I have a question about calibrating my diode laser. Perhaps I’m misunderstanding something…
Let’s say that I calibrate my machine as per the lightburn documentation. After a few iterations of the process my “requested” and “actual” distances are suitably close. But they shouldn’t be the same because of the laser’s kerf. So am I supposed to run the calibration with the kerf offset activated? Because then the calibration is only as good as my measurement of the kerf. Or am I overthinking this?
Nope, you’ve gone directly to the heart of the matter.
The trick is to engrave the calibration lines, rather than cut them, so that you can measure center-to-center across the surface with a good scale.
Then you can measure the kerf and apply that to get the correct cut dimensions, bearing in mind that diode lasers tend to have rectangular beams with different kerf sizes along X and Y.
Calibrate Axis accommodates for tolerances by directly adjusting your stepper motor steps/mm. These setting will affect every job performed on the laser cutter.
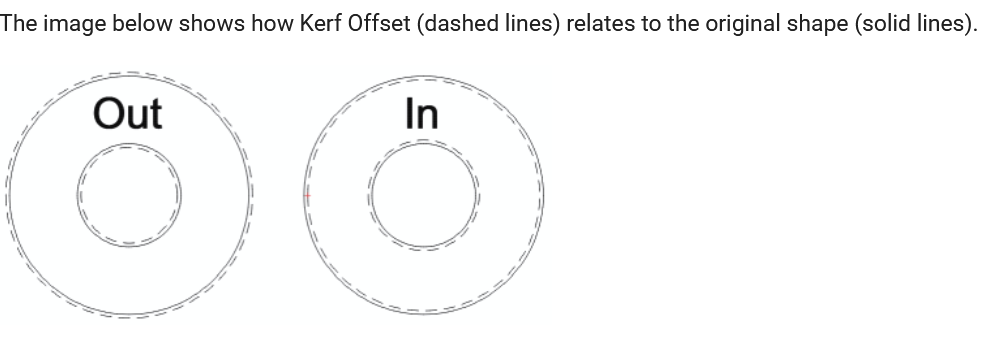
Kerf Offset is used to make minor adjustments to the excess material removed due to width of laser beam. Kerf (refers to the thickness or width of a cut made by a cutting tool) is dependent on type of material, focus, cut settings etc. and needs to be adjusted for each material if you are making close fitting parts.
I recommend that you first make cuts without any calibration and Kerf offset.
For example, cut a square (20mm x 20mm) and rectangle (25mm x 45mm) in the material of your choice. Measure if you are getting repeatable tolerances on each axis.
If you are not getting repeatable tolerances, then the most probably culprit would be loose / tight belts and eccentric nuts. You would have to check them and again perform the cuts.
If you are getting repeatable tolerances which are close / equivalent to the laser beam diameter of your laser cutter on both axis, you can directly use Kerf Offset to accommodate for the same as the most likely cause is laser burning of excess material.
If you are getting repeatable tolerances which are much greater than the laser beam diameter of your laser cutter then use the Calibrate Axis option to accommodate for the tolerances of each axis, perform cuts of different dimensions to confirm repeatability and then use the kerf Offset only when you need very fine adjustments for each material.
This is important as Kerf Offset does not have an X or Y component. If your X and Y axis tolerances are different then Kerf Offset cannot correct the same.
I think most people will use a steel ruler and perform the calibration using a square with no kerf and just etch marks, then measure so the marks on the ruler are centered to the marks the laser has made, so kerf does not play a role here. After you calibrate and run again - requested and actual should be exactly the same.
If (for example) you were cutting out squares and you cared about the size of the square you cut out - you could set an outward kerf offset (to half of the measured kerf width), and then calibrate the requested and actual to the size of that square. Again here - after you calibrate and run the test again - requested and actual should be exactly the same.