Sometimes a day in the workshop does not finish how you expect.
Cutting Acrylic 4.5mm with 50w at 12ma, 3mm/sec. Using a 2mm knife blade bed. Cutting air ON and two exhaust fans ON, these drag air from the cabinet lid closure point across the bed and then vertically at the rear.
This job was intricate so a lot of heat for a longer time in close proximity.
When using the laser I go no further than about 3 to 5m and only for a few seconds, particularly while cutting. engraving I relax a little but stay focussed to be be checking and not too far away.
Prior to building the laser I had researched many fire blogs re: co2 lasers and as a result took the additional precautions I could (at the time which is 6 months ago).
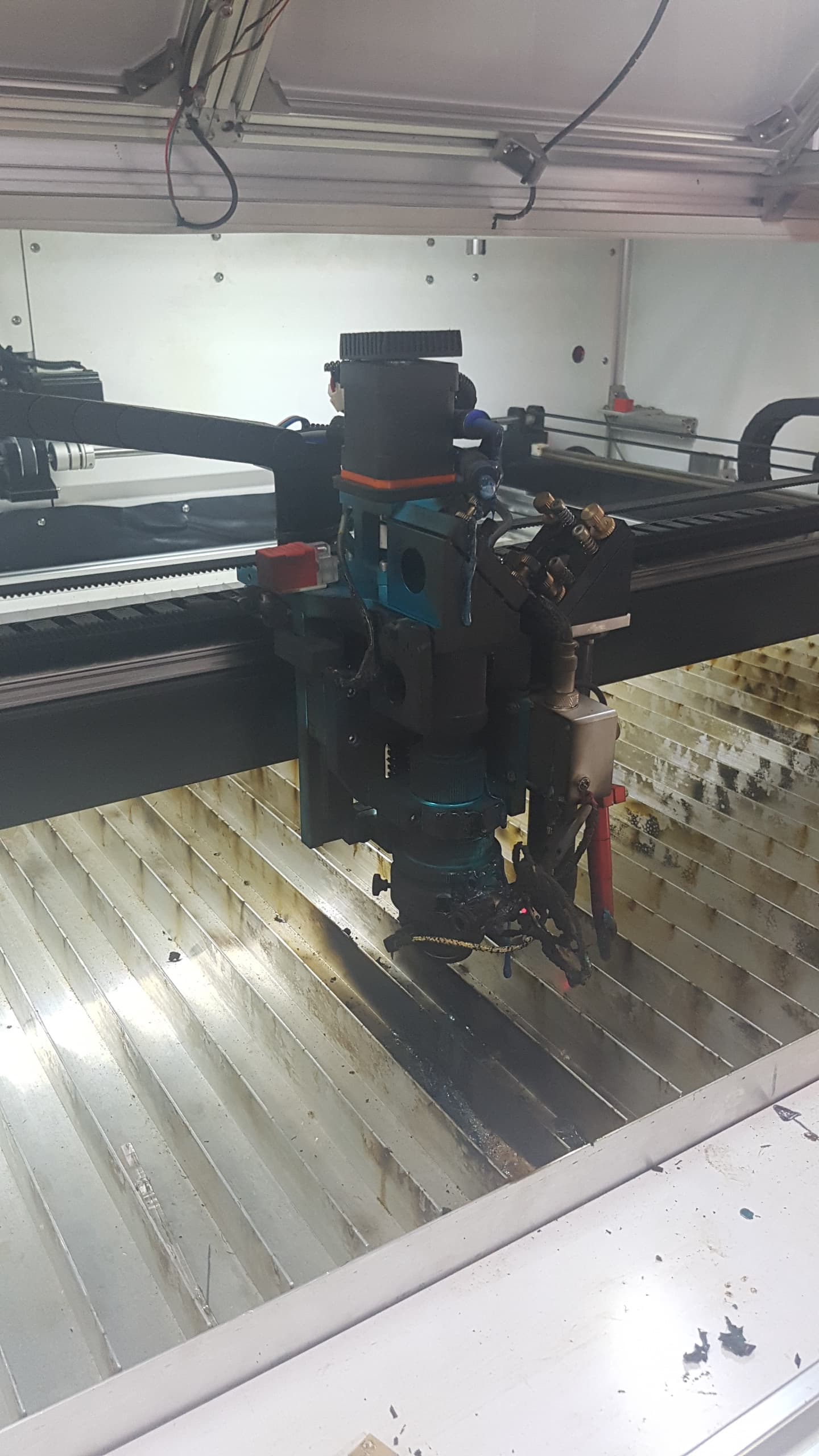
The material caught fire, heated the nozzle and infrastructure and then those parts combusted as well.
