Hello Community,
I am playing around with 3D landscapes created with my LongMill CnC. My goal is to create 3D maps that have Topo markings on them. Not laser CUT topos. I am talking more about milling 3D reliefs of landscape first then coming back with the laser and creating mark ups with etching.
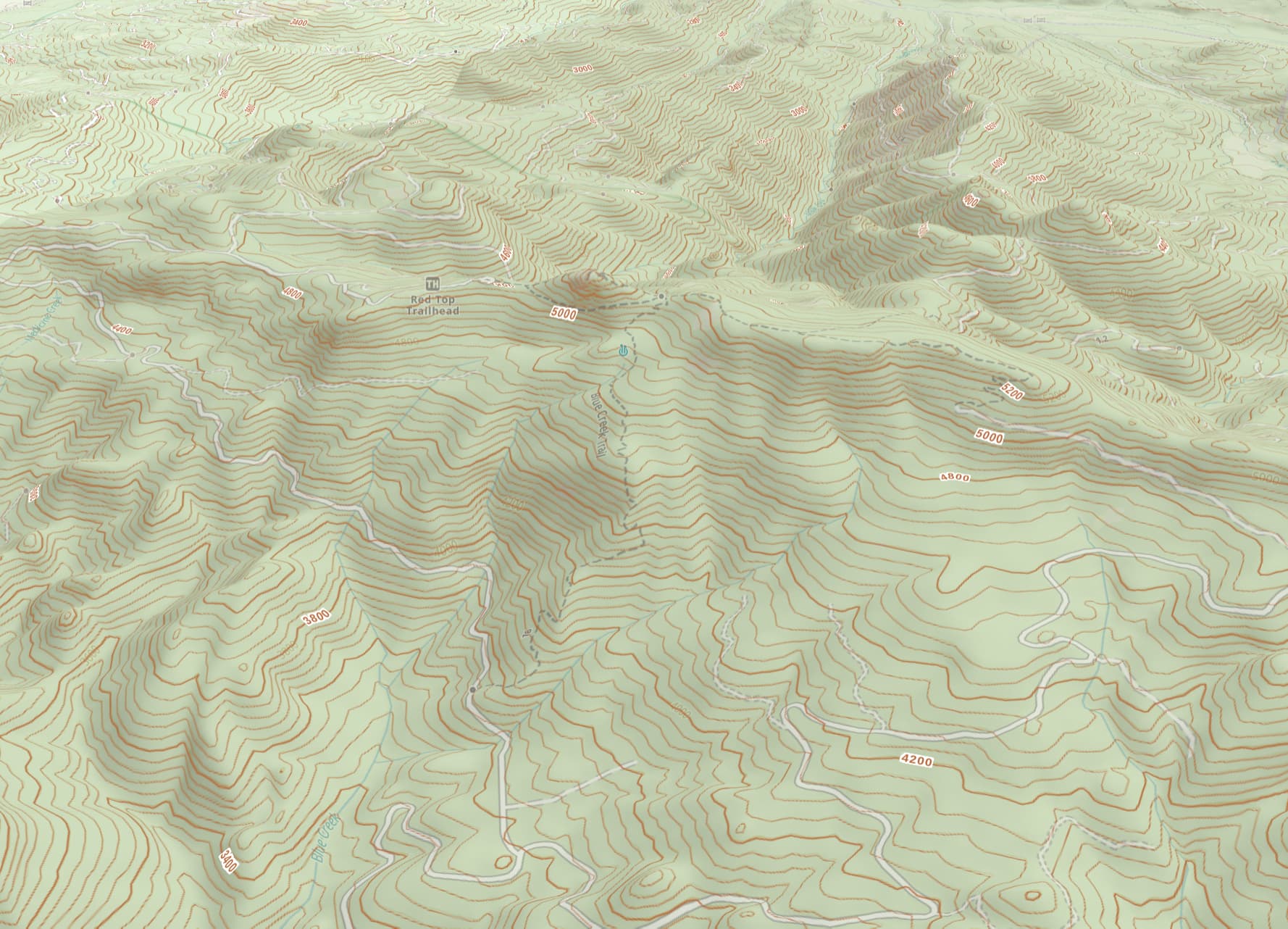
I would like a physical 3D model like this picture.
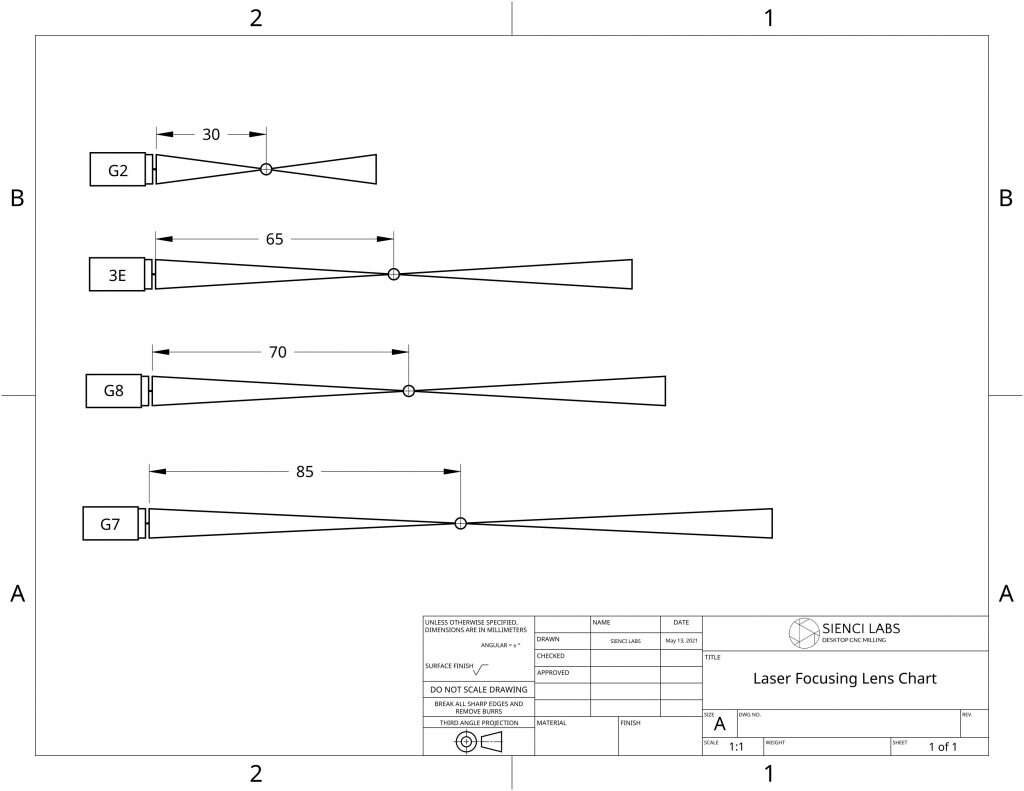
Is there a way to do this? Since the laser focal point will change in the Z axis while etching the topo lines, I can see this as a problem.
Any ideas as how to solve this? I haven’t seen much literature on this at all. I see that LightBurn has a Z axis enable. In truth, I don’t even have my laser module from Sienci yet. ![]() Just trying to get a jump start on my education before I get it.
Just trying to get a jump start on my education before I get it.
Thanks in advance for any insight as to how to do this!
-Lutra