I have several lasers and recently acquired a Langmuir Systems Crossfire table. I would really LOVE to use lightburn instead of Fusion360 -> Mach3. Lightburn already supports piercing delay, and lead-ins so I think it should work great for this. I’m willing to put in effort to help make it work and do research. I’d rather do this than convert the Langmuir system to grbl just to make it work.
How does the machine itself connect to Mach3? Mach3 itself is the controller - it contains all the information for converting distances to steps, parses the GCode, performs the acceleration / deceleration motion planning, and ultimately sends step and direction signals to the board in some form, so it’s incredibly low-level compared to any other controller supported by LightBurn.
If the machine has an actual controller on board instead of just step/direction handling, it might be possible. If not, you could likely use LightBurn to produce compatible GCode and load that into Mach3 to run it.
I’ll do some digging and find out if it’s a real controller or if Mach3 is just bit banging with it (that would suck)… It is a usb device, and there is a custom mach3 driver for it.
If it’s USB with a Mach3 driver, chances are it’s still just ‘playback’ from Mach3. Mach will run the full motion plan and tell the connected device where it should be at each time slice, typically 1 millisecond.
Interesting… I discovered they use a branded RNR Eco Motion 2.0 board, but they use the manufacturer provided driver.
It enumerates as a Bus, and an HID Compliant device in windows and I can’t find any information about using it without mach3.
I think I’m going to stop going this route now and instead look at running the G-Code from lightburn in Mach3 and tweaking it if necessary and trying to figure out an automated path from lightburn to mach3.
If the machine weren’t so new, expensive, and shiny I’d probably look at driving it with a grbl board but I’m a little nervous to try that yet.
The GRBL-M3 driver in LightBurn produces the simplest gcode and likely easiest to alter. If you have questions about anything it outputs I’m happy to answer.
Thanks for pointing out the GRBL M3, it ran with no changes and appears to make the machine do what I want, I haven’t made a cut yet, but you could see Mach3 turning the torch on and off.
Mach3 is pausing in a few places (a G1 line with no coordinates, and maybe a few others). I also noticed that you have the M9 commands even when air-assist is turned off (Just no M8s). I can see why you did this if it is intentional.
I did find a possible bug in lightburn. Mach3 keeps a write lock on the gcode file when you load it until you “close” the gcode file. When you save gcode in lightburn and the destination file is write-locked it silently fails. So not a “bug” but it did cost me a few minutes figuring out what was up (I mean how many programs keep a write lock on a file after it opens it until you close it… (Word, and Mach3 are the only ones that come to mind…) I can definitely understand why you let it silently fail in this rare situation though.)
Thanks for all your help and such an AWESOME program!
M8 or M9 will be emitted after any layer change based on the setting for that layer, to make sure that the assist is properly set. I don’t track the state because they don’t get emitted that often, and it’s not harmful to repeat it.
For the G1 with no coordinates, is that right at the end? I know we emit a G1 S0 at the end to be sure the spindle (laser) is off, but I don’t think there should be any others.