It took just seconds to get alight.
The data cables to limit sensors, auto focus and auto follow head are run on 24v with the signal data fed back to the RDC6445 control.
With the data cables burnt and shorted the 24vdc psu shorts to OFF
That turned the RDC controller hence the laser off and also exhaust fans(which are run off 24v relay).
Maybe 30 to 60 seconds between visual checks.
I keep several extinguishers at hand, dry powder, water and Co2( plus fire blankets, safety shower etc)
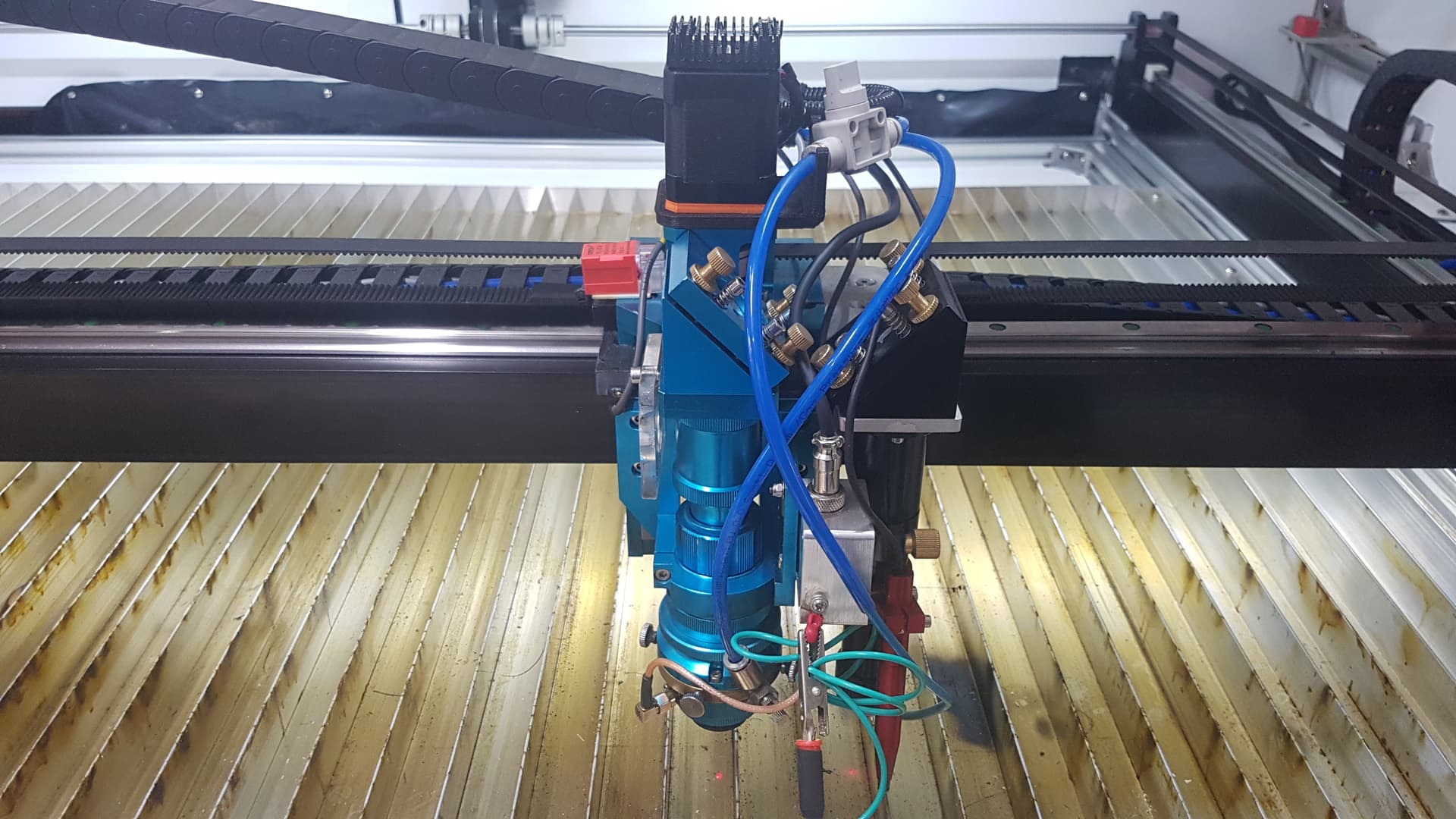
1st photo is what it used to look like.
