I got a lovely new large 80W laser cutter, brand new. But there is a weird thing happening!
When I cut anything in Lightburn, the laser beam itself seems to pulse and make a buzzing sound (zhzhzhzhzhzh) rather than the continuous cutting sound (shhhhhh) that it makes when I manually press the pulse button. This results in uneven cuts.
I have dot mode and perforation turned off. I have a mA meter in line and have not run the tuber higher than 26mA. The resonance is good and the alignment is good, as well as the focus. There is no arcing or anything like that.
I really am stumped! I’m totally out of ideas, having tested everything I know how to. I have attached some images showing the machine setup, and the cut problems. Any help will be greatly appreciated!
I’ve been under the impression that this must be caused by some setting in Lightburn or on the laser itself. I have factory rest the laser and the problem persists. I am going to try reinstall Lightburn to see if there is some lingering setting there that is causing the pulsing cut.
I will take a video a bit later today. I have confirmed that the high voltage is not arcing at the HV join when the tube is lasing either with the Pulse key or with a lightburn cut. Pressing test on the power supply results in a ‘clean’ pulse.
I really really hope the next thing you’re going to write is not “And I didn’t back up the settings before I did that”.
Knowing the power levels and speeds will be helpful; upload the offending *lbrn2 files so we can take a look.
Because the problem seems upstream of the HV power supply, it could be as simple as bad wiring between the controller and the HV power supply. That can include factory blunders like a badly crimped ferrule or a stripped screw, so carefully examine everything along all those wires. Bonus: don’t trust the wires, because one may have been crunched.
What do you mean by that?, did you use an existing backup or did you delete all content in the Ruida…?(I hope you haven’t done that, without a backup)
If you think it’s an LB related problem, you can try running the test file from the supplied USB stick, bypassing LB.
The material in your pictures looks thin. If you cut in 3mm plywood with 30mm/s and 35% power in max and min. Are you having the same problems?
I backed up the setting before I did that, having learned that painful lesson more than once.
This is at 85% power (26mA on the meter) and 60mm/s. Will upload the .lbrn2 file a little later today.
I will also do a close examination of the connections between controller and supply. I did have to swap some things around when I got the machine as the laser PSU was not installed and the connector was wired for a different supply.
I’d hazard a guess, it’s after the controller, either an lps or tube.
Mainly because I know of no way to program these kinds anomalies via Lightburn. I think it’s indicative of some kind of hardware failure.
If you have a 40W tube, then you sizzled the tube… I didn’t see any mention of the tubes power, so 85% power of something unknown is pretty meaningless.
I doubt it’s wiring, but I would agree with @ednisley, and suggest you gently tug on the wires, sometimes what’s holding them is the hot glue they spread everywhere… Doesn’t hurt to ensure the connectors are seated.
What is your minimum power? Assume they are straight vector lines.
@bernd.dk and I have the same question, does it do this at 1/2 your current speed and power?
Did you check the tubes TEM00 resonance mode?
So far, I’ll stick with the lps/tube diagnosis …
Leaning towards @bernd.dk suggestion of an lps causing this. It’s intermittent operation is unlike a tube failure at this power/speed, so the lps is suspect.
So with my 80W tube and power supply, a 35mm/s cut at 70% power (set in LB, earlier number of 85% was a typo) results in 26mA on the ammeter. Minimum power that results in a laser beam is about 8%.
All connections are secure, and the behavior is the same at 1/2 speed and power. Laser makes a nice round spot on a piece of wood - tube looks OK in terms of resonance.
I have attached a video of the laser firing from a file, and then of it firing when I press the pulse button (exhaust fan off so you can hear the difference).
It cuts 3mm MDF cleanly at 30mm/s 70%
Any faster, it does cut through but only in ‘dots’ like the first picture above
Video 2 showing the behaviour of ‘pulse’ button (manually moving wood to avoid damage to lens from smoke while fan + air assist is off to hear the sound):
Peter, I don’t quite understand what you mean here, possibly a translation error from my side …
I have tested your file, I have I not found anything suspicious. Your 40% in minimum power is not a value I use with my laser, but you also have another machine. In line engraving I use almost absolute minimum of my machine and by cutting a little more, here it is the optical result that determines the minimum power setting. But anyway, it has nothing to do with your problem.
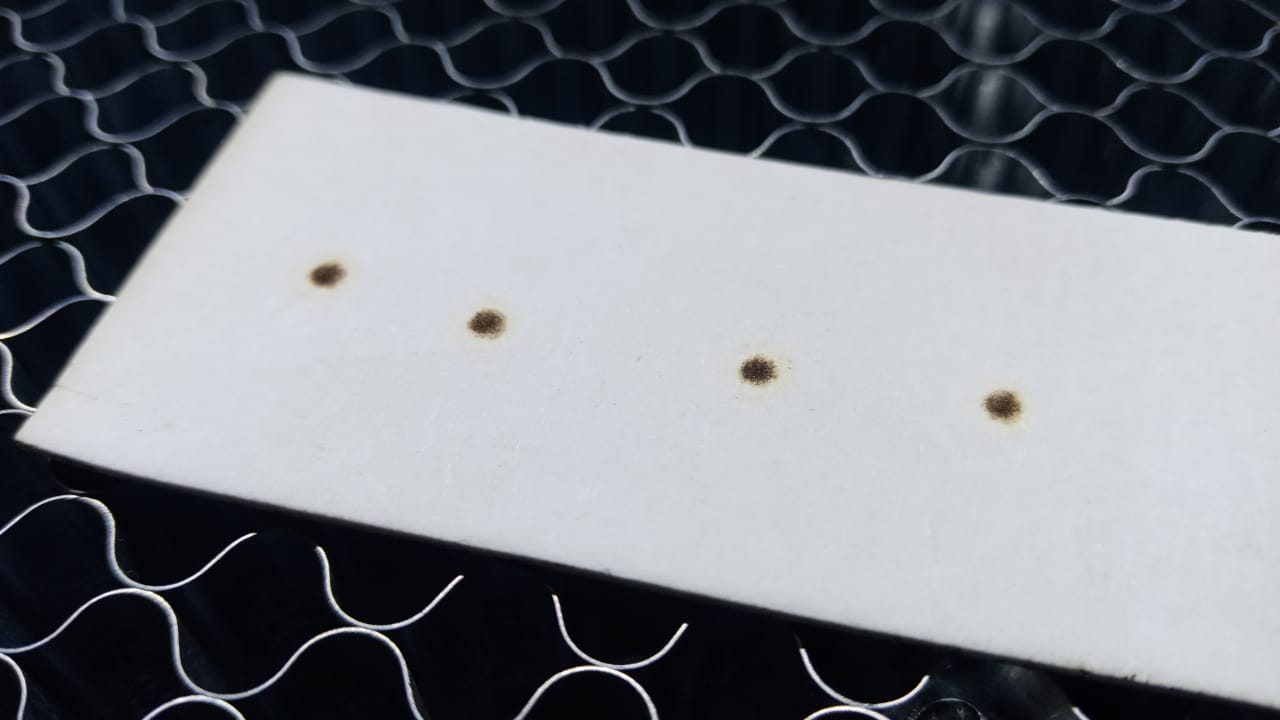
Can you do those with much less power or duration. Maybe a 10mS pulse… You can pulse it a few times if the mark isn’t dark enough to be visible. Resonance won’t change over a short period, generally speaking.
The outer edges should be a lighter brown getting darker as it moves towards the center.
You can use this to read how the power is distributed across the beam.
Well the vendor is pretty useless. Been fighting with them for a week to get a technician out to check the installation. So I fear this will be an uphill battle.