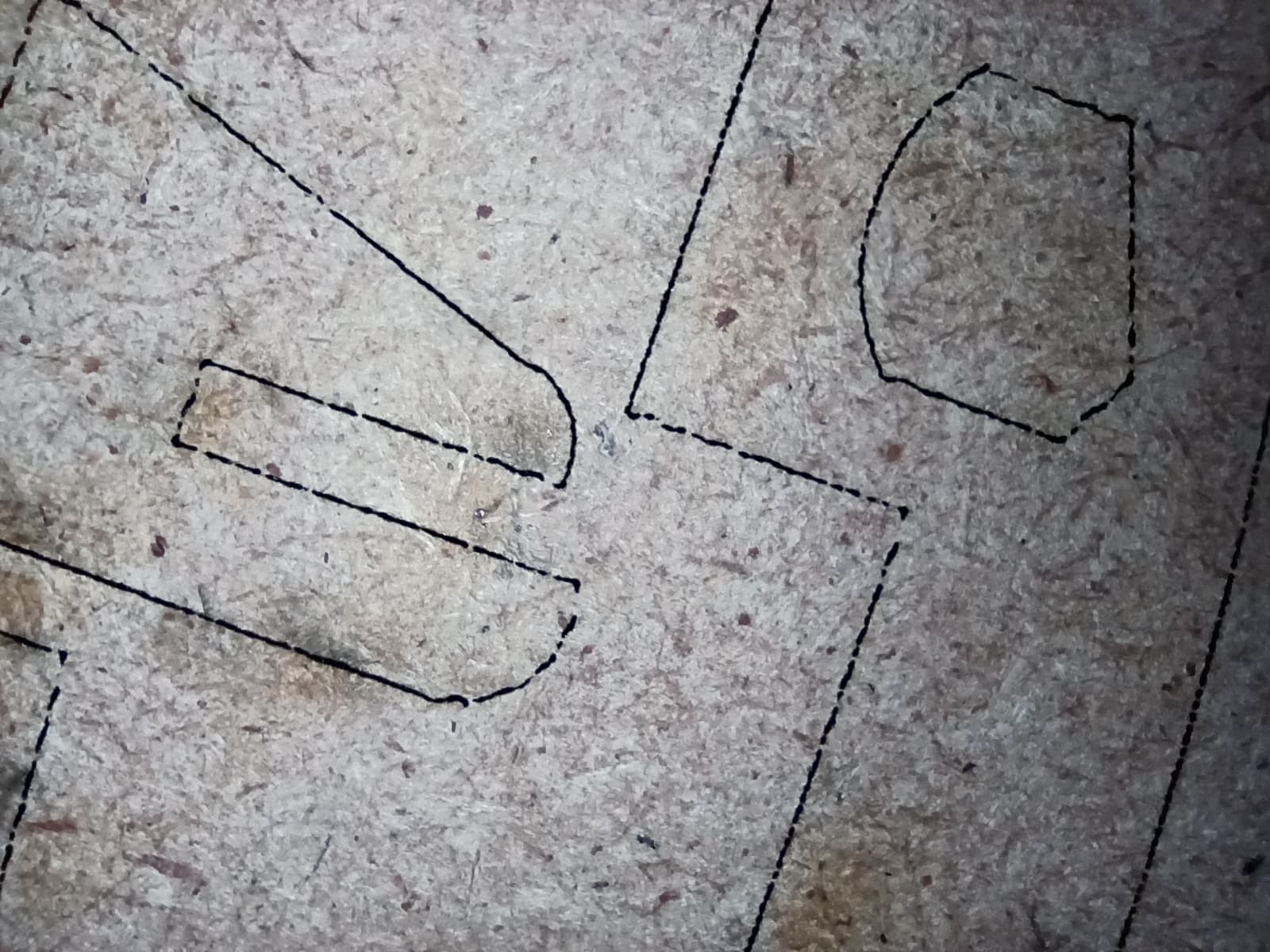
I have problem when i run my laser to cut 3mm mdf
The attaches picture is from the bottom side
I have laser tube 100w
Cutting speed is 25mm/s
Power is 40%
Please some one tell what the problem i have here.
I wish nice day for everyone.
Looks like it’s moving too fast while not applying enough power.
For my 60 W (claimed) OMTech, 3 mm MDF cuts at 20 mm/s with 60% power: slightly slower with slightly less power. However, comparisons of two different machines with different tubes and different ages aren’t exact.
What did the material test on that batch of MDF suggest for reliable cut settings?