich ein, kann jemand helfen.
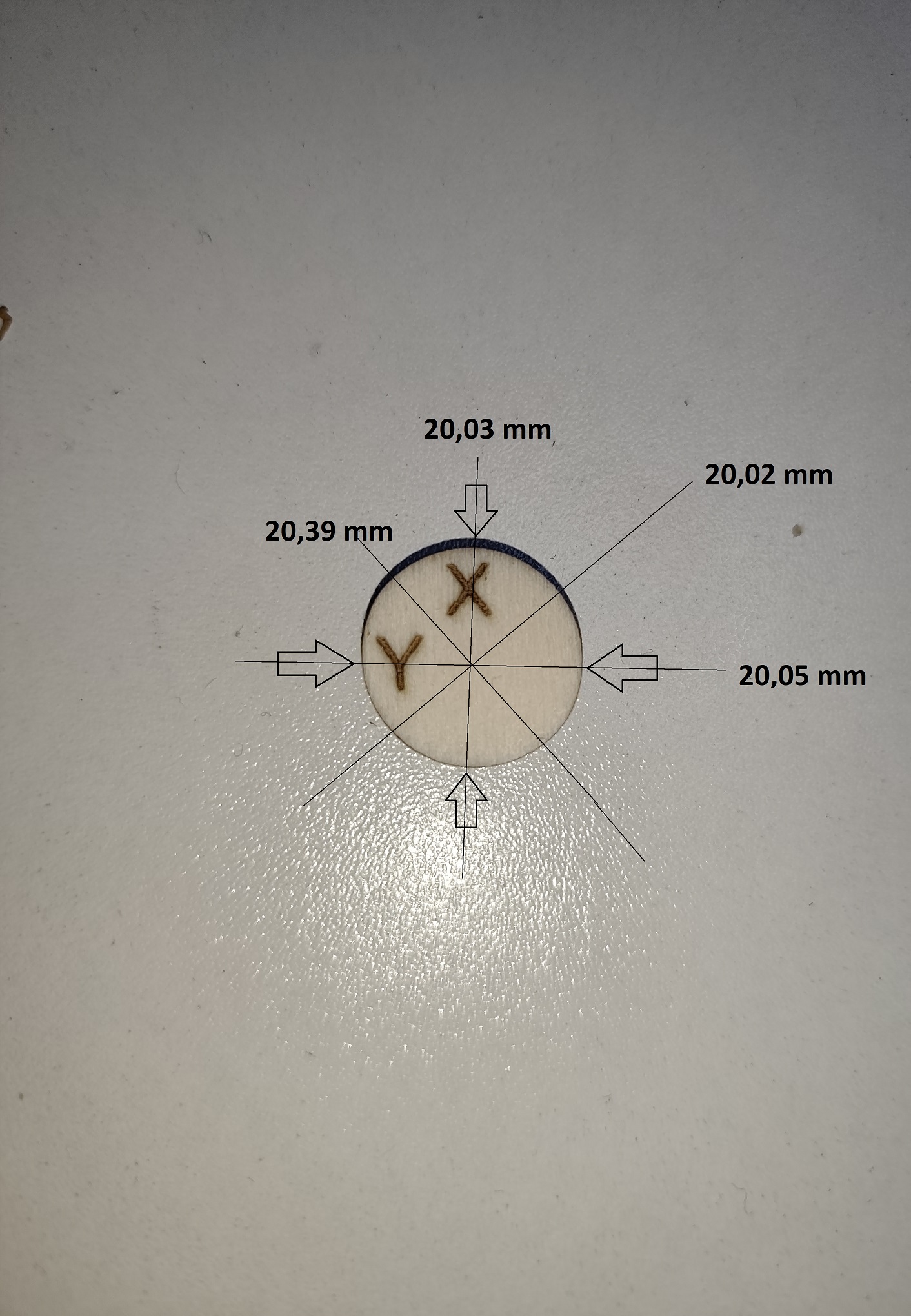
What does a cut square measure, for example 100x100mm, measured with a caliper?
The square has minimal deviations.
20x20
Y-axis 20.04 mm
X-axis 20.01 mm
I have now tested a 100x100 mm square:
X-axis 102.11 mm
Y-axis 100.58 mm
It’s too little deviation to be able to give your oval circles, but then it’s out of the question.
Just saw your other answer, still not much, but too much for a properly functioning machine, it should be fixed.
If the error increases with increased distance, I would suspect an error in the Yaxis steps/mm calibration.
Have you used a rotary device recently and forgotten to reset the settings?
No, I haven't, that would probably be too easy.