These two photos show after fire.

Then clean up took a couple of days, some jury rigged parts until new gear arrives. lots of Iso, acetone etc. I’ve found that a product called “orange” is really great for carbon removal from a previous workshop fire.
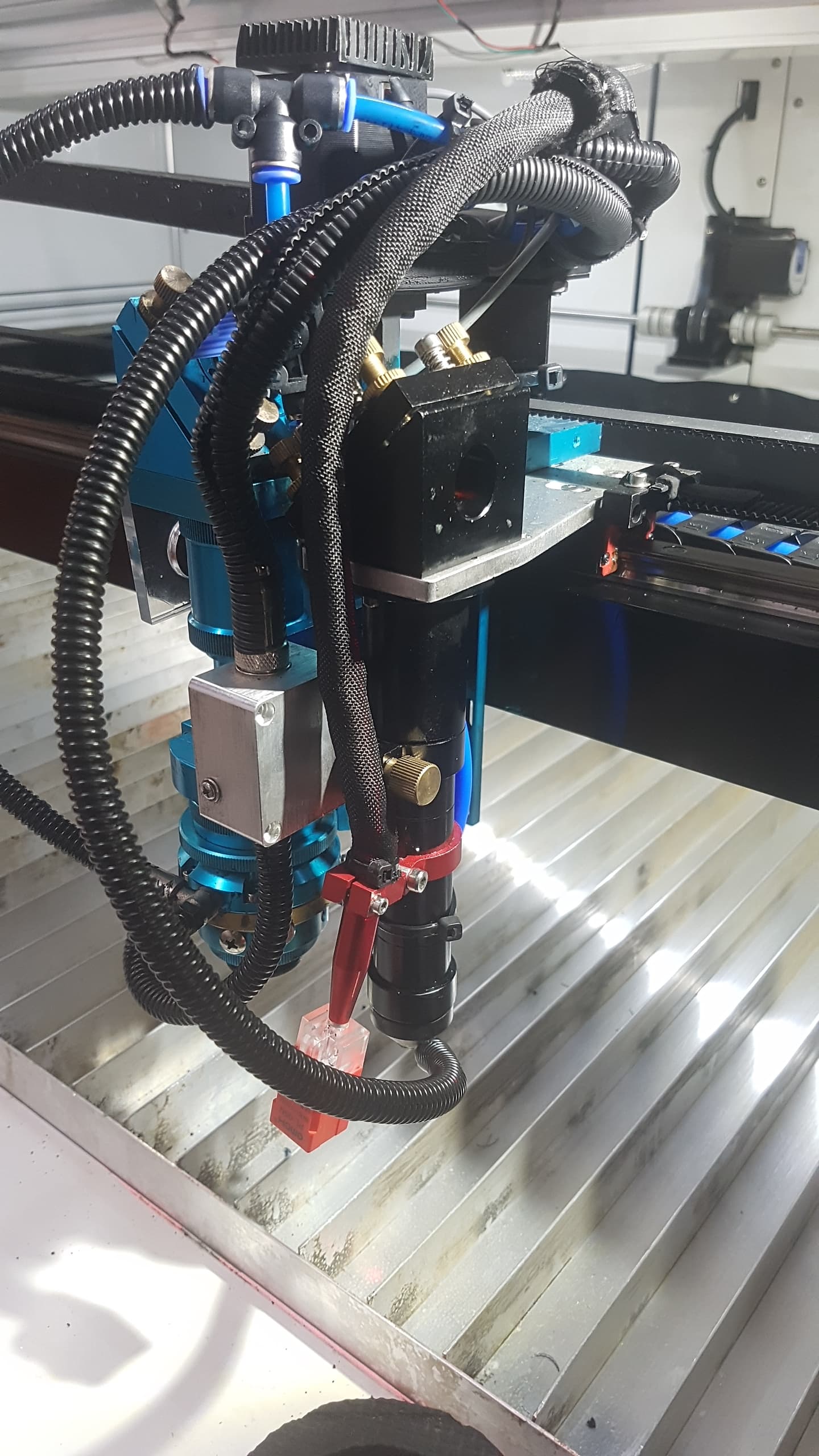
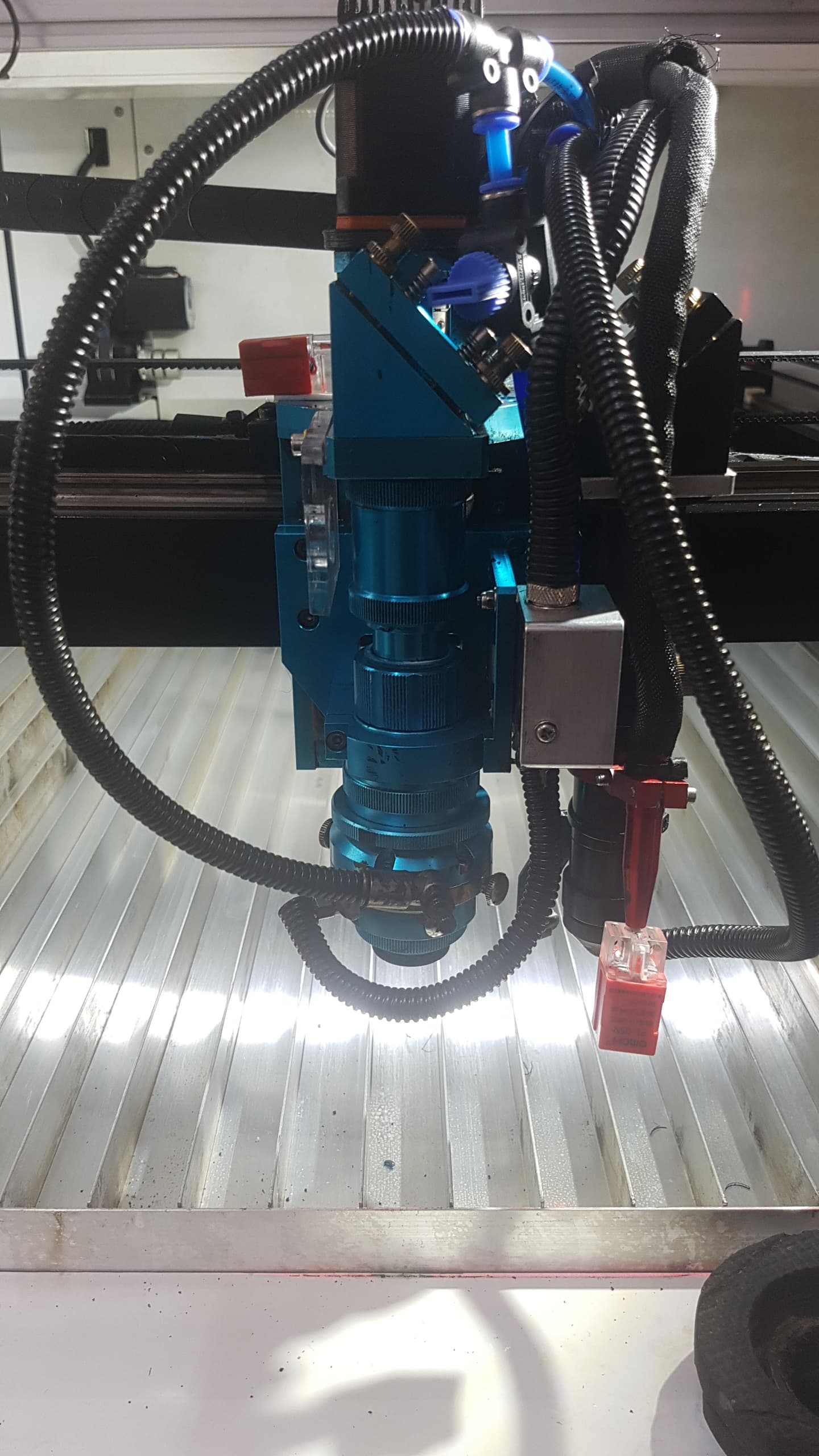
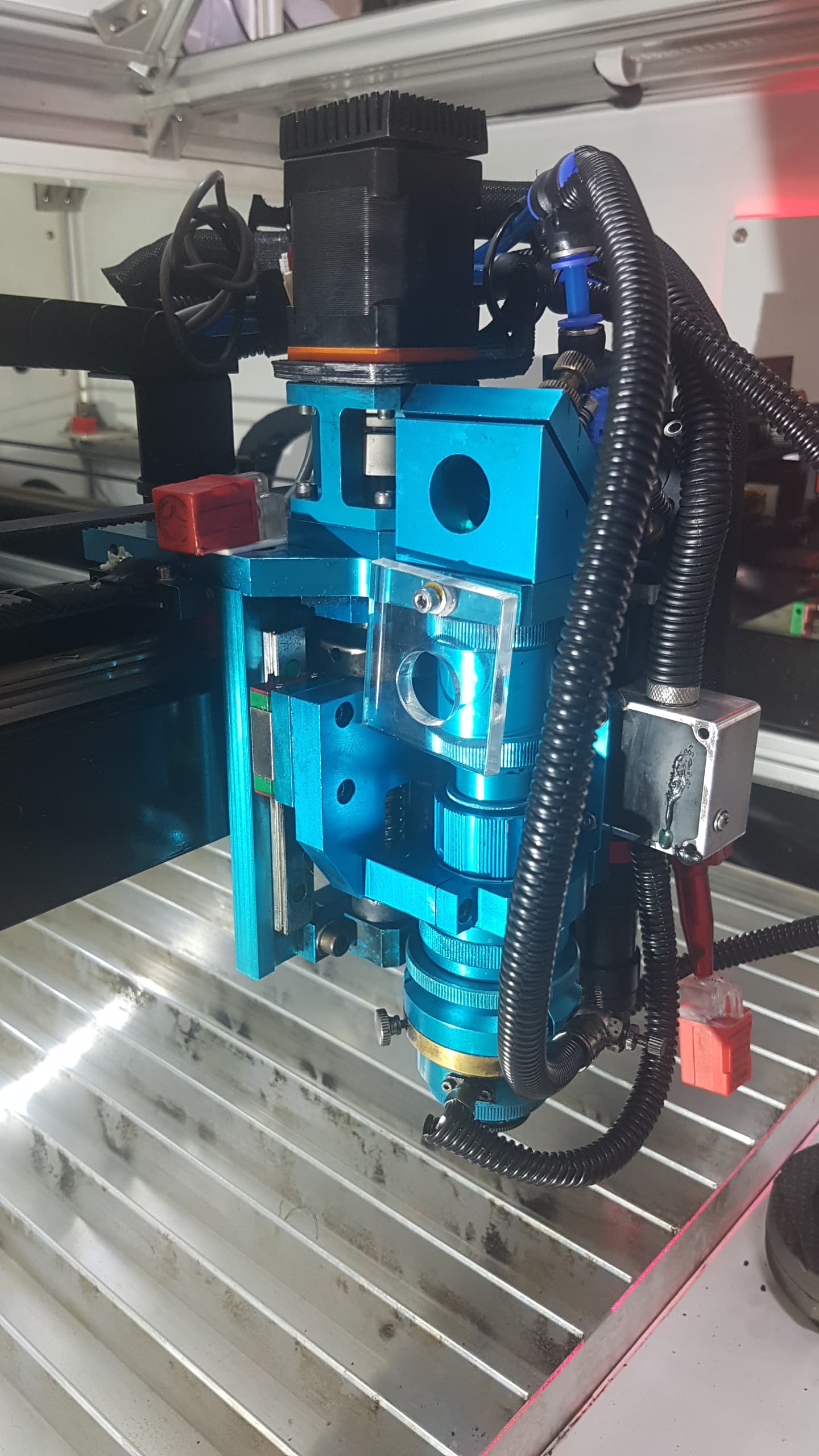
The photos show additional cabling shroud to assist in reducing some thermal damage in the future, however I have ordered in fire proofing material which will be placed so that any further incidents will be mitigated somewhat.
Staying at the laser during a cut would cure most of that as well, small flare ups can easily damage air lines and data cables. So this is all overdue.
This could have been a lot worse, I am grateful that safety gear was at hand, it paid for itself.
The last fire in the workshop, known as the “Great fire of 2014” within the family took out fully 25% of my 7m x 15m area, destroyed thousands of dollars in equipment. having dry powder capability at hand for such an event was pretty neat. it was out by the time the fire brigade showed.
Lessons: Have two clear exits out of the workshop.
Keep fire blankets, enough fire extinguisher capability on hand which would enable you to 1st of all , get out of harms way and 2nd slow down or put out a fire.
Safety shower, bulk water source.
Look after yourself, plan ahead.
By the way, I work by myself at the end of a road. There is no one else nearby or in calling range.
Warwick