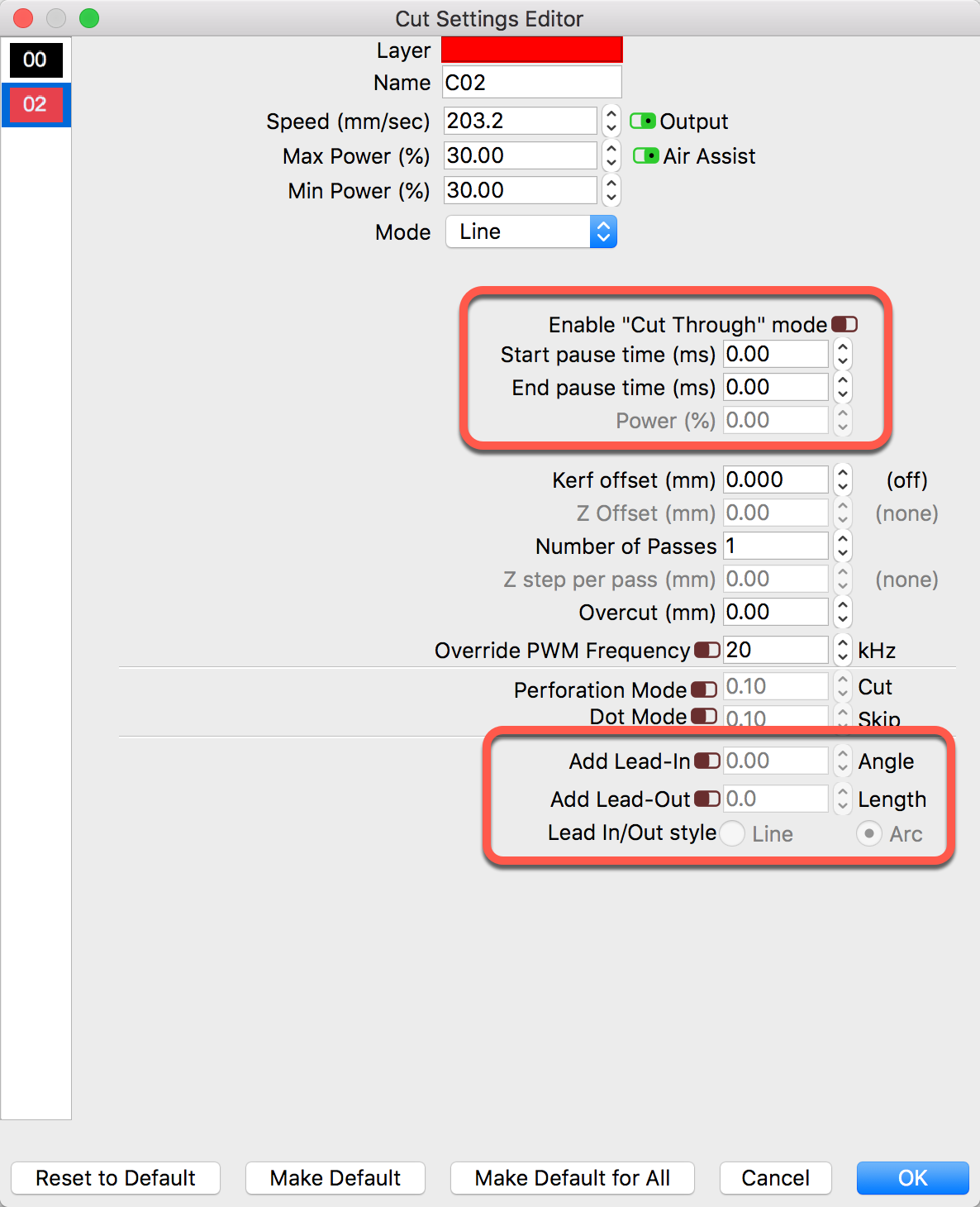
I have a test file with two squares (I emailed it and the gcode file to support@ if you want to see them). I have cut-through and lead-in on in the layer (but since they are squares there isn’t a lead in I think). This is the G-Code for the transition from one square to another. So during the transition there are two G1s and a G0 with no coordinates.
The cut-through / start delay is the reason for these:
In this case, since the cut-through power is zero, I could omit both the leading and trailing G1’s, but you could also just turn off the cut-through switch and leave the delays and it might do the same thing.
OK, color me dumb. This got over my head real quick. I also have several lasers, and a torchmate, and pulled the trigger just yesterday on a crossfire. I am looking to run lightburn as well at least to run to the Mach 3. I see where you said there was piercing delays and lead-in, lead-out options, but I’ll be danged if I can find them. Can ya help out an old man?
 This will definitely save me headaches in the future.
This will definitely save me headaches in the future.