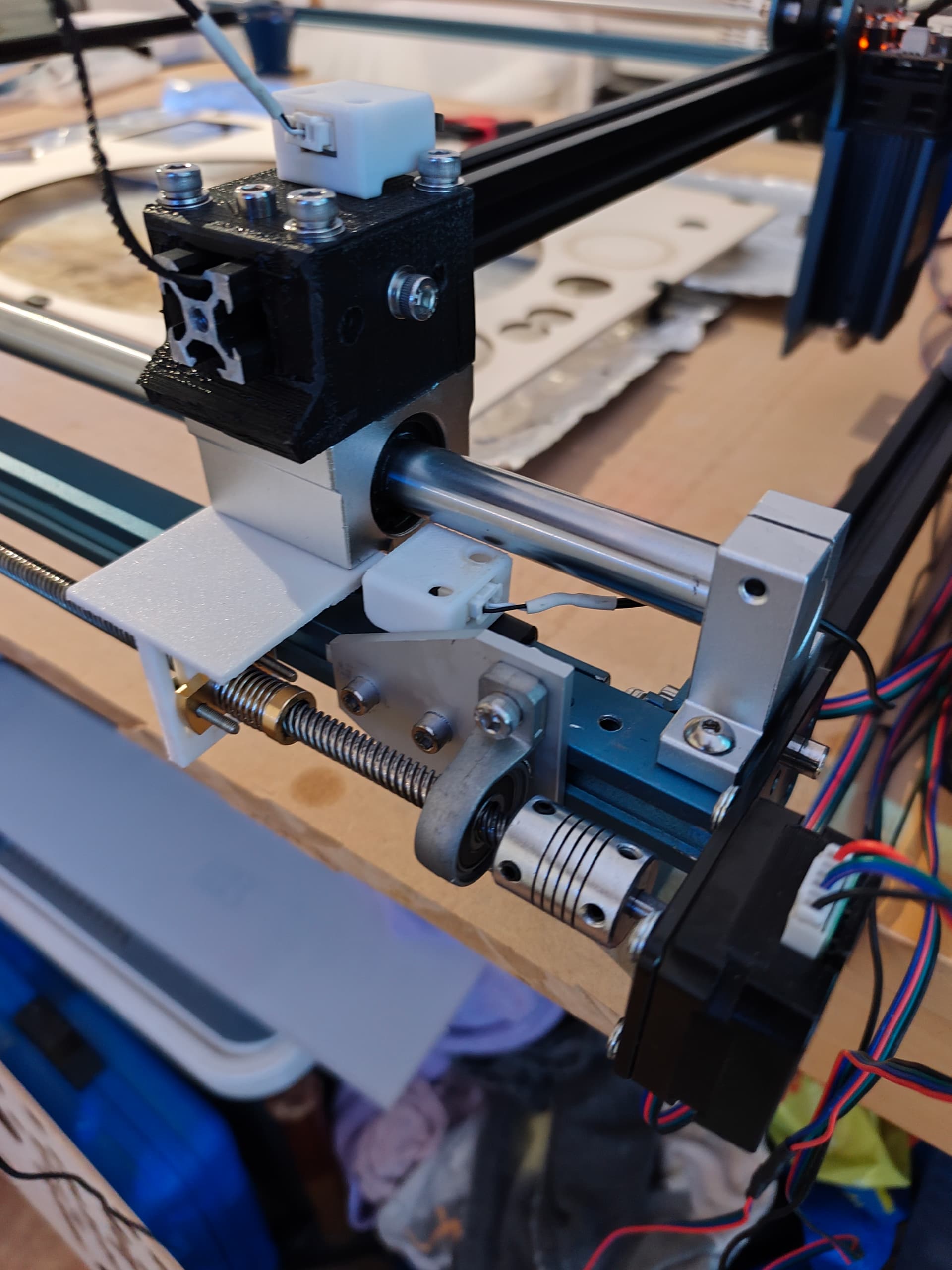
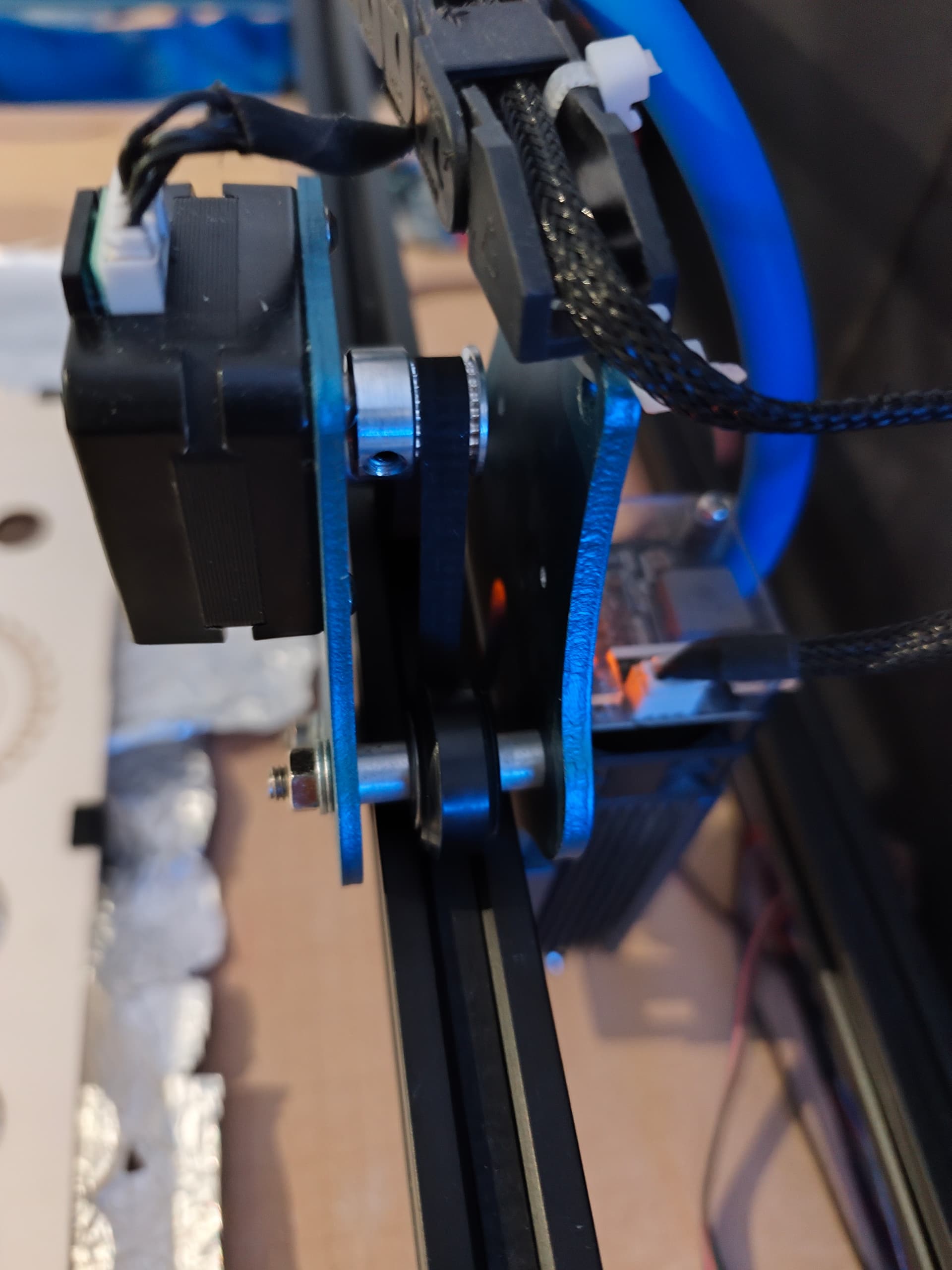
Then you have to start over again by checking your mechanics of your laser, belt and pulleys (pinion screws).
1 Like
I modified my laser, but it was like this before as well. The X-axis is still original. I completely rebuilt the Y-axis, and it now runs with two stepper motors.
$0=10
$1=25
$2=0
$3=4
$4=0
$5=1
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=1
$23=3
$24=200.000
$25=1500.000
$26=250.000
$27=3.000
$30=1000.000
$31=0.000
$32=1
$41=0.000
$40=0.000
$100=80.354
$101=402.603
$102=250.000
$103=100.000
$104=100.000
$105=100.000
$110=6000.000
$111=3000.000
$112=1000.000
$113=1000.000
$114=1000.000
$115=1000.000
$120=1000.000
$121=300.000
$122=300.000
$123=200.000
$124=200.000
$125=200.000
$130=690.000
$131=842.000
$132=200.000
$133=300.000
$134=300.000
$135=300.000
I had to set $101=402.603 because of the modification, but that's the Y-axis, and such large deviations are happening on the X-axis?
You listed Yaxis first, then switched them in the second posting.
Yaxis got slightly worse (gained a little bit error as you went along), you would need a little less steps/mm.
Xaxis got worse (too long), you need fewer steps/mm.
Do your calibration on as large area as you can. Then your error should get progressively less as you decrease distance. Do all testing using Absolute Coords.
You made your machine a custom design, so my response could be a bit off. It is hard to tell with such mismatched X & Y axis settings.
1 Like
Okay, I'll try it out and get back to you.
Thanks for now.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.